變厚度碳纖維/環(huán)氧樹脂基復合材料層壓板的多電子閘門C掃成像
2013-12-04 03:17:18張婷,劉奎,周輝,于光
無損檢測 2013年7期
張 婷,劉 奎,周 輝,于 光
(上海飛機制造有限公司航空制造技術研究所,上海 200436)
近年來,隨著輕量化進程的加快,飛機選材發(fā)生了巨大變化。最重要的趨勢是總體用材上,傳統(tǒng)的金屬正在被樹脂基復合材料所替代[1]。復合材料在飛機上的用量不斷上升,并已成為飛機結構用主要材料,大量應用復合材料更是成為衡量新一代民機技術水平先進性的重要標志[2-3]。以空客公司為例,復合材料用量從A300 的5%發(fā)展到A350 的53%,大大減少了飛機的質量,降低了飛機的運營成本,而且在一定程度上減少了維護費用,符合低成本制造的發(fā)展趨勢,并提高了飛機的市場競爭力[4]。
但是,對于復合材料而言,由于纖維的表面狀態(tài)、樹脂粘度、低分子物含量、線性高聚物向體型高聚物轉化的化學反應速度、樹脂與纖維的浸漬性、組分材料熱膨脹系數(shù)的差異以及工藝參數(shù)控制等的影響,導致不管用任何工藝方法制造,在制造過程中都難免會存在孔隙、分層等缺陷和損傷,從而影響制品的各項性能[5-6]。但是對于航空復合材料制件而言,制件的缺陷控制非常嚴格,因此為了保證制件的質量,需要采用一種不造成制件破壞、不改變制件性能的檢測方法對制件進行檢測,以確保制件性能的可靠性和安全性[7-10]。
無損檢測技術可在不破壞復合材料的情況下有效地檢測出復合材料中的各種缺陷和損傷,因此被廣泛地應用于工程中[11-13]。而超聲檢測是航空復合材料制件無損檢測最常用的手段之一,它基本可以解決零件制造階段90%以上的檢測問題[14-17]。在各大主機廠中,復合材料制造車間里面的超聲檢測設備多為噴水型C 掃描。這些大型設備檢測大尺寸零件是非常方便的,但是對一些小尺寸零件往往不方便在大型設備上檢測,一來工裝夾具不好做,另外一方面大型設備的使用效率也低。這些小尺寸零件通常采用小型的水浸超聲C 掃裝置進行檢測,水浸超聲檢測裝置大多數(shù)比較簡單,只有X、Y、Z三個軸,且只能實現(xiàn)脈沖回波法檢測,因此往往只能檢測簡單的等厚度層壓板制件。而實際的層壓板生產(chǎn)中,會存在大量的變厚度層壓板制件,普通的脈沖式水浸超聲C掃裝置無法對這類零件檢測。為此,筆者采用一種多電子閘門成像技術解決變厚度層壓板超聲脈沖回波C掃檢測的問題。
1 試樣制備與試驗方法
試件所用材料為T300 級碳纖維/環(huán)氧樹脂基復合材料,外形尺寸為300mm×200mm,厚度變化為1.5~3 mm,鋪層順序自上而下保持準各向同性。試件共16層預浸料,其中最厚處(A 區(qū))有16層預浸料,最薄處(C區(qū))有8層,所有預浸料的寬度均裁剪為200mm。為了使試件的厚度均勻變化平緩過度,預浸料長度方向的尺寸按照每10mm 依次遞增,并且每隔兩層鋪放一層全尺寸(300 mm×200mm)料片。人工缺陷采用直徑分別為3,6,9mm,厚0.127 mm 的聚四氟乙烯薄膜,人工缺陷在試件中的分布如圖1所示,整個試件在三個厚度分區(qū)共預置了18個人工缺陷。鋪貼過程中,每隔四層抽真空預壓實一次,以便排出層間的空氣。
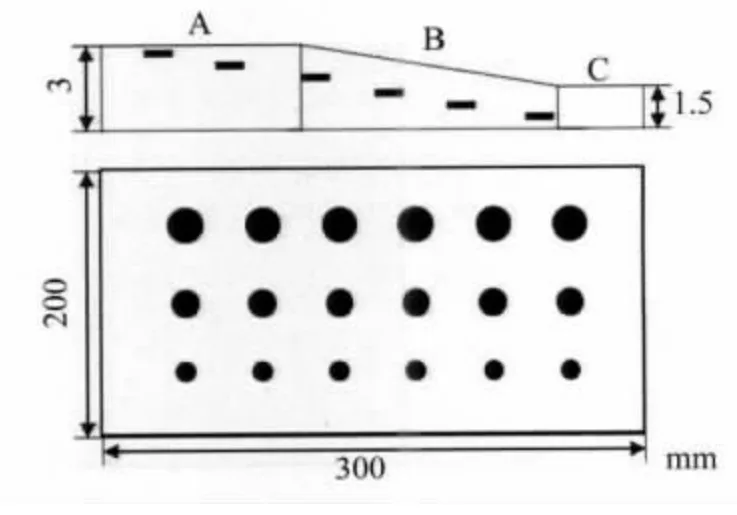
圖1 變厚度試件中人工缺陷的分布示意
試件采用熱壓罐成型工藝固化,起始抽真空,當熱壓罐內壓力達到0.14 MPa時卸真空。當壓力達到0.6 MPa時,開始升溫,升溫速率為1.5 ℃/min,當溫度達到180℃后保溫2h,然后降溫至60℃,降溫速率為1.5 ℃/min。
試件的超聲檢測采用Panametric 5058PR 作為超聲波探頭激勵及接收裝置,通過超聲C 掃描控制系統(tǒng)軟件實現(xiàn)自動C 掃描及數(shù)據(jù)存儲。所采用的檢測技術為水浸超聲脈沖反射法,在進行檢測時將試件的平面作為超聲波的入射面。所用探頭為水浸聚焦探頭,頻率為10MHz,探頭激勵電壓為400V,阻尼電阻為100Ω,放大器增益為0dB。
2 試驗結果與分析
變厚度試件雖然厚度不均勻,但由于B 區(qū)的厚度變化比較平緩,上下表面不平行,下表面反射回波的角度不大。另外,由于在超聲檢測時使用了聚焦探頭,聲束的焦點很小(直徑約1mm),在變厚度區(qū)如此小的范圍內可近似視為平面。綜合上述兩方面原因,使用脈沖反射法進行變厚度區(qū)檢測時,探頭仍然可以接收到底面回波。
雖然在變厚度區(qū)可以接收到底面反射回波信號,但常規(guī)的水浸式脈沖回波法采用底波高度成像仍然有一定的局限性。對于等厚度的層壓板,底面反射回波在超聲波A 型顯示波形的時間軸上處于固定的位置,在這種情況下使用一個寬度較窄的閘門可以對底波進行數(shù)據(jù)采集形成C 掃描圖像。而對于變厚度的層壓板,其底面反射回波隨著厚度的變化在時間軸上處于變化的位置,因此無法用一個閘門來選取底波信號成像,如果閘門設置范圍過寬會使缺陷回波的信號進入閘門內,從而無法形成有效的C掃描圖像。
針對常規(guī)水浸脈沖超聲C 掃成像的局限性,采用了一種多電子閘門數(shù)據(jù)采集成像的技術,在試件最厚的位置(即A 區(qū)),在表面回波與底面回波之間設置多個首尾相連的閘門,采集每個閘門內的信號單獨成像,這樣所有閘門信號所成圖像組合在一起就包含了整個變厚度試件內部的缺陷信息。具體做法為:試件A 區(qū)的超聲A 型顯示波形,如圖2所示,在上表面回波與底面回波之間共設置了5個閘門,即gate1~gate5,這5個閘門首尾相連,覆蓋了整個試件厚度上的聲程,分別采集信號形成C掃描圖像。
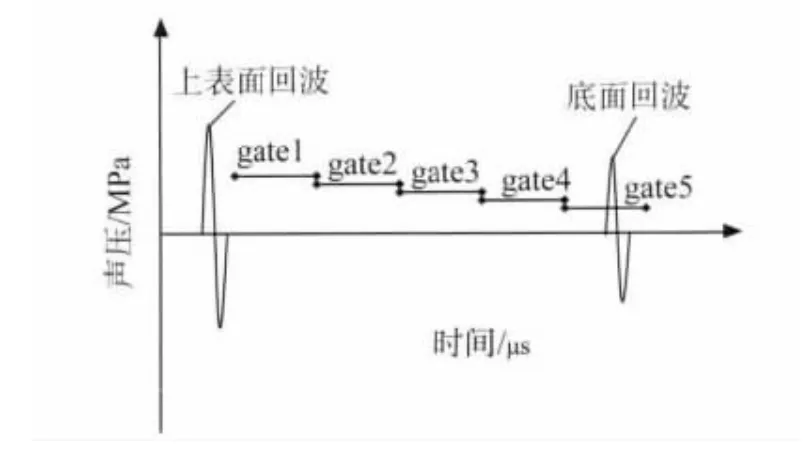
圖2 多電子閘門超聲C掃數(shù)據(jù)采集原理示意圖
變厚度試件采用了上述多電子閘門超聲C 掃成像方法進行檢測,圖3所示為檢測結果。C 掃圖的位置關系對應圖1中試件的俯視圖,C 掃圖從左至右對應試件的A、B、C 區(qū)。總共采用了5個閘門來覆蓋整個試件的厚度,即試件A 區(qū)的厚度,閘門設置如圖2所示。圖3中a區(qū)所示為gate1 的C 掃成像結果,gate1在試件中所對應的厚度區(qū)間最靠近超聲波的入射面。從圖中可以清楚地看出,最右側帶黑色圓圈所在的淺色區(qū)域即為該閘門的底波信號,三個黑色的圓圈,就是預埋在該厚度的人工缺陷,對應圖1 中最右側的一排缺陷。圖3中b~e區(qū)分別對應著gate2~gate5的C 掃描圖像,圖中黑色圓圈所在的淺色區(qū)域分別對應各個閘門的底波信號,黑色的圓圈為人工缺陷。將圖3中a~e區(qū)五幅圖組合起來看,所有黑色圓圈所在的淺色區(qū)域拼接在一起,就包含了整個試件各個區(qū)域的內部缺陷信息,預埋在試件中的18個缺陷均可以清楚地中顯示出來。因此所采用的多電子閘門超聲C 掃成像技術可以很好地解決變厚度層壓板的超聲脈沖回波法檢測問題。
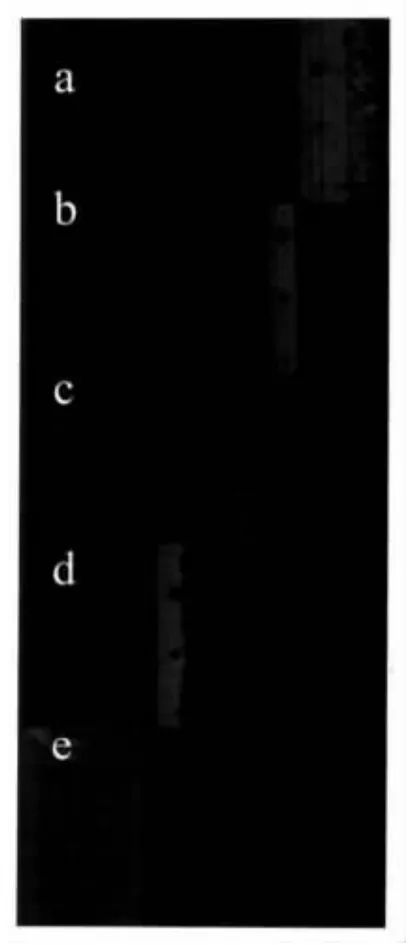
圖3 試件的多電子閘門超聲C掃成像
3 結論
提出了一種基于多電子閘門的變厚度復合材料層壓板超聲脈沖回波法C 掃成像技術。該技術的基本思路是在變厚度層壓板的最厚區(qū)的上下表面回波之間設置若干個首尾相連的閘門,在每一個閘門內提取相應厚度的底面回波幅值進行成像,將所有閘門信號所成圖像組合分析,就可以得到變厚度層壓板各個區(qū)域的內部缺陷信息。使用該方法對所制備的T300級碳纖維環(huán)氧樹脂基復合材料變厚度層壓板進行了超聲檢測,檢測時共設置了5個閘門以涵蓋試件的最大厚度,最終形成5幅C 掃圖像,這5幅C掃圖可以清楚地再現(xiàn)所有預埋的人工缺陷。試驗結果表明使用多電子閘門脈沖回波超聲檢測技術可以很好地解決變厚度層壓板的超聲C 掃檢測中底波位置變動的問題。
[1] 趙稼祥.民用航空和先進復合材料[J].高科技纖維與應用,2007,32(2):6-10.
[2] 賀福,孫微.碳纖維復合材料在大飛機上的應用[J].高科技纖維與應用,2007,32(6):5-8.
[3] 黃漢生.復合材料在飛機主結構中的應用動向[J].化工新型材料,2004,32(10):51-52.
[4] 張興金,鄧忠林.淺談纖維復合材料與中國大飛機[J].纖維復合材料,2009,6(2):24-26.
[5] 龍國榮.大型飛機結構復合材料相關技術基礎[J].航空制造技術,2010(1):49-52.
[6] LIU Ling,ZHANG Bo-Ming,WANG Dian-Fu.Effects of cure cycles on void content and mechanical properties of composite laminates [J].Composite Structures,2000,73:303-309.
[7] 王小永,錢華.先進復合材料中的主要缺陷與無損檢測技術評價[J].無損探傷,2006,30(4):1-4.
[8] 郁青,何春霞.無損檢測技術在復合材料檢測中的應用[J].工程與試驗,2009,49(2):24-29.
[9] 李志君.先進復合材料的無損檢測[J].宇航材料工藝,2000,7(5):28-30.
[10] 劉懷喜,張恒,馬潤香.復合材料無損檢測方法[J].無損檢測,2003,25(12):631-634.
[11] 周圣林,董一平.飛機復合材料的NDT 方法研究[J].飛機設計,2007,27(6):43-46.
[12] 寧寧,袁慎芳,沈真,等.在役航空復合材料結構的無損檢測技術[J].航空制造技術,2008(15):50-52.
[13] 蔣志峰,吳作倫,劉繼忠.基于超聲頻域分析的碳纖維復合材料孔隙率檢測[J].計量學報,2006,27(1):53-56.
[14] MOURITZ A P.Ultrasonic and interlaminar properties of highly porous composites[J].Journal of Composite Materials,2000,34(3):218-239.
[15] HALE J M,ASHTON J N.Ultrasonic attenuation in voided fibre-reinforced plastics[J].NDT international,1988,21(5):321-326.
[16] 林莉,羅明,郭廣平,等.碳纖維復合材料孔隙率超聲聲阻抗法檢測[J].復合材料學報,2009,26(3):105-110.
[17] 劉繼忠,周曉軍,蔣志峰.碳纖維復合材料孔隙率超聲衰減測試研究[J].材料科學與工藝,2007,15(2):260-263.
猜你喜歡
環(huán)球時報(2022-05-30)2022-05-30 15:16:57
當代陜西(2019年11期)2019-06-24 03:40:28
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
中國塑料(2016年6期)2016-06-27 06:34:16