太陽能硅片用高強切割線水箱拉絲機之我見
2013-11-30 03:13:40王春武劉衛國
山東工業技術 2013年10期
關鍵詞:設備
王春武 劉衛國
(中色〈寧夏〉東方集團有限公司 寧夏東方鉭業股份有限公司,寧夏 石嘴山753000)
0 引言
切割鋼絲是一種高質量鍍鋅銅鋼絲,具有穩定、均勻、高精度、高強度等眾多特點[1]。可用于切割各種高精度硬脆產品,可充當多線鋸的磨料載體,用途廣泛,尤其是在太陽能硅片切割生產中起到十分關鍵的作用。水箱拉絲機由放線機,拉絲機,和收線機組成,使用PLC可編程智能控制系統,可通過控制面板設定參數,按照所需工藝將處理完成的鍍銅中絲拉拔成材并均勻繞卷在工字輪上供應客戶。
1 設備的結構組成
水箱拉絲機采用功能單元組合式結構,依次由放線機、拉絲機(又稱拉絲主機或主機)和收線機(見圖1)以及電器控制柜組成。

圖1 拉絲機結構組成
1.1 放線機
放線機構的設計,因各地線材廠家的不同生產工藝,其結構形式多種多樣,張力積線機構的設計,是為確保恒張力放線,同時考慮線材在高速拉拔出現空盤斷頭現象,放線端在設備正常生產停機時,應有一定的停機儲線量,儲線量的多少應根據線材生產的線速度而確定[2]。
1.2 拉絲機
國內太陽能硅片用切割線水箱拉絲機生產廠,拉絲設備的平均壓縮率通常為 13.4~14.8%,鋼絲成品壓縮率為 9.5~10.2%,采用 23 道次拉絲機,常見的中間塔輪的分布如圖2。
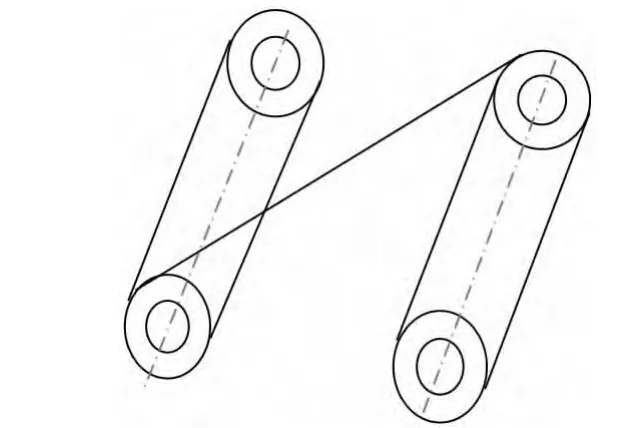
圖2 塔輪結構圖
通常拉絲機主機分為雙主動式和單側被動式拉拔兩種種方式,兩種拉拔方式在實際使用過程中,各有利弊:對于雙主動式拉拔,模具及塔輪的冷卻采用浸入式,冷卻效果較好,整機穿線調整方便,電機功率可充分利用,但是由于線材要在不等徑塔輪之間進行拉拔,故鋼絲的直線性較差;對于單側被動式拉拔,整機采用全封閉結構,設備的環保性良好,且噪音較低,線材采用等徑塔輪拉拔方式,鋼絲的直線性較好,圈徑易控制,但由于模具及塔輪采用噴淋式,冷卻效果較差,鋼絲與塔輪滑動量相對較大,電機功率損耗相對較大。對于被動式拉拔塔輪,塔輪通常采用整體式結構,單片磨損后,需整件更換,而雙主動式拉拔的塔輪,通常采用分體式,以便于維修和更換。目前切割鋼絲多采用單側被動式拉拔方式。
1.3 工字輪收線機
根據線材加工廠家的不同工藝需要,可提供各種工字輪收線機,整機可采用一體式或拉絲機與張力機構并聯的方式;工字輪的裝卸采用漲緊套式、機械雙頂尖式、氣動雙頂尖式等結構;工字輪的排線形式可采用光桿排線、絲桿排線、氣動排線、伺服排線等,對于不同的工字輪和線徑可采用等排距和等角兩種方式,采用等角排線時,用獨立的伺服電機驅動,對不同的排距可任意設定,同時與拉絲機主機線速度保持同步。通過更換配件,可在一臺收線機上使用多種工字輪收線。
2 工作原理
水箱拉絲機是由多個拉拔頭組成的小型連續生產設備,通過逐級拉拔,并將拉拔頭置于水箱中,最后將鋼絲拉到所需的規格。就國內幾個主要水箱拉絲機生產商來看,一般配置了20個左右的拉拔頭。通過每一級的拉拔后,鋼絲的線徑發生了變化,所以每個拉拔頭工作線速度也應有變化。在整個拉拔過程中,只需要1臺電動機通過機械傳動或齒輪箱來驅動。根據拉模配置的不同,各個拉拔頭的拉拔速度也要變化。拉拔速度的基準是每個時刻通過拉模的鋼絲的秒流量體積不變,即要使下式成立。πD 2v1=πd 2v2式中D為進線鋼絲的直徑,v1是進線鋼絲的線速度,d是出線鋼絲的直徑,v2是出線鋼絲的線速度。水箱式拉絲機的各個拉拔頭的工作速度就是基于以上的公式,保證各個拉拔頭同步運行。由于水箱式拉絲機的拉絲過程完全通過機械軸拉拔完成,并且這些機械軸是在同一主軸下傳動的,因此整個拉伸系統各級之間依靠拉伸輪的轉速差別和線上張力來控制同步協調工作。
3 電氣控制系統
水箱拉絲機主機與收線系統采用變頻調速控制方法,控制回路采用可靠性、穩定性高的SIEMENS PLC編程控制,整機拉絲和收線采用全交流變頻控制系統,排線采用伺服控制系統,硬件上配備變頻器,可編程控制器(PLC),觸模屏(HMI)及電子計數開關,PLC高速脈沖捕捉,計米精度控制在 0.1%以內,在每一臺電控系統中安裝通訊接口,通過PROFIBUS現場總線控制系統,將每臺設備的PLC以太網模塊組成工業以太網。 鋼絲在拉拔過程中,乳化液的溫度通常應低于 38±2℃,因此對于水箱中的乳化液通過控制流量調節大小,整機具有正常和快速停車,預置速度和定長,數字加減速,故障報警及張力自動跟蹤等功能[3]。
4 國內外的發展趨勢
水箱拉絲機的發展趨勢為高速、低噪音、低能耗等[4]。目前國內外太陽能硅片用切割鋼絲水箱拉絲機主要有以下幾種類型:
4.1 翻轉式水箱拉絲機
此種類型的水箱拉絲機,塔輪傳動模式有皮帶傳動和齒輪傳動兩種,各有優缺點,高速運行時帶傳動結構簡單,傳動平穩無噪聲,能緩沖、吸振,但不能保證精確的傳動,齒輪傳動的特點是能保證瞬時傳動比恒定,平穩性較高,傳遞運動準確可靠,但成本高,高速運轉噪音大,目前國內兩種形式均有使用,對于水箱拉絲機調車中最難的是成品模前后三點一線的調節,設備結構形式最好的是將牽引輪設計在成品模后的過線輪處,并取消此處過線輪,降低了調車難度,三點一線的對中性好,翻轉式水箱拉絲機為傳統的水箱拉絲機,此種結構應用的最廣。
4.2 雙聯式水箱拉絲機
此種類型的水箱拉絲機,將兩臺拉絲機的主機潤滑液水箱制作在一起,潤滑液共用,兩臺主機機架制作在一起,并且15臺左右雙聯式水箱拉絲可以連體安裝,設備的優點是占地面積小,連體后設備的振動小,收線頂針通用性好,采用彈性裝卡,對于NTC,BS200工字輪均適用;設備的缺點塔輪直徑小,鋼絲的內應力增大,增加成品鋼絲圈徑調整的困難。
4.3 立式水箱拉絲機
此類型拉絲機不需翻轉,主機操作口處設有折疊密封門,穿絲前將潤滑液放凈,穿絲時將折疊門打開,穿絲之后將折疊門關閉,注入潤滑液后開機進行拉拔,并且塔輪、成品模和牽引輪均在一個平面,調車時三點一線的調節非常簡單,此類型水箱拉絲機占地面積小,穿絲簡單,噪音小振動小,但設備造價高,塔輪直徑小,鋼絲的內應力增大,增加成品鋼絲圈徑調整的困難,比較成熟進口此類型水箱拉絲機的價格是國產的翻轉式水箱拉絲機兩倍以上。
5 結束語
在光伏領域,水箱拉絲機設備的不斷地升級改造,高強度鋼絲通過拉拔絲徑越來越小,縮小了硅片厚度并降低了切割過程中的材料損耗,從而減少了光伏用硅材料消耗量。 選擇水箱拉絲機時要根據自身工藝的選擇,地理環境的特點,綜合各類型設備優缺點,選擇合適的水箱拉絲機,才可取得理想的效果。
[1]毛可勇.切割鋼絲發展方向及生產注意事項探討[C]//紀念《金屬制品》創刊40周年暨2012年金屬制品行業技術信息交流會論文集.2012,45-46.
[2]李輝.多功能智能化高速水箱拉絲機[C]//金屬制品新技術新工藝新裝備會議論文.2006,51-52.
[3]姜錫嘏,安鐵.水箱拉絲機的研究與開發[J].金屬制品,2001(3):27.
[4]王自森.拉拔時發熱現象的探討[J].金屬制品,2005,31(4):14-15
[5]蔣克昌.鋼絲的拉拔技術[M].北京:輕工業出版社,1984:35.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
