0.300mm以下短薄沖子的加工實例研究
2013-12-22 01:54:56
河南科技 2013年7期
(平頂山市工業學校,河南 平頂山 467000)
隨著現代制造業的發展和現在模具加工工藝的要求,沖子頭部精度的高低、表面質量的好壞關系到模具加工的精度和使用壽命,因此目前的短薄沖子加工至關重要。我們在實踐中,經過不斷摸索,總結了其加工方法及步驟。
1 0.300mm 短薄沖子的加工方法
針對短薄的結構和精度要求,短薄沖之的加工本文采取的方法是光學研磨法。光學研磨法解決了沖子表面精度的高低、表面質量的好壞及模具加工的精度和使用壽命等問題,能夠獲得側壁垂直、光潔度高、尺寸精密、使用壽命長的超細薄精密沖子。加工方法大概如下:磁臺裝夾,高度合適,點平,開粗,留料約0.1mm—0.2mm,換刀粗修,粗加工時加工速度2400 轉/分鐘以上。開粗時進刀量要盡量小,速度要慢,在用小進刀時橫向走刀,這樣可以減小變形量,裝夾時前后大約各留了0.5mm 間隙,這樣便于看投影,也使反面也不至于太短了而產生燒刀現象。
2 0.300mm 短薄沖子的加工步驟
2.1 0.300mm 短薄沖子加工步驟一
先看圖紙,然后審圖,審完圖后根據圖紙要求分析加工步驟及方法。圖紙如下所示:
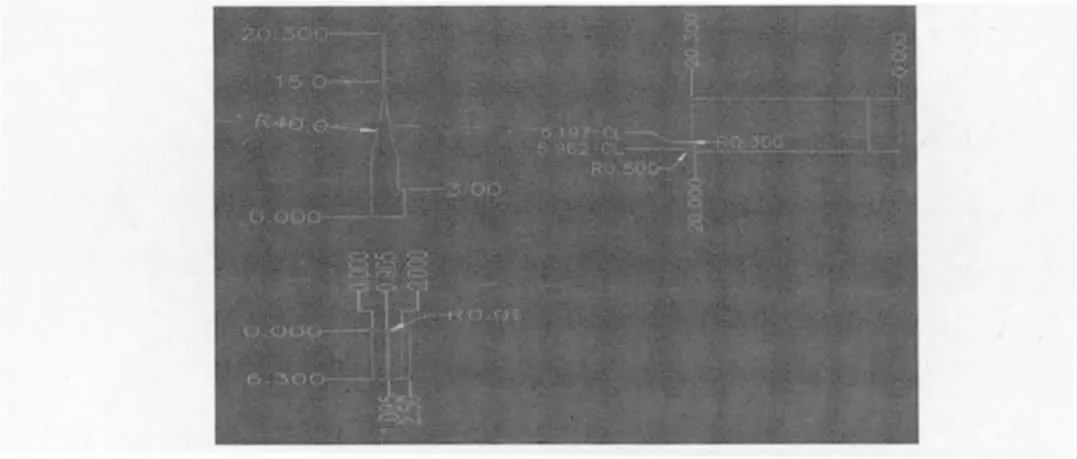
圖一 0.300mm 短薄沖子圖
2.2 0.300mm 短薄沖子加工步驟二:六面體的加工
針對短薄沖子工件的加工,在使用光學精密磨床時,為了使用光學磨床加工方便。要考慮增加沖子的長度,若沖之加工成的長度為20.300mm的話,則一般加長的尺寸為20.300mm+20.000mm=40.300mm(毛胚尺寸)。沖子加工好的六面體尺寸 為:2.500mm × 20.300mm × 6.300mm.(毛 胚 尺 寸可 為40.500mm×30.000mm×7.000mm)如圖一所示。
2.3 0.300mm 超短薄沖子加工步驟三:沖子頭部的加工
成型沖子的頭部時要分粗加工和精加工,粗加工時用SDC150D80的砂輪進行研磨,根據砂輪的中心調整沖子的韌長。將工件放在槽里時,鎖緊固定螺釘,用千分表或高度儀矯正圓心。將砂輪中心搖到夾緊的工件上方中心位置。(加工前必須保證機床主軸與工件的同軸度與直角度)。
0.300 mm 短薄沖子頭部加工尺寸如圖一所示。選擇沖子頭部厚度為0.190mm(1.095mm-0.905mm),加工時要注意考慮變形問題。先加工0.905的尺寸,0.905的尺寸到位后,再墊個0.903mm 厚的墊片,加工1.095的尺寸。調整沖子的韌長實物圖(如圖二所示),沖子的鎖螺絲固定刃長實物圖(如圖三所示)。
圖二 調整沖子的刃長實物圖

圖三 沖子的鎖螺絲固定刃長實物圖
0.3 mm 短薄沖子頭部留料要求:留料時粗胚留料要少,如圖四所示。精坯加工時,Y 軸進給速度要緩慢,X 軸下刀時要從0.001mm-0.002mm 處下刀,這樣即能保證光潔度又能防止工件發熱降低精度。注意:粗胚要預留0.02mm的余料。
圖四 沖子的留料實物圖
2.4 0.300mm 短薄沖子加工步驟四:掛臺的加工
加工3.000mm的掛臺時從靠板對刀,用光學尺測量沖子的長度,進給時在沖子長度的3.000mm 處下刀,深切的尺寸為2.500mm-2.000mm=0.500mm,加工時注意要保證2.000mm尺寸到位(如圖一所示)。
沖子的切掛勾加工要求:選用SDC400 ×3.5T的砂輪,對刀切17.950mm×0.600mm 深的掛勾,切掛勾時注意區分掛勾的方向(如圖五所示)。
2.5 0.300mm 短薄沖子加工步驟五:高度的加工
沖子頭部完工后,加工高度,即:20.300的尺寸。加工前先預留0.2—0.3mm 余量,用切割片切斷,萬力夾夾住,一般工件考慮一次裝夾,盡量避免第二次裝夾,以保證工件的同心度,加工時注意投影測量,保證工件尺寸精度達到20.300mm 和3.000mm。
圖五 沖子的切掛勾圖

圖六 沖子的墊塊規示意圖
加工高度時,墊塊規時的技巧為:塊規和工件不要用一樣高度的塊規墊,如果墊小了會出現工件頭部塌角,如果墊大了工件頭部會出現翹角現象,塊規和工件要有0.001mm-0.002mm的間隙,本沖子要用1.097mm-1.098mm的塊規墊。只有間隙和工件配合適當,工件頭部和尾部才會保持水平,才不會出現頭部翹角或塌角的現象。
3 0.300mm 超細薄精密沖子的工藝特點及要求
第一、0.300mm 超細薄精密沖子的原材料,若韌性不好或者在磨削時裝夾不當的話,很容易因切削力及重力的作用,產生振動,而發生彎曲變形,從而影響加工精度和表面粗糙度。因此,裝夾時要壓住工件,防止裝夾后工件翹起,開粗時進給速度要盡量慢,要隨時注意防止工件松動,如果工件松動了再要裝平那就比較難了。
第二、0.300mm 超細薄精密沖子的熱擴散性能差,在切削熱作用下,會產生相當大的線膨脹,易造成精度跑位。所以,在加工過程中應注意工件的發熱變形,必須做到及時冷卻,多次測量,以保證加工要求的尺寸。
第三、0.300mm 超細薄精密沖子由于頭部較窄,加工頭部時若支承工件的兩個支承塊對零件壓力不適當,會影響加工精度,從而影響零件的幾何形狀精度,不易獲得良好的表面粗糙度和幾何精度。
第四、0.300mm 超細薄精密沖子加工時要注意墊片的厚度適當,一定不要高于工件,一般留間隙為0.020mm,不然就不能保證工件的最后加工精度。
第五、加工0.300mm 超細薄精密沖子過程中,要多次測量余量,最后加工到位業要再測量一次,做最后的確認。注意:測量過程中要測出實際尺寸,用來計算工件在加工過程中的下刀量(下刀尺寸=實測尺寸—要求尺寸)。
4 結束語
為滿足現在制造業的需求,我們在實踐中,經過不斷摸索,采用各種加工裝置:如墊塊、托架支承、萬力夾(虎鉗)、強力磁鐵臺,車削中采用反向進給車削,配合以最佳的刀具幾何參數、切削用量等一系列有效措施。提高了超細薄沖子的加工精度、表面粗糙度、錐度誤差,滿足了加工要求及大大提高了工效。
[1]吳泊良,梁慶,雷日揚。磨具機械加工工藝分析與操作案例,化學工業出版社2007.09.01
[2]成百輛.沖壓工藝與模具結構.第二版.電子工業出版社.2010.1
[3]劉華剛,模具鉗工操作技能。化學工業出版社。2008.5.1
