CW61125/18t車床幾個典型問題的探討
2013-12-10 14:07:22甘肅天水星火機床有限公司大裝分廠黃國華
電子世界 2013年6期
關(guān)鍵詞:故障
甘肅天水星火機床有限公司大裝分廠 黃國華
Cw61125/18t系列大型臥式車床是我們公司在本世紀初針對裝配制造業(yè)向著高、大、非、精、專發(fā)展,為適應(yīng)市場需要而開發(fā)的。特別是最近十幾年的風(fēng)電、船舶、鋼鐵、石化等的發(fā)展需求,證明了該系列機床的開發(fā)方向是正確的,經(jīng)過了市場的檢驗。如圖1所示是用該機床加工風(fēng)電主軸。
該機床也是我們公司開發(fā)最成功的一款,也是在臥車上首先使用電子直流調(diào)速和PLC控制最成功的。其設(shè)計理念都是比較先進的。它不是小型車床簡單的放大和加大;也不是將電子直流調(diào)速和PLC簡單的相加。它集機、電、液為一體,對主軸箱、床身、尾座、電器都進行了重新的設(shè)計。該臥式車床相對傳統(tǒng)的普通臥式車床完全由人工機械換檔變?yōu)橛呻姎狻⒁簤鹤詣訐Q檔,減少了機械零部件,降低了機械的故障率,也降低了操作時的勞動強度、提高了工作效率,十分方便機床維修、保養(yǎng)。
因該機床對普通主軸箱、床身、尾座、電器等進行了比較大的變動,所以它的維修與安裝就與普通車床有了較大的不同,甚至在普通車床是正常合理而到該機床卻不正常的,服務(wù)時主要表現(xiàn)在:一主軸無法換檔、二床鞍爬行、三中心架滾輪損壞、四油泵不出油、五聯(lián)軸器的損壞這幾個方面。現(xiàn)就遇到這幾個比較典型的幾個問題進行分析。
一、主軸無法換檔
該機床共有5個檔位,其中1個空檔,可實現(xiàn)1檔0-24,2檔0-50,3檔0-100,4檔0-200r/min的無極調(diào)速。主軸的換檔是由按鈕—電磁閥—油缸進行的在換檔時,按動選定的檔位按鈕,電氣信號經(jīng)由電磁閥給油缸供油,油缸推動齒輪即可自動換檔。推檔到位后,接近開關(guān)檢查到信號表示換檔結(jié)束,可以工作。在換檔的同時電機也自動進行著點動動作,便于齒輪嚙合。

圖1 機床加工風(fēng)電主軸
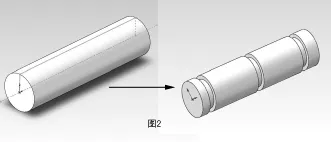
圖2 活塞
如圖1所示,主軸箱內(nèi)有兩個水平放置的液壓油缸,上面的有兩個位置,下面的有三個位置,其中下面的一個中間位置是空檔位,這樣經(jīng)過組合就有4個正常檔位加1個空檔位。該油缸的活塞為一光軸,其密封完全依靠自身的精度進行保證,既要軸向移動,又要進行密封,因此活塞配合間隙要求嚴格。因機床的使用環(huán)境相對惡劣,經(jīng)常發(fā)生活塞因臟物卡住的現(xiàn)相,維修時要把油缸拆下,將活塞取出清洗,活塞如圖2所示。但因活塞接觸面間隙小,潤滑油進不去,臟物出不來,活塞有時根本無法抽出,只能用壓力機壓出。在河南南陽淅川鋁廠就因該油缸堵住,壓的時候?qū)⒂透桌瓊鴪髲U,在此以前,曾經(jīng)在合肥一個生產(chǎn)液壓設(shè)備的廠家搞服務(wù)時,出現(xiàn)同樣的故障,他們對液壓很有經(jīng)驗,他們根據(jù)自己的經(jīng)驗,建議在活塞桿上車上三道油槽即可解決此問題,當(dāng)時就進行了改進,效果很好。該油槽即可儲存油中臟物,也可潤滑的作用。因此對淅川鋁廠的該油缸進行了同樣的出理,也取得了很好的效果,所以在以后的服務(wù)過程中,遇到相同的現(xiàn)象就按此方法處理,都取得了良好的效果。此方法1降低對單個工件的精度要求,2不增加任何成本,3還降低對工作環(huán)境的要求,減少了故障,可謂一舉三得。
二、床鞍爬行
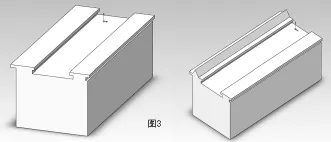
圖3 床身
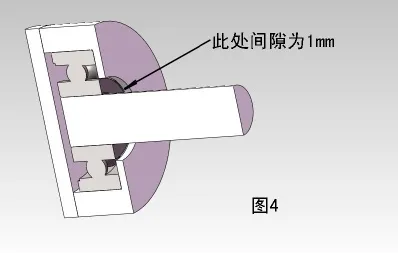
圖4 結(jié)構(gòu)示意
該現(xiàn)象在磨床比較常見,主要是因液壓系統(tǒng)進入空氣造成,在普車上卻沒有見到過。有一次在青銅峽鋁廠服務(wù)時,遇到一臺床鞍爬行的該機床,主要表現(xiàn)在檢查所有零部件均正常,在空載和精車時出現(xiàn),改變主軸轉(zhuǎn)速及走刀量均沒有效果,但在重切下爬行消失,這就非常奇怪。聯(lián)想到該機床與普通車床床身最大的不同是:床身如圖3所示。普通床身是山形加矩形,而該床身是兩個矩形,是否因接觸方式不同導(dǎo)致?將床鞍拆下翻過來觀察,其表面接觸良好、非常光滑(現(xiàn)在我們公司的床鞍滑動面均粘貼了聚四氟乙烯塑料軟帶),但油膜感覺很薄。按摩擦理論滑動摩擦接觸面粗糙度越低、摩擦力越小,以前曾經(jīng)讀過一篇維修方面的文章,介紹說,導(dǎo)軌的接觸面的接觸不能太好,接觸點數(shù)達到一定程度后,摩擦力反而增大,當(dāng)時對此不能理解,總認為接觸面越光越好。突然想起此事,遂用角磨機在床鞍軟帶上打出長約10mm、寬約2-3mm、深度將見鐵(軟帶的厚度山形導(dǎo)軌為1mm、矩形導(dǎo)軌為1.5mm)的月牙形儲坑,小坑之間相距約15mm均布。打磨后裝上,爬行徹底消除
據(jù)此分析,以前的文章說的是對的,接觸面的粗糙度太低,致使油膜很難產(chǎn)生,接觸面之間的分子到達了產(chǎn)生吸力的間距。正如,兩塊磨的很光的塊規(guī)可以不借助任何外力貼合在一起。后來在海安一用戶那里遇到相同的問題,前面來人甚至將絲杠、絲母都更換了還是爬行,最后用上述方法處理也到達理想的效果。后來陸續(xù)又處理了幾臺,發(fā)現(xiàn)故障均在使用5-6個月時出現(xiàn),經(jīng)綜合分析,出廠時,床鞍軟帶都有刮刀刮出的刀花,在一定時間內(nèi)可以保證正常潤滑,在使用一段時間,刀花逐漸磨去,軟帶磨平磨光,就剩下幾條5mm寬的油槽,大面是光滑的,導(dǎo)軌里面無法存油,就出現(xiàn)了該故障。
三、中心架滾輪損壞
主要是滾輪軸與滾輪間隙太小,該處用的是角接觸軸承,自身就有調(diào)心功能,因使用中心架加工的工件一般都是長工件,工件因自重會產(chǎn)生一定的彎曲,使?jié)L輪與滾輪軸產(chǎn)生相對傾斜,雖然設(shè)計時考慮到有1mm,間隙,但實際使用時間隙還是太小。結(jié)構(gòu)示意如圖4所示。工件安裝好不轉(zhuǎn)動時有間隙,隨著工件的轉(zhuǎn)動,吃刀深度的變化,經(jīng)常發(fā)生滾輪蹭著滾輪軸的現(xiàn)象,致使?jié)L輪瞬間停轉(zhuǎn),工件將滾輪表面蹭壞。我們在遇到此情況時,一般是拆下滾輪,將該間隙直接放大3mm左右,就不會出現(xiàn)該問題。這個問題說明有時工作狀態(tài)由靜態(tài)到動態(tài),就會有意想不到的問題出現(xiàn)。
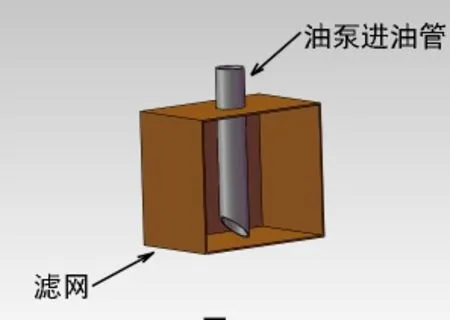
圖5
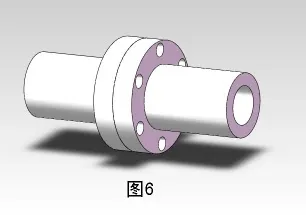
圖6
四、油泵不出油
在服務(wù)是經(jīng)常遇到油泵不出油,清洗濾油器、電磁閥均不行,拿出來在外邊試驗就正常,裝上后有時好有時不好,弄得莫名其妙,最后試著將油泵提起一點,油立即泵出,如圖5所示。最后分析主要油泵進油管的油口與濾網(wǎng)距離太近造成的,濾網(wǎng)是用細銅絲網(wǎng)錫焊在骨架做成的,濾網(wǎng)有的繃的緊,有的繃的比較松,繃緊的吸不起來,繃的松的,絲網(wǎng)會被吸起來,堵住進油管。該故障也與油溫有關(guān),油溫高,油的粘度就低,絲網(wǎng)不容易吸起這些因素造成該現(xiàn)象時有時無,也不是每臺都出現(xiàn),故障很隱蔽。與到此現(xiàn)象時,一般索性將油管磨短10mm左右,就不會再出現(xiàn)。
五、聯(lián)軸器的損壞
該系列車床的主電機為直流電機,經(jīng)過彈性聯(lián)軸器直接與主軸箱一軸相連。該聯(lián)軸器中間有彈性鋼片,有的車床幾個月就損壞,而有的卻用好幾年。其主要原因是在安裝電機是沒有仔細找正,雖然是很簡單的事,舉手之勞卻造成了不良影響。、該彈性聯(lián)軸器允許有較大的誤差,但還是盡量找正些比較好,圓跳控制在0.10mm,端面平行在0.15之內(nèi)。當(dāng)時費些事,為以后避免許多麻煩。找的正的機床電機也不震、聯(lián)軸器也不容易壞;找的不好的電機在高速發(fā)震,有時地面都跟著震,聯(lián)軸器也容易損壞,甚至影響工件的表面粗糙度。因此在安裝電機時盡量多一份責(zé)任心,如圖6所示。
以上所述,是在服務(wù)過程中的一些心得體會。一、二、四項所述是我體會最深的,很值得再深究。三、五項所述是提些建議,盡量減少不必要故障。
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
