不銹鋼異質焊縫超聲探傷界面回波的分析
2013-12-04 03:17:16高東海范振中黃鳳英史啟帥
無損檢測 2013年7期
高東海,范振中,黃鳳英,郭 犇,史啟帥
(中國鐵道科學研究院金屬及化學研究所 無損檢測事業部,北京 100081)
超聲探傷是檢驗焊縫的常用方法。在對不銹鋼與碳鋼的閃光焊焊縫(宏觀形貌如圖1所示)進行探傷時,會出現明顯的異質界面回波,嚴重影響焊縫異質界面處缺陷識別,無法有效實施超聲檢測。為此,筆者通過使用超聲波測試異質界面的聲壓反射率,分析了異質界面反射波形成原因。
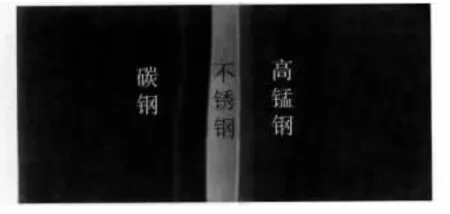
圖1 異質焊縫縱斷面宏觀形貌
1 界面反射量級比較試驗
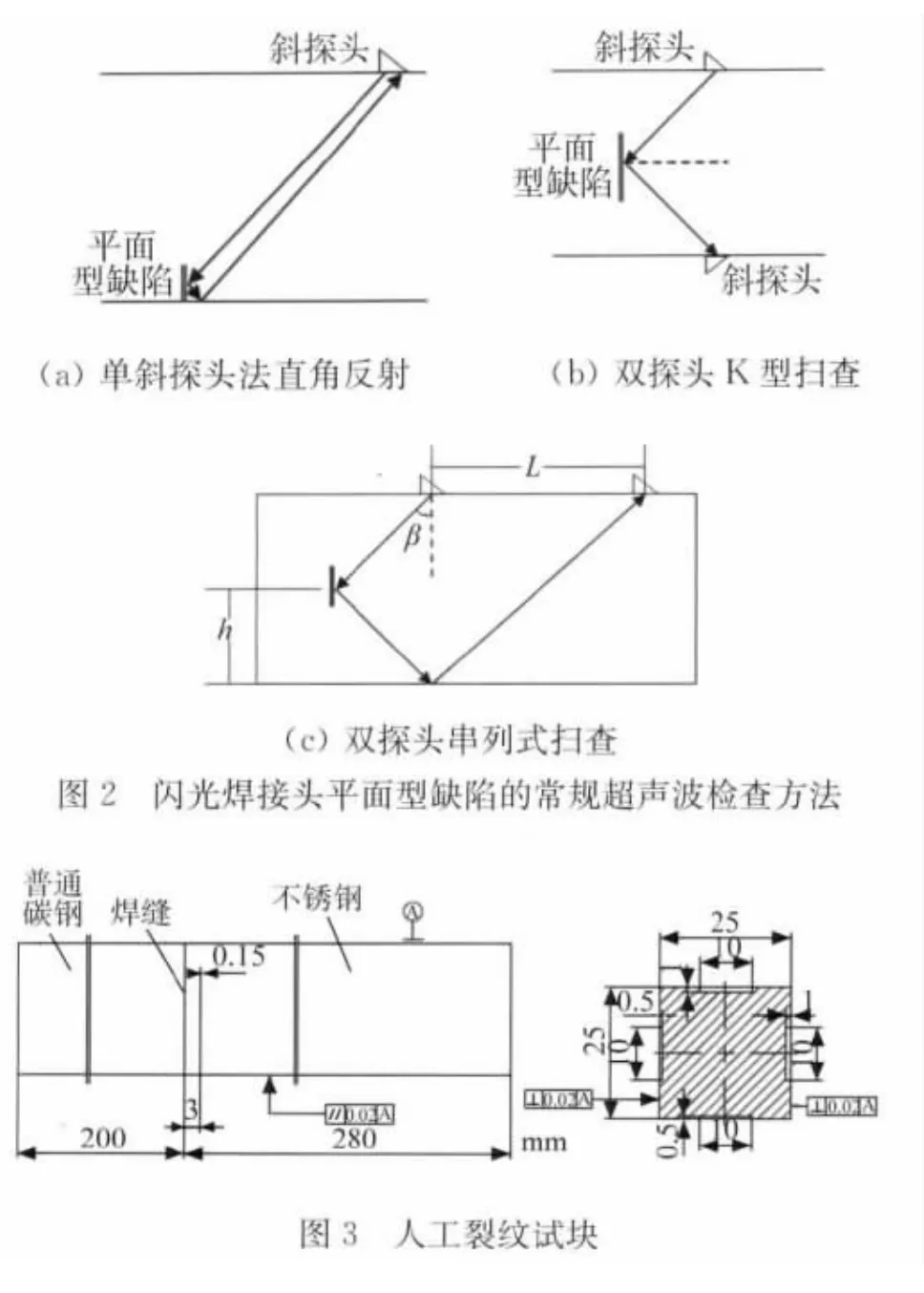
閃光焊焊縫中主要以面積型缺陷為主,且該類缺陷基本與檢測面垂直。對于此類缺陷的常規超聲波探傷,通常采用單斜探頭法檢測靠近表面的區域,如圖2(a)所示;采用雙探頭法(K 型、串列式掃查)檢測內部區域,如圖2(b),2(c)所示[1]。
1.1 單探頭法
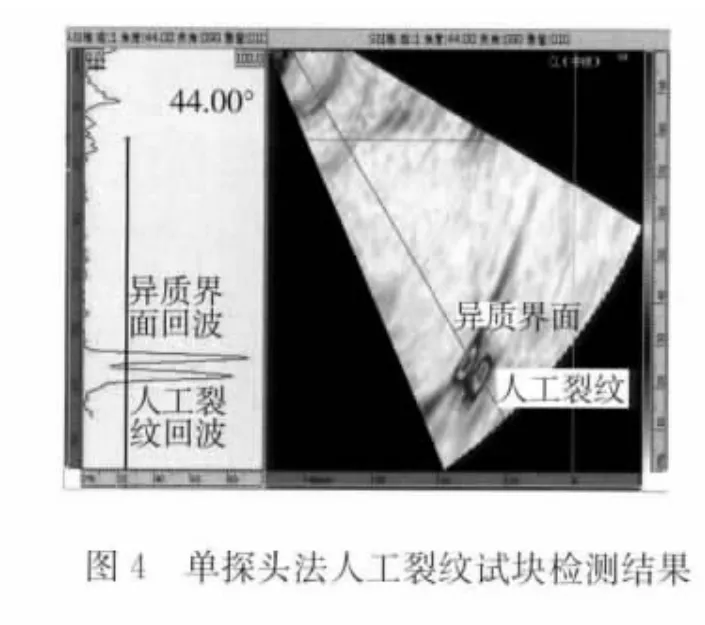
為對單探頭法檢測靠近表面缺陷與異質界面的反射進行比較,設計如圖3所示試塊。人工刻槽深1mm、長10mm,距離異質界面3 mm。試驗結果顯示,單探頭法可以發現試塊表面人工刻槽模擬的裂紋類缺陷,但是異質界面的反射更強(圖4)。這就導致如果異質界面處出現深1mm、長10mm 當量的裂紋類缺陷將無法有效分辨。
1.2 雙探頭法
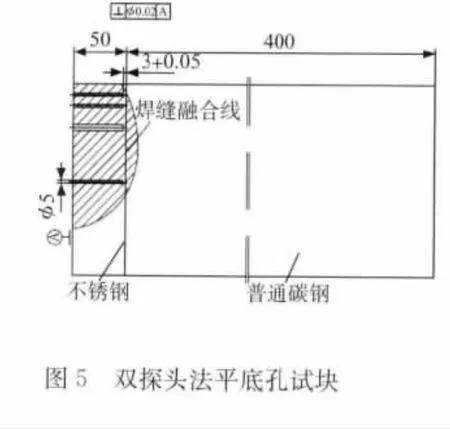
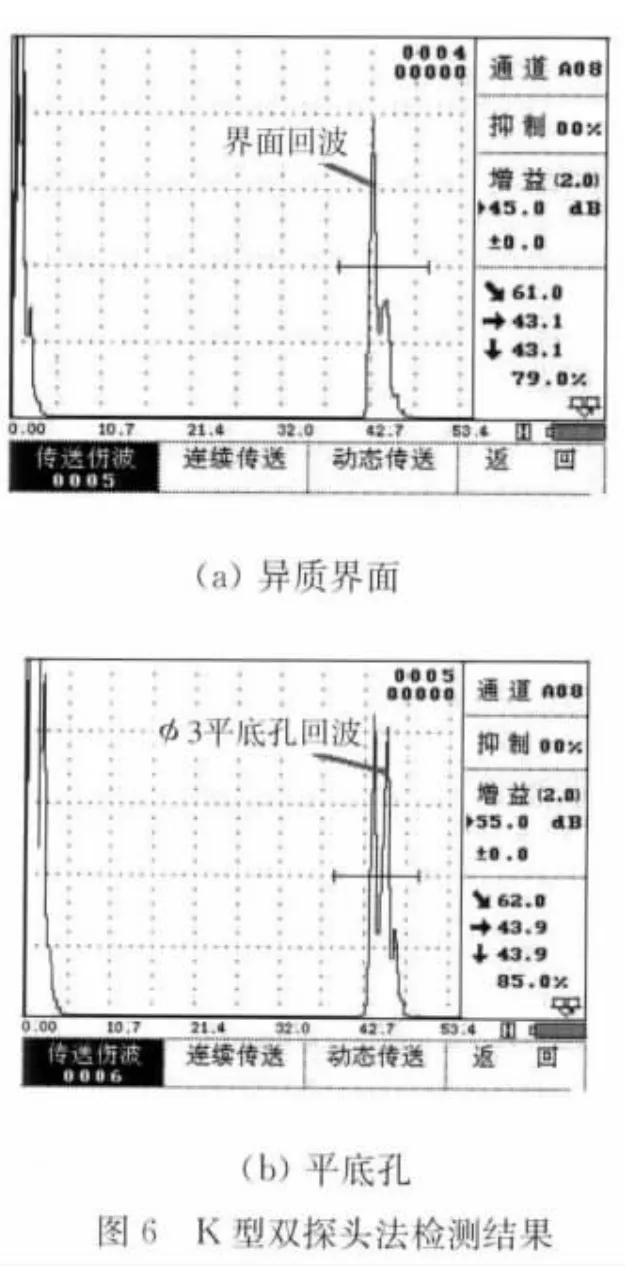
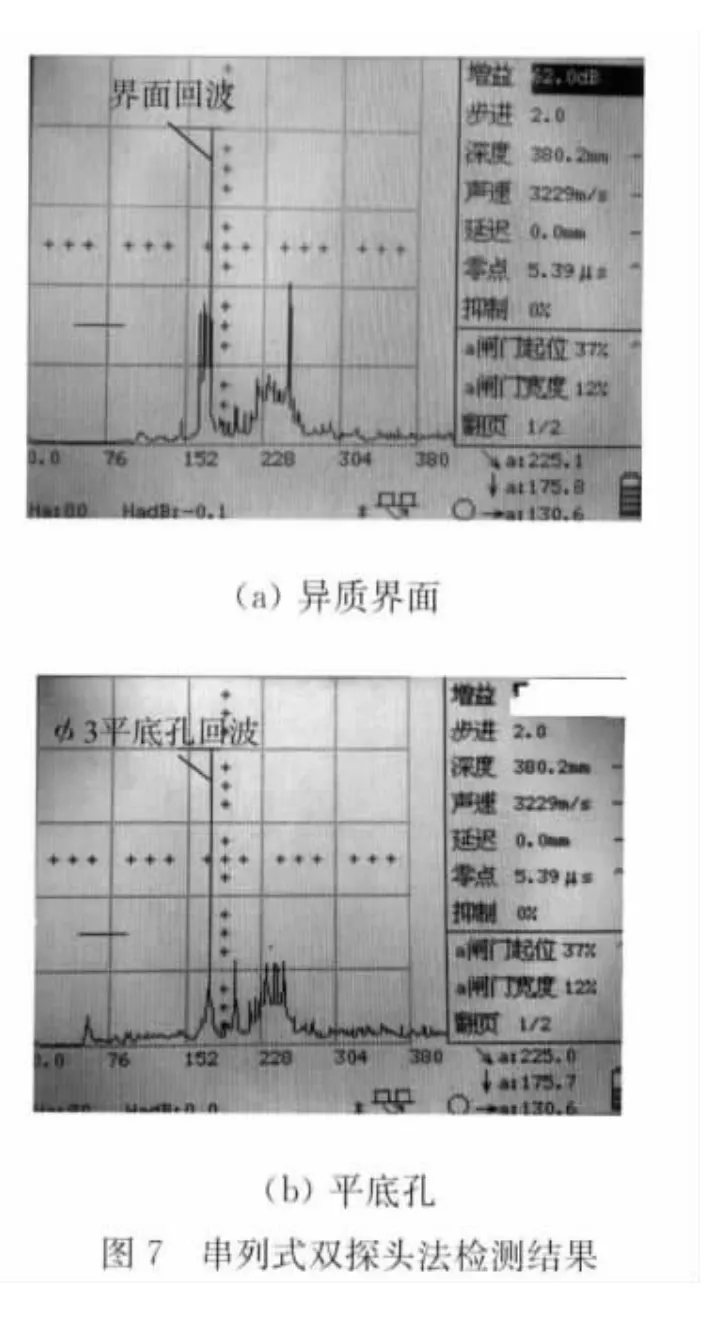
為對雙探頭法檢測內部面積性缺陷與異質界面的反射進行比較,設計如圖5所示試塊。該類焊縫的雙探頭法探傷靈敏度為φ3 mm 平底孔當量,試塊中孔底距離異質界面3mm。對比圖6(a),6(b)可知,K型掃查結果顯示異質界面反射波達到甚至超過φ3mm 平底孔當量。對比圖7(a),7(b)可知,串列式掃查結果顯示異質界面反射波達到甚至超過φ3mm 平底孔當量。
由此可見,常規單探頭和雙探頭法探傷時異質界面的回波已經達到甚至超過了探傷靈敏度的當量,造成實際探傷中難以識別波形。
2 聲學測試
脈沖反射法超聲探傷是利用超聲波在異質界面處產生反射的規律進行缺陷探測的,這與兩種材料的聲阻抗差異有關。筆者采用聲特性測試和比較測試兩種方法測試其聲阻抗及聲壓反射率。
2.1 聲特性測試法
聲特性測試采取在多試塊多點多方向測試取均值的方式。測試數據如表1所示。聲特性測試結果表明:聲速CT>CB;聲衰減αT<αB,且不銹鋼聲衰減各向異性;聲阻抗ZT>ZB,但差異不大(下標T表示碳鋼,B表示不銹鋼)。
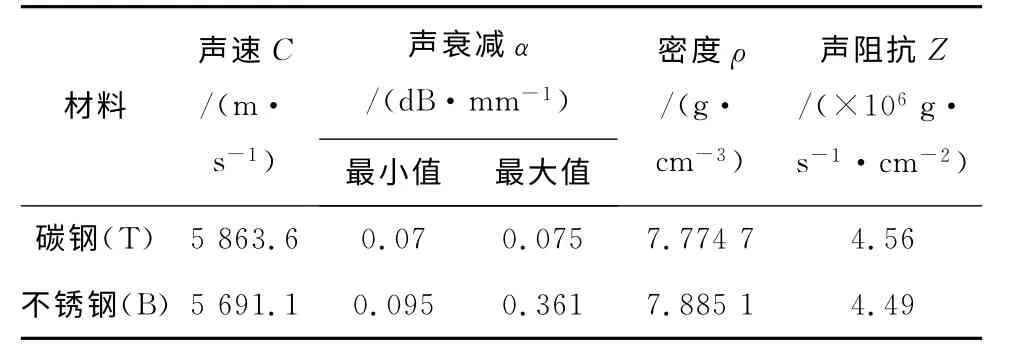
表1 不銹鋼、碳鋼聲學測試結果
以縱波自碳鋼垂直入射到不銹鋼為例(圖8),計算聲壓反射率:
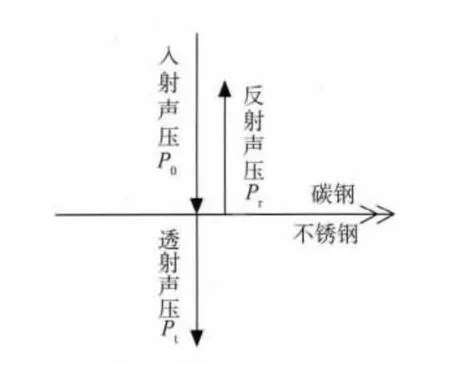
圖8 碳鋼、不銹鋼界面的反射、透射示意圖
聲壓透射率:

由此可見,碳鋼與不銹鋼兩種材料聲阻抗基本相同,反射率低,透射率高。
2.2 比較測試法
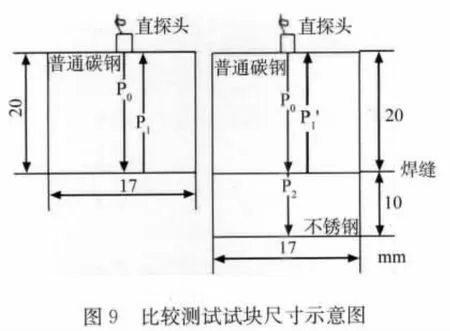
兩種材料經過焊接后,焊縫有可能出現不同于原本兩種材質的第三種形態。反射率不能簡單通過兩種材料的聲阻抗計算而來,所以設計比較測試試塊(圖9),試塊1為全碳鋼,試塊2為由碳鋼和不銹鋼焊接而成,通過比較兩個反射波信號(圖10,11),計算得到近似的聲壓反射率:
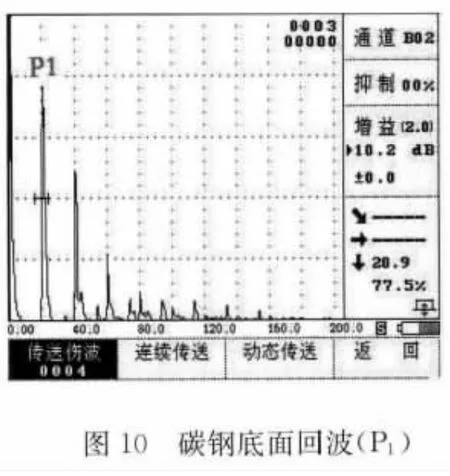
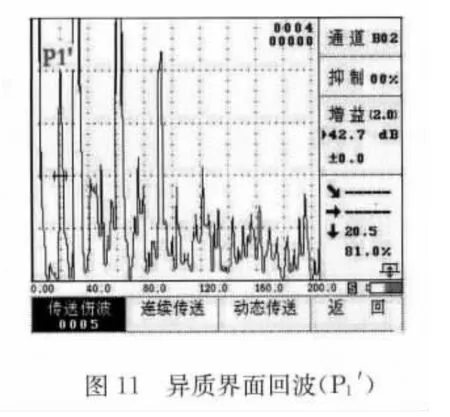

P0為20mm 深處界面的入射聲壓;P1為碳鋼與空氣界面的反射聲壓;P1′為碳鋼與不銹鋼界面的反射聲壓;P2為碳鋼與不銹鋼界面的透射聲壓。
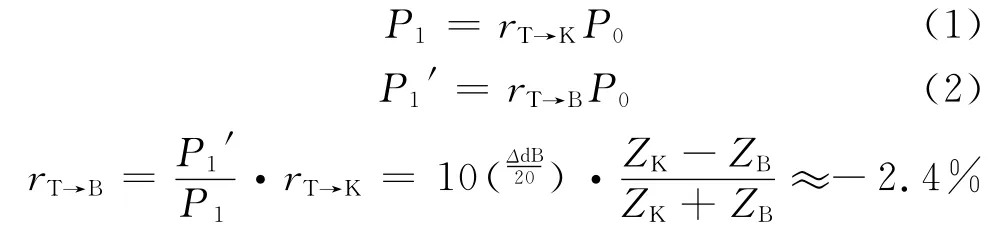
式中:rT→K、rT→B分別為碳鋼與空氣、碳鋼與不銹鋼界面的聲壓反射率;ZK,ZT分別為空氣聲阻抗、碳鋼聲阻抗。
由此可見,比較測試法得到的聲壓反射率2.4%,略高于聲特性測試法得到的0.77%。總的來說,聲壓反射率不高。
3 異質界面反射波的分析
異質界面聲壓反射率由兩種材料的聲阻抗決定,從兩種方法測試得到的聲壓反射率結果看,反射率并不高,因此導致探傷時界面反射回波較高的原因,不是聲阻抗差異大所致。
3.1 模擬計算
通過直探頭法探傷模型進行簡化計算,可反映異質界面的反射聲壓情況,斜探頭法探傷也有類似情況。以頻率為5MHz、直徑為14mm 的縱波直探頭分別探測距探頭距離a為120mm(約3倍近場長度)深處的φ3mm 平底孔和異質界面為例,計算兩種面積的聲壓。異質界面為形狀規則的大面積界面,超聲波在異質界面為大平底反射。
平底孔反射聲壓Pφ:

式中:A為探頭晶片面積;s為平底孔面積;λ為超聲波波長。
異質界面反射聲壓:

兩者聲壓比:

rT→B取值以比較測試法得到的2.4%為例,代入以上公式中,可得到異質界面的發射聲壓比φ3mm平底孔反射聲壓約低12 dB。如果是φ2mm平底孔,則約低5dB。
3.2 分析
試驗中反射波的高低與聲壓反射率和反射體面積等有關。上述模擬計算中異質界面的反射波與平底孔相差不大。探測平底孔時,以鋼/空氣作為反射界面,因為空氣與鋼聲阻抗相差較大,所以聲壓全反射;而在異質焊縫實際探傷時普通探頭的聲束經過擴散到達異質界面時的截面積可達到平底孔的幾十倍,異質界面的反射率即使在0.77%~2.4%,也可以反射較高能量,影響波形識別。
所以,不銹鋼與碳鋼異質界面較高反射波的形成原因主要是由于在聲壓反射率相對較小的情況下,因為閃光焊接異質界面的形狀較規則、面積大,能夠集中反射回較強聲波,并被探頭接收所致。
4 結論
(1)超聲波探傷時經常存在異質界面的較高反射回波,有的是由兩種材質聲阻抗存在巨大差異造成的;有的聲阻抗兩種材質差異并不大,反射率不高,則是主要由于異質界面形狀規則、大面積集中反射能量所致。
(2)常規單探頭、雙探頭法均為脈沖反射法,這種以波形高度為判傷依據的方法比較難于區分類似的形狀規則且能夠大面積集中反射聲波的異質界面與宏觀缺陷。可考慮嘗試采用TOFD、相控陣聚焦等工藝方法,以改善異質界面對探傷的不利影響。
[1] TB/T 2658.21-2007 工務作業 第21部分:鋼軌焊縫超聲波探傷作業[S].
[2] 中國機械工程學會無損檢測分會編.超聲檢測[M].北京:機械工業出版社,2000.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04