論外浮頂儲罐鋼制浮頂的施工工藝
2013-12-11 03:32:28李友戰陜西化建工程有限責任公司
化工管理 2013年24期
李友戰 (陜西化建工程有限責任公司)
一、施工工藝原理
1、外浮頂儲罐結構特點
我公司在近幾年在榆林煉油廠承建了多臺20000m3原油儲罐,其結構特點為立式圓筒鋼制外浮頂儲罐,全部采用現場制安的施工組織方法。其中鋼制外浮頂由外圈浮艙、單盤、定位立柱及附屬機構(刮蠟機構、密封裝置、旋轉鋼梯、排水系統等)組成。浮艙由18段密封艙組成,單盤由5mm厚鋼板搭接焊制,定位立柱為外協機加工件總計54個。浮艙與單盤在距浮艙底200mm處與整圈角鋼搭接焊。
2、2 0000m3儲罐主要的設計參數
2.1 罐本體
儲罐內徑:¢40000mm儲罐高度:16040mm
罐底板坡度:15:1000
2.2 浮頂參數
浮頂主體結構質量:83633Kg(約84噸)
浮艙內半徑:r=17300mm
浮艙外半徑:r=19800mm
浮艙外側板高度:800mm
3、施工工藝原理
在儲罐外浮頂現場制安過程中,施工規范要求及傳統施工工藝都是在罐內搭設網格狀滿堂紅支架,支架高度略高于浮頂立柱高度,以便于立柱安裝。支架我公司一般都用∠75角鋼制作。這種施工方法工人懸空操作,安全隱患多,手段用料多(搭架子),進出不方便,單盤鋪板時平整度難于控制,搭拆滿堂紅支架費工、費時、費力且要保證搭設精度。
“電動倒鏈提升法”制安浮頂取消了滿堂紅支架搭設、拆除過程,單盤及浮艙組裝在罐底板布置簡易的臨時支撐把單盤墊起來,貼近罐底板制安。支撐布置可與底板坡度一致,留出間距以保證單盤與浮艙焊接,同時保證定位立柱導管下端45mm伸出單盤下。浮頂柱結構組裝完畢用懸掛于罐壁板上的電動倒鏈整體提升浮頂,在提升過程中插在導管內的立柱自由溜下,從最外圈開始一次完成所有立柱的安裝(插銷子)。最后落下倒鏈,完成后續工作,浮頂制安完成。因浮艙結構等同于以一箱式環形封閉鋼梁,只要吊耳布置恰當在起吊過程中不會拉扯變形。
二、施工工藝流程及操作要點
1、施工工藝流程
罐體制安→罐壁人孔開孔→浮頂立柱墊板安裝→臨時支撐布置→浮艙安裝→單盤安裝→浮艙與單盤整體焊接→浮頂中心孔及人孔開孔→浮頂立柱導管安裝→罐內壁布置電動倒鏈→電動倒鏈同步提升→立柱流放安裝銷子→落下倒鏈由立柱支撐浮頂→拆除倒鏈、清理罐底→附屬機構等安裝。
2、操作要點
(1)施工準備
1)儲罐壁板及底板焊接完畢,底板雜物已清理干凈,罐壁人孔已開好。
2)浮艙基本上分段預制完畢,外協機加工件到場,手段用料到場,電動倒鏈及控制箱完好無損。
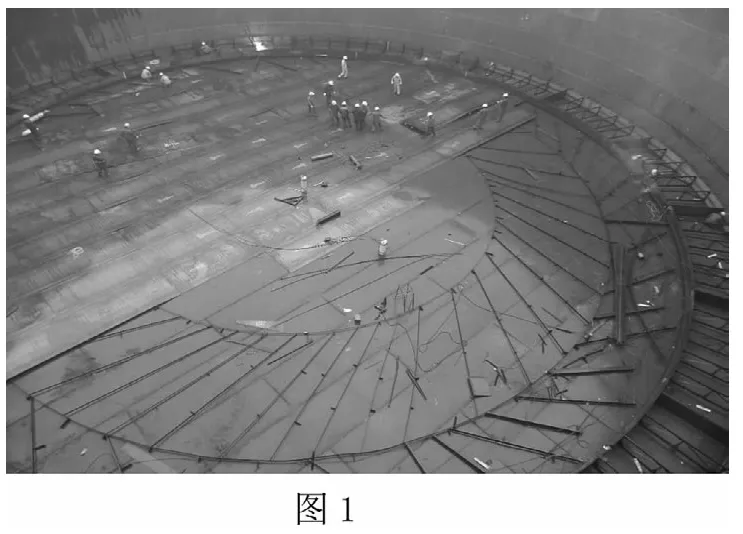
(2)臨時支撐布置
支撐分兩圈布置。最外圈用罐底板、壁板的料頭或扁鋼制作即可。徑向長度≥5m。外端頭高度減除浮艙連接角鋼和單盤板厚度(8mm+5mm)后,定為185mm,用連接板與罐底板斷焊定位。支撐上平呈水平狀態,內端頭與罐底板保證55mm間隙。
內圈支撐可用槽鋼或角鋼整根倒扣在底板上(不用焊接),或用扁鋼點焊在底板上,與罐底板保證55mm間隙。徑向長度要達到浮頂中心向外第2圈立柱處。如圖1所示:
(3)浮艙與單盤安裝
先安裝浮艙,再由內向外鋪設單盤板。單盤板焊接仿罐底板焊接順序,隔縫跳焊,焊工對稱布置,先長縫,后短縫。最后完成單盤與浮艙整圈連接角鋼的焊接,以控制焊接變形。
(4)浮頂立柱導管安裝時按設計要求滿焊,插好立柱等待浮盤起升。
(5)確定電動倒鏈臺數
1)選用10噸電動倒鏈。使用統一廠家、同一批、同一規格型號的倒鏈。
2)臺數計算
電動倒鏈臺數 n=(G×β1)/(10×β2)=(83.633×1.1)/(10×0.75)=12.3
選取n≧13臺
其中:浮頂質量G=83633Kg
β1—質量擴大系數取1.1
β2—倒鏈安全載荷系數取0.75
3)臺數確定
根據以上計算,按浮艙由18個密封艙組成的結構特點,最終確定使用18臺電動倒鏈。
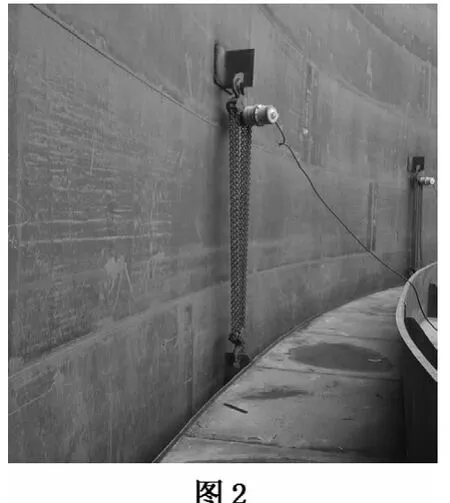
(6)吊耳布置。
1)倒鏈懸掛點吊耳焊接在罐內壁板上,用δ≧12mm鋼板制作,由耳板(300mm×200mm)及罐壁補強板(400mm×400mm)組成。提升吊耳(300×180mm)焊接在密封艙外側板上部。角縫要求滿焊。
2)上吊耳與下吊耳高差確定
H=h1+h2+h3+h4其中:H—吊耳高差
h1—浮艙本體起吊高度800mm-200mm=600mm
h2—浮頂立柱設計高度1800mm
h3—起吊時中心懸垂度300~500mm,取值500mm
h4—倒鏈本體預留600mm
經計算H=3500mm。
3)吊耳布置要求:先安裝下吊耳18個,對應下吊耳焊接上吊耳,保證上下吊耳垂直度,從而保證倒鏈提升時的垂直度,以免浮頂周向旋轉、徑向偏移。吊耳角縫要求滿焊。如圖2所示:
(7)電動倒鏈起升浮頂
1)清理浮盤上雜物,留少許操作人員。
2)操作人員通道設置。開好浮盤中心孔、浮盤人孔,與罐壁人孔組成人員上下、工具出入、雜物清理通道。
3)起吊前無負荷試動18臺倒鏈,保持同步勻速狀態。
4)浮頂起升時,先拉起離開地板,停止后檢查吊耳、倒鏈狀態,無異常繼續起吊。操作人員根據起吊高度,由外向內圈立柱逐圈安裝銷子。安銷子時倒鏈要逐圈停下來。
5)立柱銷子安裝完,落下倒鏈,完成后續工作。
6)浮頂起升時要注意罐壁人孔外要有專人監護,以免閑雜人員在人孔處探頭張望,發生傷亡事故。
浮頂提升前狀態,如圖3。
浮頂提升后立柱銷子已安裝,如圖4
(8)浮頂落下后續工作。
1)立柱墊板糾偏。
2)拆除臨時支撐。拆除吊耳。焊疤打磨干凈。
3)完成浮盤下部焊接。焊接順序與上部焊接相同。
4)檢查浮盤不平整度,凹凸控制在70mm以下。超標時割開缺陷附近焊縫,用型鋼支在下部校正。
5)完成浮頂附屬機構安裝。
6)儲罐充水試驗時,檢查浮盤焊縫,從18個浮艙人孔進入浮艙內檢查浮艙焊縫有無滲漏。
結束語


“電動倒鏈提升法”制安浮頂的施工工藝,與常用的搭設滿堂紅鋼架施工相比,其優越性表現在:臨時支撐布置簡單,簡化了搭、拆過程,縮短了工期。手段用料減少,材料選型無要求,節約施工成本。貼底板組裝浮頂,避免了工人懸空操作,降低了勞動強度。施工過程安全、簡便,提高了工效。能有效控制焊接變形,浮頂外觀成形好。
[1]GB50128-2005《立式圓筒形鋼制焊接儲罐施工及驗收規范》.
[2]SH/T3530《石油化工立式圓筒形鋼制焊接儲罐施工工藝標準》.
[3]《立式圓筒形鋼制焊接油罐設計規范》GB50341-2003.
[4]陜西化建《施工工藝標準》QB/SHJ第四冊.
