利用TRIZ創新方法破解陶瓷自動化滾壓成型難題
2013-12-10 03:50:54秦志東趙盛林黃德智
裝備制造技術 2013年6期
秦志東,趙盛林,黃德智
(廣西科技情報研究所,廣西 南寧530022)
隨著經濟全球化發展,企業面臨的競爭越來越激烈,僅僅依靠優化技術來完善現有產品已經不能保證企業保持領先地位和創造新的市場。如何快速地應用更少的資源革新現有產品并創造新產品已經成為企業保持競爭優勢的關鍵。TRIZ理論為解決這一問題提供了一種新的思路和方法。筆者應用TRIZ理論對日用陶瓷自動滾壓成型裝置進行了總體方案設計。
1 TRIZ理論與日用陶瓷滾壓成型技術
1.1 TRIZ理論基本原理
TRIZ(The Theory of Inventive Problem Solving)提供了系統化解決產品沖突的方法和算法,如技術進化理論,沖突解決原理、效應、ARIZ等。其是G S Altshuller為首的原蘇聯科研人員,通過對數百萬件發明專利分析、研究和綜合多學科領域知識的基礎上形成的理論體系,其基本原理是技術系統在消除內部沖突的進化過程中遵循客觀的規律。
Altshuller認為,發明問題的核心是解決沖突。TRIZ的技術沖突和物理沖突是解決技術系統問題的主要工具。技術沖突是典型的工程妥協問題,即當提高系統某一技術特性(參數)時,另一個技術特性(參數)會惡化。TRIZ通過專利分析確定了39個標準技術特性來表示相互沖突的特性,并用40個創新原理來解決這些沖突[1]。當技術系統具有相反的要求時就出現了物理沖突。與技術沖突相比,物理沖突是一種更尖銳的矛盾,設計中必須解決。物理沖突常用分離原理來解決[2]。
1.2 基于TRIZ理論開發日用陶瓷滾壓成型技術的前景
經過50多年的發展,TRIZ已經形成了一套較為完整的理論體系和工具箱。TRIZ理論在很多國外企業已得到了廣泛的應用。例如福特汽車公司由TRIZ創新的產品為其每年帶來超過l0億美元的銷售利潤。在我國也有少數運用TRIZ理論成功解決關鍵技術問題的案例,廣西五菱桂花公司就是其一。該公司通過將創新方法應用在企業產品研發中,突破了甘蔗斷頭等甘蔗收獲機械普遍存在的三大技術瓶頸問題,設計制造出適合于廣西蔗區地域條件的第三代甘蔗收割機。
TRIZ理論中針對不同的問題模型有不同的解題工具,通過解題工具得到初始的解決方案模型,即一般通用解,然后結合問題的工況將其工程化,達成最終的解決方案[1]。因此對于傳統陶瓷滾壓工序工人工作量大、工作效率低等問題,同樣可以通過運用TRIZ理論進行建模、分析、列舉解決方法,最終得到最優的解決方案。
2 日用陶瓷自動滾壓成型裝置總體方案設計
傳統的陶瓷滾壓成型裝置一般包括一些半自動化的陶瓷滾壓成型機,如1.2所述的“陶瓷滾壓成型機”,其滾頭臂能夠快速、自動的上下回轉移動,便于工作人員將工作臺上的模具快速取出并更換,加快了陶瓷產品的批量生產速度,再如一些夾模器,能夠依靠模具底座轉動或停止時的慣性快速自動夾模及開模,可適用于生產規則或不規則產品的各型陶瓷成型機應用。結合我區日用陶瓷生產技術,綜合分析傳統的陶瓷滾壓成型系統(圖1所示),整個系統包括滾壓控制流、傳送流、工人操作幾部分。

圖1 傳統陶瓷滾壓成型系統
(1)滾壓控制流,是由電機驅動滾頭總成,再由滾頭總成控制滾頭的滾壓操作;
(2)傳送流,是電機驅動鏈輪旋轉,鏈條在鏈輪帶動下周期運動,并帶動吊籃架移動,石膏模放在吊籃架上實現石膏模的傳送。
(3)工人操作,從鏈式干燥機吊籃架上取下石膏模放到工作臺上,然后將泥餅投往石膏模底部,再將投有泥餅的石膏模放到滾壓成型機的模座上滾壓,泥餅被滾壓成型后再將石膏模放回鏈式干燥機上進行干燥脫模,如此不斷反復工作。
從以上系統的操作可以發現,工人在滾壓成型工藝中雖然只承擔取模、放模的工作,但是工人每班操作數千次,勞動強度相當大,特別是遇到滾壓尺寸大的產品時,石膏模重量達十多公斤,工人操作相當繁重;滾壓成型效率依賴工人的操作速度,工人的操作速度和質量跟不上,滾壓成型裝置的工作效率也無從談起。
因此,傳統的陶瓷滾壓成型裝置存在兩個很明顯的不足:工人工作量大和工作效率低。下面將繼續運用TRIZ理論對這兩個問題進行分析和解決。
2.1 解決工作量問題
在日用陶瓷生產過程中,我們應該想方設法減少工人工作量,如果石膏模的重量越小,數量越少,工人的工作量就越低。但是,石膏模的重量和數量下降了必然導致陶瓷的質量和產量下降。如何才能減少工人工作量,又不影響陶瓷的質量和產量呢?
首先,我們對石膏模傳送過程進行系統分析(如圖2所示)。

圖2 石膏模傳送系統
石膏模的傳送是先由干燥機的電機驅動鏈輪旋轉,鏈輪再帶動鏈條運行,吊籃架掛在鏈條上面隨著鏈條作周期運動。放置在吊籃架上面的石膏模必須在吊籃架運動到滾壓機附近時被工人取下來,完成滾壓工序之后,再放回吊籃架,進入干燥工序。圖中工人和石膏模是一組相互作用對象,工人對石膏模實施“取模”、“放模”,石膏模的有害影響反作用于工人,由于石膏模重量太大、數量太多,使工人疲勞。
這里有個很明顯的矛盾沖突,即工人處理的石膏模的數量與工人工作量的矛盾。由于工人處理的石膏模的數量等于陶瓷產品的產量,矛盾可以進一步描述為工人工作量與產品產量的矛盾,即“當前情況下,產品產量的提升必然導致工人勞動量的增大,而降低工人勞動量必然導致產品產量的下降!”
上述系統中的還有另外一個矛盾沖突,就是石膏模的重量和工人勞動量的矛盾。如果適當減輕石膏模的重量,就能夠減輕工人的工作量,但是在當前情況下石膏模的重量大多是來自于模內泥餅的重量,其重量與產品質量密切相關,減輕整個石膏模的重量會導致產品的質量下降,進一步表示為“當前情況下產品質量的保持必然導致工人勞動量的不變,而降低工人勞動量必然導致產品質量的下降!”
將矛盾沖突清晰表示如下:
需要改善的方面:減小工人的工作量。
造成惡化的方面:陶瓷的質量和產量。
首先根據TRIZ的物場分析方法,定義工人為S1,石膏模為S2,工人“取模”、“放模”過程是S1作用于S2,現在我們引進一個外場F來完整物場結構,這外場F應當是能夠使工人S1輕松而高效地完成對石膏模S2的操作。
進一步分析工人“取模”、“放模”的體力消耗主要在于克服重力做功而產生的體能消耗,引進的外場F必須是能克服重力做功,這樣我們就很自然地想到這個外場F是電動能,(如圖3所示)。即在“取模”、“放模”過程中用電動機的能量輸出代替工人的體能輸出。

圖3 物場的建立
電動能來源于電動機,但電動機的能量輸出是沒有方向性的,因此我們必須引進另外的自動設備來引導電動機的能量輸出。這個問題可以用矛盾矩陣來解決:
定義沖突:需要改善的參數,自動化程度;造成惡化的參數,系統復雜性。
查詢沖突矩陣得到以下參考原理:
動態特性原理是調整物體或環境的性能,使其在工作的各階段達到最優狀態;分割物體,使其部分可以改變相對位置;如果一個物體整體是靜止的,使之移動或可動。應用本原理可以把(圖3)中承載石膏模的模座由固定方式改為可上下移動的方式,在放置石膏模時遠離滾頭端,在執行滾壓工序時再移動到接近滾頭一端。
借助中介物原理是使用中介實現所需動作或把物體與另一容易去除的物體暫時結合。應用本原理可以借助中介物來完成工人“取模”、“放模”不斷循環的工作步驟,以電機為驅動裝置,導柱、滑板、離合剎車總成等為傳動裝置,模座作為驅動對象,模具放置在底部中空的吊籃中。在電機周期驅動作用下,模座在豎直方向上作周期運動,當模座向上運動時,模座將模具托起,模具與吊籃分離,實現“取模”操作;當模座向下運動時,模座與模具分離,模具重新落在吊籃上,實現“放模”操作。這里可以發現“借助中介物原理”和上面的物場分析法——“引進外場”都是借助外力來減少工人的工作量,可謂是殊途同歸。
預先作用原理預先對物體(全部或至少部分)施加必要的改變或預先安置物體,使其在最方便的位置開始發揮作用而不浪費運送時間。應用本原理可以通過電器控制系統控制裝置自動復位,也就是說在上一次停機時,無論吊籃架處在什么位置,無論中間滑板處在什么高度,在電器系統的控制下,使吊籃正對上面的滾頭和下面的模座,且中間滑板處于最低點,當滾壓成型機調整至滾壓位置時,此時吊籃架上的石膏模正對著上面的滾頭和下面的模座。
2.2 解決工作效率問題
日用陶瓷在生產過程中,工藝行進速度越快,陶瓷生產效率越高。但是工藝行進速度增快了導致陶瓷的質量下降和出錯率上升。傳統滾壓系統如圖4所示。石膏模在鏈式干燥機的鏈條帶動下逐個經過滾頭正下方,并在該位置被執行滾壓操作,滾壓完畢返回鏈條進入下一道工序。其中矛盾是滾頭和滾頭加工的石膏模數量的矛盾,因為滾頭加工的石膏模數量和工藝行進速度是正比的,單位時間內加工更多的石膏模那就需要縮短加工時間,當前情況下縮短加工時間必然會導致石膏模加工程度不夠,影響產品的質量,增大次品率。最終,可以將矛盾表述為“加快工藝行進速度必然導致產品品質下降,不改變產品質量必然不能提升工藝行進速度”。

圖4 傳統滾壓系統分析圖
需要改善的方面:加快工藝行進速度。
造成惡化的方面:減低了產品質量,增大次品率。
這問題可以直接用矛盾矩陣來解決。
定義沖突:需要改善的參數,工作效率;造成惡化的參數,系統復雜性。
查沖突矩陣得到以下參考原理:等勢原理、空間維數變化原理、機械系統代替原理、借助中介物原理。其中,空間維數變化原理之“單層排列的物體變為多層排列”對本裝置的改進最有啟發性。“單層排列的物體變為多層排列”可以理解為適當增加滾頭總成和離合剎車總成的組合數目,即可以設置為2組、3組、4組、5組、6組或多組,相對應的吊籃架模圈數量也要一致,多套由滾頭總成和離合剎車總成組成的滾壓工作組平行排列。生產過程中,多套滾壓工作機組在同一個電機的驅動下對泥餅進行滾壓操作。這樣只要上一道生產工序的泥餅供給夠充分,一套自動滾壓裝置就能同時處理多個泥餅,滾壓效率成倍增長。又由于是多個滾壓工作組同時工作,滾壓時間和速度都沒有改變,所以產品質量和裝置的穩定性都不受影響。改進方案如圖5所示。
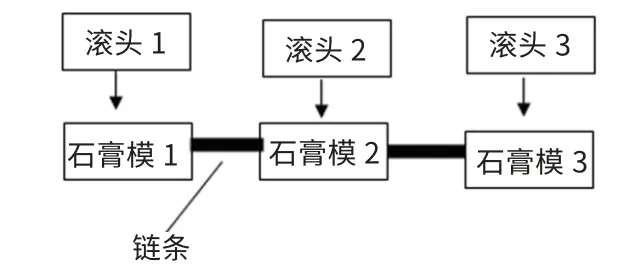
圖5 改進的滾壓系統
2.3 日用陶瓷自動滾壓成型裝置的總設計方案
(1)日用陶瓷自動滾壓成型裝置的結構設計
機械系統通常由三個部分:動系統、傳動系統、操作系統和控制系統組成(如圖6所示)。

圖6 機械系統組成
根據TRIZ系統進化理論日用陶瓷自動滾壓成型裝置必須整合2.1和2.2所述的兩個改進方案而形成一個有機整體。
日用陶瓷自動滾壓成型裝置包括動力系統、操作系統和控制系統。它的一般功能有:1)自動復位,即通過電器控制系統控制自動復位;2)取模,自動將石膏模從吊籃上取下來;3)放模,自動將石膏模送往合適滾壓位置。因此日用陶瓷自動滾壓成型裝置的總體設計方案如下:
日用陶瓷自動滾壓成型裝置包括:滾頭總成1、滾頭2、上梁3、模座4、離合剎車總成5、中間滑板6、導套7、導柱8、液壓缸9、底座10、鏈條11、鏈輪12、吊籃耳13、石膏模14、模圈15、吊籃架16、電機17、回轉座18、回轉臂19、氣缸20、干燥箱21。
圖7是日用陶瓷自動滾壓成型裝置的結構示意圖。
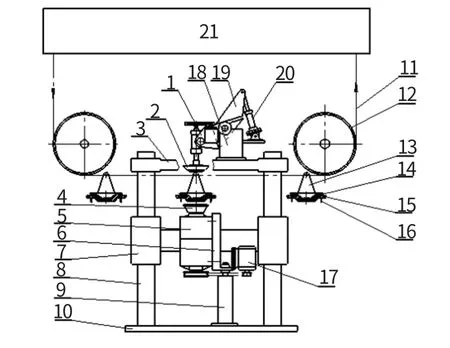
圖7 日用陶瓷自動滾壓成型裝置
其中,鏈式干燥機的鏈條上掛有吊籃架,吊籃架上放置有模圈,吊籃架等距均勻裝在鏈條上,掛有吊籃架的鏈條從滾頭總成的滾頭下方、離合剎車總成的模座上方之間循環通過。
所述日用陶瓷自動滾壓成型裝置的機架設置為四柱三板式結構,機架的上梁安裝滾頭總成,機架的底座安裝液壓缸,液壓缸的活塞桿連接中間滑板,所述中間滑板設有四個導套穿過導柱,中間滑板上安裝離合剎車總成與電機,所述電機皮帶輪通過皮帶連接離合剎車總成的輸入軸皮帶輪。
所述日用陶瓷自動滾壓成型裝置的滾頭總成裝在機架上梁同一平面上,且排成一直線,與滾頭總成相對應的離合剎車總成裝在中間滑板的同一平面上,且排成一直線,滾頭總成由回轉座、回轉臂和氣缸組成。
所述日用陶瓷自動滾壓成型裝置的液壓缸可用氣液增壓缸或機械凸輪機構代替,所述的離合剎車總成可以是電磁離合剎車總成或者機械離合剎車組合。
所述日用陶瓷自動滾壓成型裝置的滾頭總成與離合剎車總成的組數可設置為2組、3組、4組、5組、6組或多組,吊籃架上模圈的數量與滾頭總成和離合剎車總成的組數相同。
(2)本方案的日用陶瓷自動滾壓成型裝置的控制流
如上述的日用陶瓷自動滾壓成型裝置是一個有機的協同控制系統(如圖8所示),包括:滾壓控制流、剎車總成控制流、傳送控制流,三個控制流相互協調。

圖8 改進的陶瓷滾壓成型系統
滾壓控制流是由電機驅動滾頭總成,再由滾頭總成控制滾頭的滾壓操作。
剎車總成控制流是由電機驅動剎車總成,再由剎車總成控制模座的升降從而實現對石膏模的“取模”、“放模”等操作。
傳送流是電機驅動鏈輪旋轉,在鏈輪帶動下鏈條周期運動,并帶吊籃架移動,石膏模放在吊籃架上,從而實現石膏模的傳送。
先在所述鏈式干燥機構中的吊籃架16上的所有模圈15上都放上石膏模14,開始生產時,在投泥工位往石膏模14里投上泥餅,然后啟動陶瓷自動滾壓成型設備,通過電器控制系統控制設備自動復位,即滾壓成型機調整至滾壓位置,此時吊籃架上的石膏模正對著上面的滾頭和下面的模座,也就是在上一次停機時無論處在模座4上方的吊籃架16處在什么位置,無論中間滑板6處在什么高度位置,在電器系統的控制下,使吊籃架16上的模圈15正對著上面的滾頭和下面的模座4,且中間滑板6處最低點。
當復位結束后,在電器氣動系統的控制下,液壓缸9的活塞桿伸出,所述中間滑板6上升,裝在離合剎車總成5輸出軸上的模座4將放在模圈15上的石膏模14頂離模圈15,石膏模14便安放在模座4上,此時,所述離合剎車總成5的輸出軸旋轉,帶動模座4上的石膏模14旋轉,轉速根據實際情況設定,一般為450~680轉/分,中間滑板6持續上升,當所述石膏模14里的泥餅接觸到旋轉著的滾頭2時便開始了滾壓,中間滑板6上升到設定的最高點并維持設定的滾壓時間后,石膏模14里的泥餅被滾壓成型,達到工藝要求后液壓缸9活塞桿回縮,中間滑板6下降,當石膏模14離開滾頭達到設定距離時,離合剎車總成5剎車,模座4轉速也由快到慢,直至停止,中間滑板6繼續下降,當石膏模14落入到原先吊籃架16上的模圈15后,石膏模14便固定在模圈15上,中間滑板6繼續下降到最低點后,模圈15和離合剎車總成5輸出軸上的模座4完全脫離。
此時鏈式干燥機的鏈輪12帶動鏈條11開始傳動,帶動裝有已滾壓好的石膏模14的吊籃架16向干燥箱21傳動,下一個等待滾壓的吊籃架16上的模圈15到達正對著模座4的位置后停止傳動,這樣又開始下一個滾壓工作。
如此反復,當干燥脫模完成后的吊籃架從干燥箱出來時,工人或機械手在收坯處將石膏模14里已成型的坯體脫模取走,此時石膏模14便成了空石膏模,待空石膏模轉到投泥處時,工人或機械手繼續往石膏模14里投泥,重復上述步驟,即可實現陶瓷滾壓成型自動化。
本發明與傳統滾壓成型相比,由于實現滾壓工序不間斷流水化自動生產過程,大大減少了人工操作,免除了工人搬運石膏模具的體力負擔,大幅度提高了陶瓷滾壓質量和效率,為企業生產節約了人力和材料成本。
2.4 本方案的效益分析
對比傳統日用陶瓷滾壓成型設備本方案的設備具備兩大優勢:
(1)設備自動化程度高
新設備的滾壓控制、剎車總成控制、傳送控制已經全部實現自動化,再無需工人來分擔滾壓成型機的任何工作。工人只需要在旁照料機器運行,在機器運行出錯的時候,及時糾正機器運行即可。
(2)設備工作效率高
新設備是允許對多組陶瓷坯體同時進行滾壓的,比較傳統裝置的對單一坯體的滾壓操作,工作效率自然是成倍增長。
3 結束語
本文基于TRIZ理論對日用陶瓷自動滾壓成型裝置進行了總體方案設計,主要結論如下:
將TRIZ理論應用到日用陶瓷滾壓成型裝置是一項成功的應用,運用TRIZ理論很好地解決了傳統陶瓷滾壓成型裝置的普遍存在的工人勞動量大、工作效率低的問題,提高了機器的自動化程度,提升了企業創新能力和產品的經濟效益。可以說TRIZ的沖突解決理論及發明原理是產品創新的有效工具,為廣大科技工作者提供了一把開啟創新之門的金鑰匙[2]。當然,利用TRIZ理論解決實際問題不能僅僅依靠沖突矩陣,還要結合物場分析理論以及發明問題解決算法、技術系統進化法則才能有效解決實際問題。
雖然TRIZ為設計問題的解決提供了較為成熟的理論體系和方法,但是作為發明創造的工具,TRIZ理論體系和方法不能代替人的能動作用,也不能直接得到創新成果。TRIZ理論體系只能輔助我們進行創新,給予創新指導和啟迪,因此只有充分發揮人的能動作用才能取得最好的發明創造成果。
[1]劉鳳彥,張振明,田錫天,等.基于TRIZ沖突解決原理的焊接工藝創新方法研究[J].制造業自動化,2008,46(12):73-80.
[2]張付英,劉 卉,張林靜.基于TRIZ的伺服液壓缸往復密封改進設計[J].潤滑與密封,2006,183(11):90-101.
