可收放式減搖鰭裝置模塊化制造與安裝工藝研究
2014-01-04 02:31:22顧睿華饒昌波陶國君
船舶 2014年6期
牛 俊 顧睿華 饒昌波 陶國君
(滬東中華造船(集團)有限公司 上海200129)
引 言
某補給艦其排水量約為20 000 t,按規范要求應設置減搖裝置,減少艦船在海上航行時的橫搖運動,增加艦船穩性,改善艦船的適航性,為艦員提供良好的工作和生活條件[1-2]。上世紀80年代中期,我國引入模塊化造船理念,開始該技術的研究和探索,經過近三十年的發展,現代造船技術已逐步發展至模塊化的時代。模塊化設計制造能降低艦船建造成本,縮短建造周期,促進造船技術發展[3]。
減搖鰭裝置按結構型式分為收放式減搖鰭和非收放式減搖鰭裝置兩大類[4],本文簡單介紹了可收放式減搖鰭裝置模塊化制造與安裝工藝。運用模塊化建造方法,將減搖鰭和船體部分結構結合在一起制作,從而簡化了施工工藝,改善了施工環境,并且通過設計平臺裝置工裝,側向安裝減搖鰭模塊,解決了減搖鰭模塊納期到廠安裝技術難題。
1 減搖鰭裝置組成及主要性能參數
1.1 減搖鰭裝置組成
減搖鰭裝置主要由執行機構、鰭、液壓機組和電控設備等組成。
1.2 主要性能參數
(1)結構形式:后收式
(2)型號:JQA-11-530
(3)鰭的數量:1 對
(4)單鰭面積:11 m2
(5)展長:4.69 m(含梢罩時為4.866 m)
1.3 設備型號及結構參數
裝置由執行機構、鰭、鰭箱、單鰭潤滑管路、液壓機組、控制箱、啟動箱、操作面板等組成,其規格型號及結構參數見表1所示。
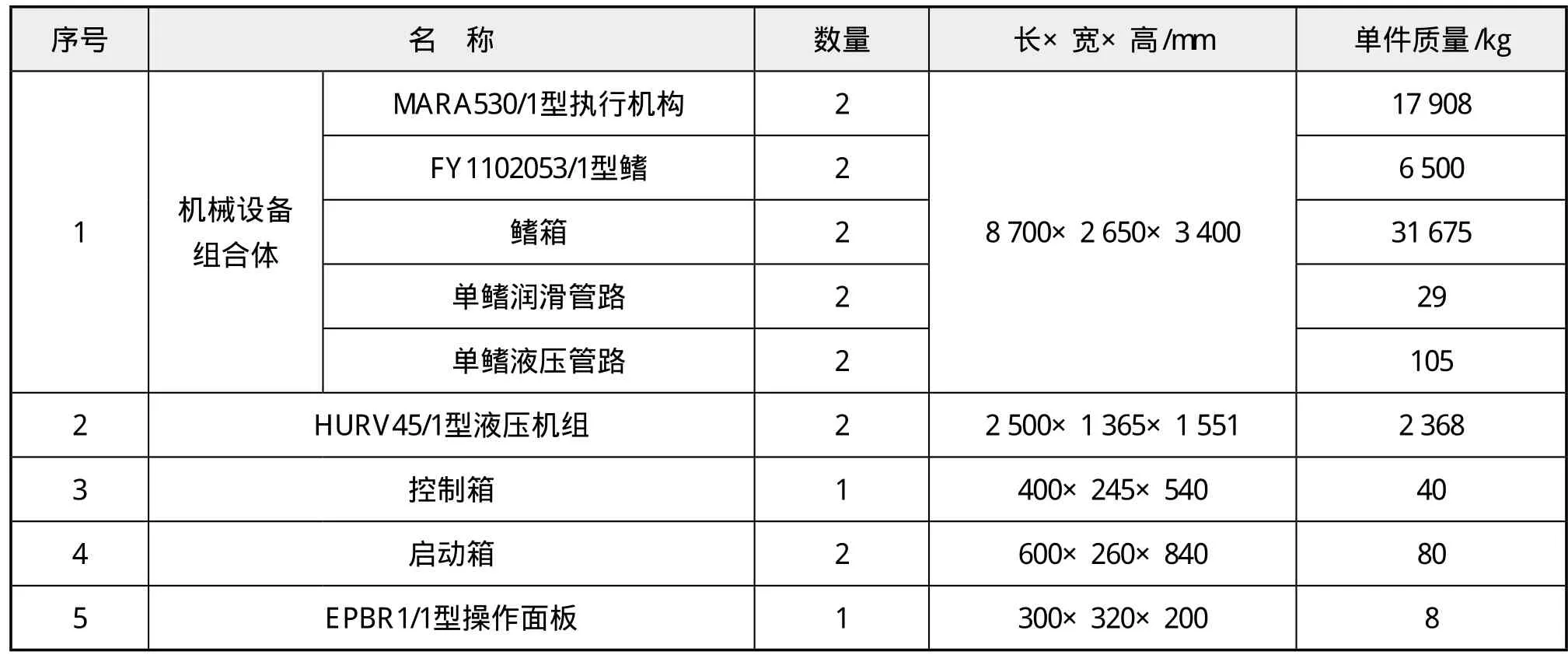
表1 設備型號及結構參數表
執行機構由下支承座、上支承座、十字頭組、密封襯套、鰭軸組、鰭柄、連桿組、推力環組件、收放機構、轉鰭油缸、反饋裝置、襟翼驅動機構、鎖緊機構、鰭角發送器等組成,執行機構由液壓機組驅動,實現轉鰭、收放鰭、復零、鎖緊等功能。
2 船體結構分析
減搖鰭裝置的外型尺寸(長×寬×高)約8.7 m×2.65 m×3.4 m,單只重約56 t,安裝角度為減搖鰭軸中心線與船體基線夾角20°(見圖1)。當鰭收起時嵌入船體外板結構內,其表面與外板線型一致。
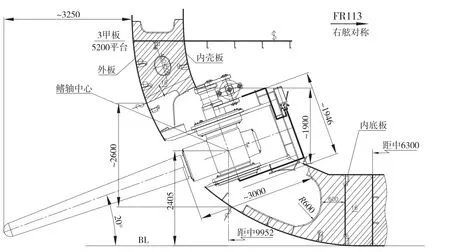
圖1 減搖鰭軸中心橫剖面
減搖鰭布置在本船船舯區域(位于FR104~FR116之間),靠近船底舭部。該區域為雙殼結構,外板及內殼均有線型,每檔肋距為750 mm。其船體雙殼之間主要采用肋板和縱骨加強,雙殼的垂直間距約為1.34~1.7 m(見下頁圖2)。
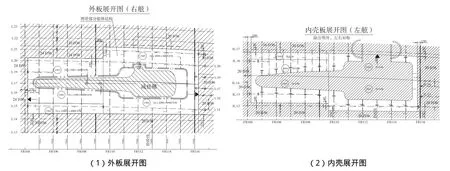
圖2 外板和內殼展開圖
3 技術難點和施工難度分析
(1)減搖鰭裝置船塢單獨吊裝定位技術難度高、時間長,質量難以保證。
(2)減搖鰭裝置船塢單獨吊裝對船體雙殼結構來講會產生較多結構性散裝件,給現場帶來大量的裝焊工作量。雙殼間的垂直間距約為1.34~1.7 m,每檔肋距還有肋板,因此空間狹小,施工環境惡劣。
(3)減搖鰭到廠后,靠近船底舭部區域的起重設備無法將減搖鰭吊裝到位。
4 減搖鰭模塊化方案
4.1 減搖鰭模塊劃分方案
模塊劃分主要從以下幾個方面進行考慮:
(1)船體外板必須將減搖鰭裝置全部覆蓋在內,模塊結構與周圍其他船體分段結構連接必須是船體構件裝焊。
(2)從船體外板、內殼板板縫和分段大接頭來考慮劃分模塊的大小。
(3)為確保外板、內殼板線型,模塊大接頭劃分應盡量靠近船體構架,一般距構架100~150 mm。
(4)將模塊結構劃分成階梯形狀,即外大內小的形狀,以便于該模塊由船舷兩側進入安裝。
(5)該模塊由設備商制造,因此還需考慮模塊運輸時的大小和質量。
根據上述五點模塊劃分原則,最終模塊劃成9.05 m長×3.4 m寬×3.4 m高,質量約66.6 t(不包括散裝件),見圖1和圖2。
4.2 減搖鰭模塊制造
模塊制造具體步驟如下:
(1)建造方式
以外板為基面正造,船體外板、內殼板零件按線型在船廠加工到位,其余零件和部件裝焊結束后一起送設備廠。
(2)胎架形式
正態胎板式線型胎架。
(3)施工程序
外板在胎架上鋪板→焊接→構架劃線(包括肋檢線和水線定位標記線)→設備(減搖鰭)開孔→減搖鰭胎架上定位→其余船體零件和部件裝焊→內殼板貼裝→焊接→驗收→涂裝。
(4)施工要領
① 外板縱骨安裝時,提供分段首尾大接縫處安裝角度樣板;
② 提供 FR105、FR107、FR109、FR111、FR113、FR115、FR116肋位的外板內卡樣板,樣板上劃出1 500、2 500、3 000水線和9 952、11 000縱剖線;
③ 提供 FR105、FR107、FR109、FR111、FR113、FR115肋位的內殼板內卡樣板(非構架面),樣板上劃出3 000水線和9 952縱剖線。
(5)最后到機械總裝車間進行執行機構、鰭葉和液壓系統的裝配和系統調試工作,從而形成完整的殼、舾、涂一體化的減搖鰭模塊。在減搖鰭模塊脫離胎架前,需標出船塢定位基準線,包括在船體外板上劃出FR113肋檢線,距基2 500 mm水線和首尾端距中9 952 mm的縱剖定位標記線等,用于現場安裝時定位需要。減搖鰭模塊實體見圖3。

圖3 減搖鰭模塊實體
5 減搖鰭模塊安裝
5.1 安裝方案
根據船廠生產計劃,當減搖鰭模塊(以下簡稱模塊)進廠時,主船體已在塢內搭載完成,因此無法自上而下將該模塊直接吊裝到位,而模塊周邊船體結構形式較為復雜,為模塊的安裝增加了難度。根據減搖鰭軸中心線與船體基線夾角20°特性,制定了側向平臺安裝方案,側向安裝平臺見圖4。
該方案具體步驟如下:
(1)建造一平臺,并在平臺上設置軌道和軌道小車,將模塊放置在小車上,通過油缸頂推和小車前面的鋼索牽引,將模塊平穩移動到安裝位置。
(2)在基本到位后,利用手拉葫蘆將其拉住固定,拆除專用工裝,調整手拉葫蘆,使模塊上的船體外板肋檢線和水線定位標記與船塢內四周船體分段外板上勘劃的肋檢線和水線定位標記分別對齊。
(3)劃出模塊外板和相鄰船體分段外板上的余量線,切割余量,將模塊安裝到位。
(4)再次核對定位標記線,同時檢查模塊上首尾端縱剖線與船體上縱剖線是否對齊。
減搖鰭模塊具體安裝工藝流程:船體基線測量→臨時外板割除→船體外板“十”字線(肋位線和水線)勘劃→外板臨時工藝孔開孔→專用工裝定位及安裝→頂推模塊定位→拆除專用工裝→模塊與船體結構的裝配及焊接(包括補焊工藝孔等)→焊縫無損檢測→密性檢查→拆除吊環等→安裝液壓及電控設備等→鰭收放及轉動動作檢查。
5.2 模塊吊裝輔助工裝設計
根據減搖鰭軸中心線與船體基線夾角20°特點,制定側向安裝平臺。平臺上設置軌道及軌道小車,模塊放置在小車上,通過油缸頂推至安裝位置。
模塊放置在軌道小車上,小車配4個滾輪,滾輪用45號淬火鋼制造,滾輪與軌道滾動摩擦系數為0.05[5]。其受力圖如圖5所示。
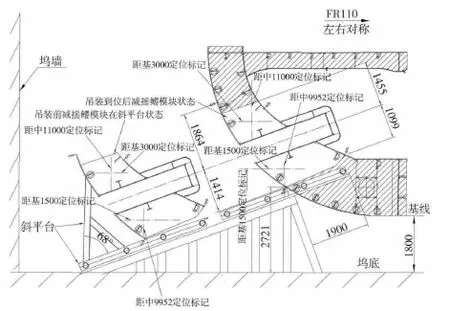
圖4 側向安裝圖
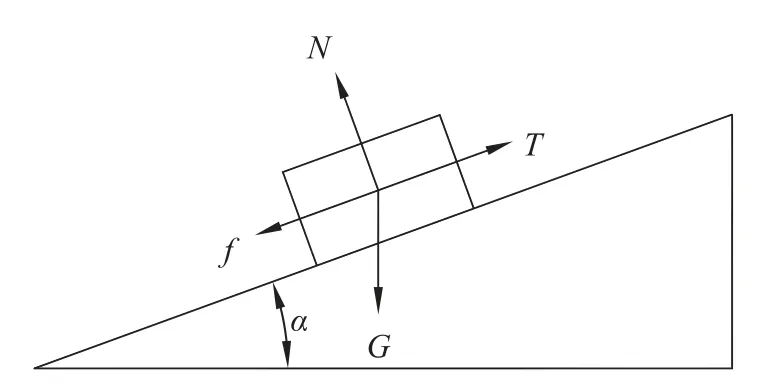
圖5 減搖鰭箱模塊側向安裝受力圖
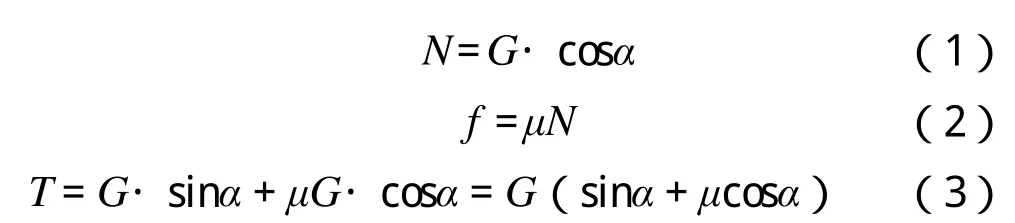
式中:G為減搖鰭裝置重力,kN;N為支反力,kN;T為牽引減搖鰭箱的拉力,kN;μ為滾動摩擦系數(鋼制車輪與鋼軌)。
減搖鰭裝置重力為666 kN,側向安裝平臺坡度α=20°時,代入式(3)得:
T=G(Sinα+μCosα)= 666×(0.342 + 0.05×0.940)= 25.9 kN,約26 t推力。
從理論計算結果來講,在平臺上對模塊采用頂推只要大于26 t就能向上移動。
根據以上要求設計本工裝側向安裝平臺(見圖6)。
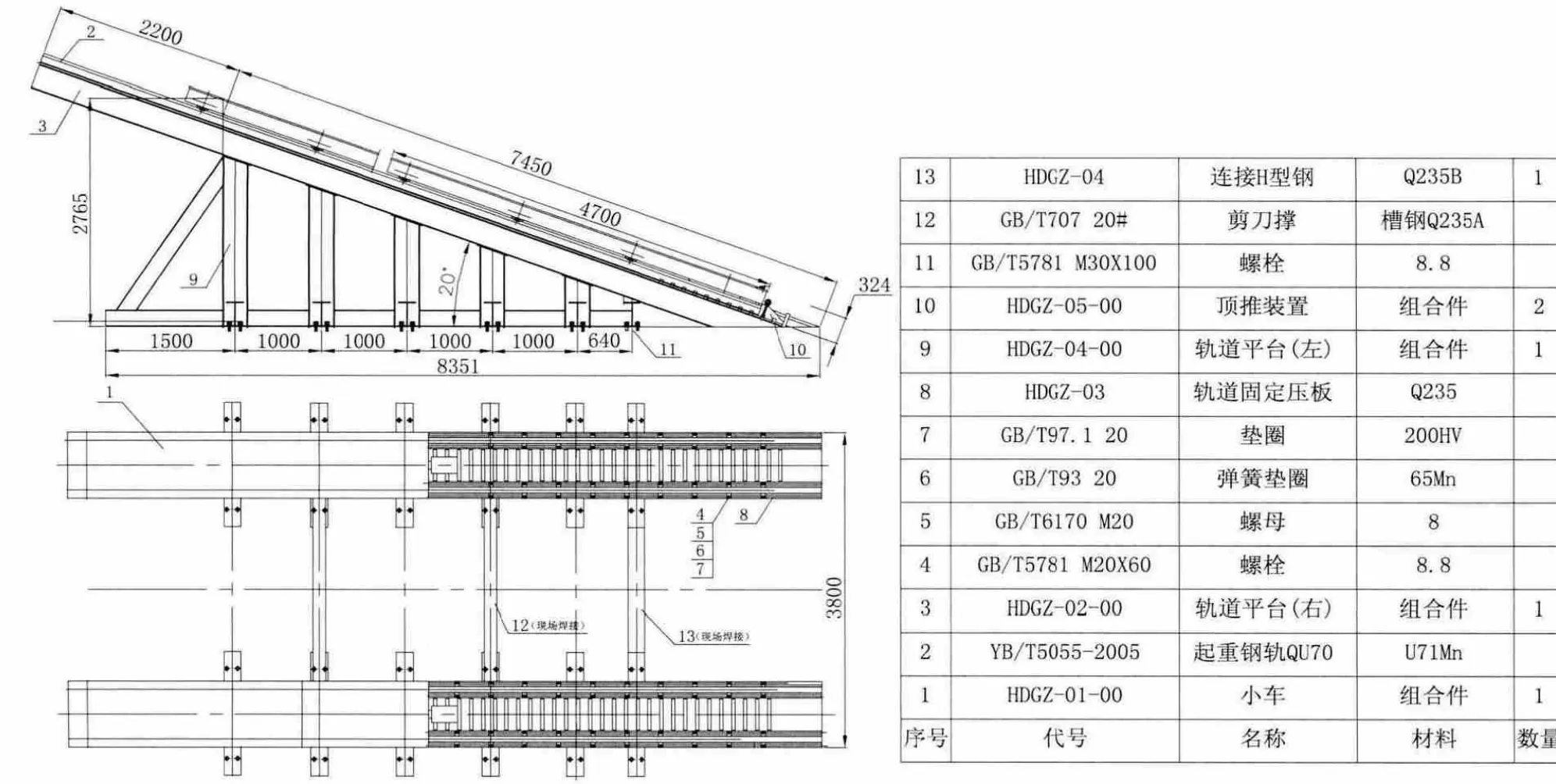
圖6 側向安裝平臺
5.3 焊接工藝
5.3.1 減搖鰭與船體結構焊接
為了保證減搖鰭的使用功能,船體結構與減搖鰭的焊接階段應盡可能減小和控制鰭的變形[6-7]。設備廠對機械組合體外板標記點間距進行測量并記錄(見圖7中A、B、C、D點)。車間在裝焊機械組合體前應進行復測,焊接過程中對標記點間距定時進行測量,并控制標記點間距變化不大于3 mm,測量數據均予以記錄在如下頁圖8所示的記錄表中。焊接過程中應對標記點間距定時進行測量,控制標記點間距變化不大于3 mm。
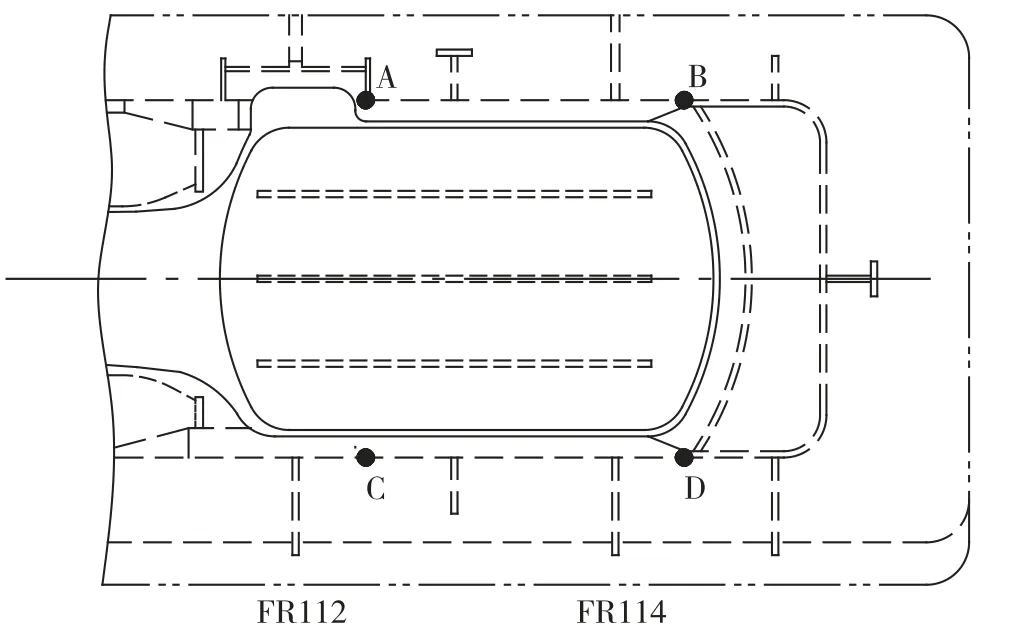
圖7 模塊外板標記點
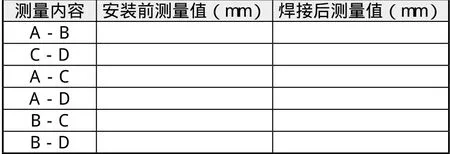
圖8 模塊標記點測量記錄表
焊接順序按圖9由1~21順序完成機械組合體與船體結構的焊接(注:序號1、2、3、5、6、7、10、11、13、15、18為肋位方向焊接;序號4、8、9、12、14、16、17、19、21為外板首尾方向焊接)。
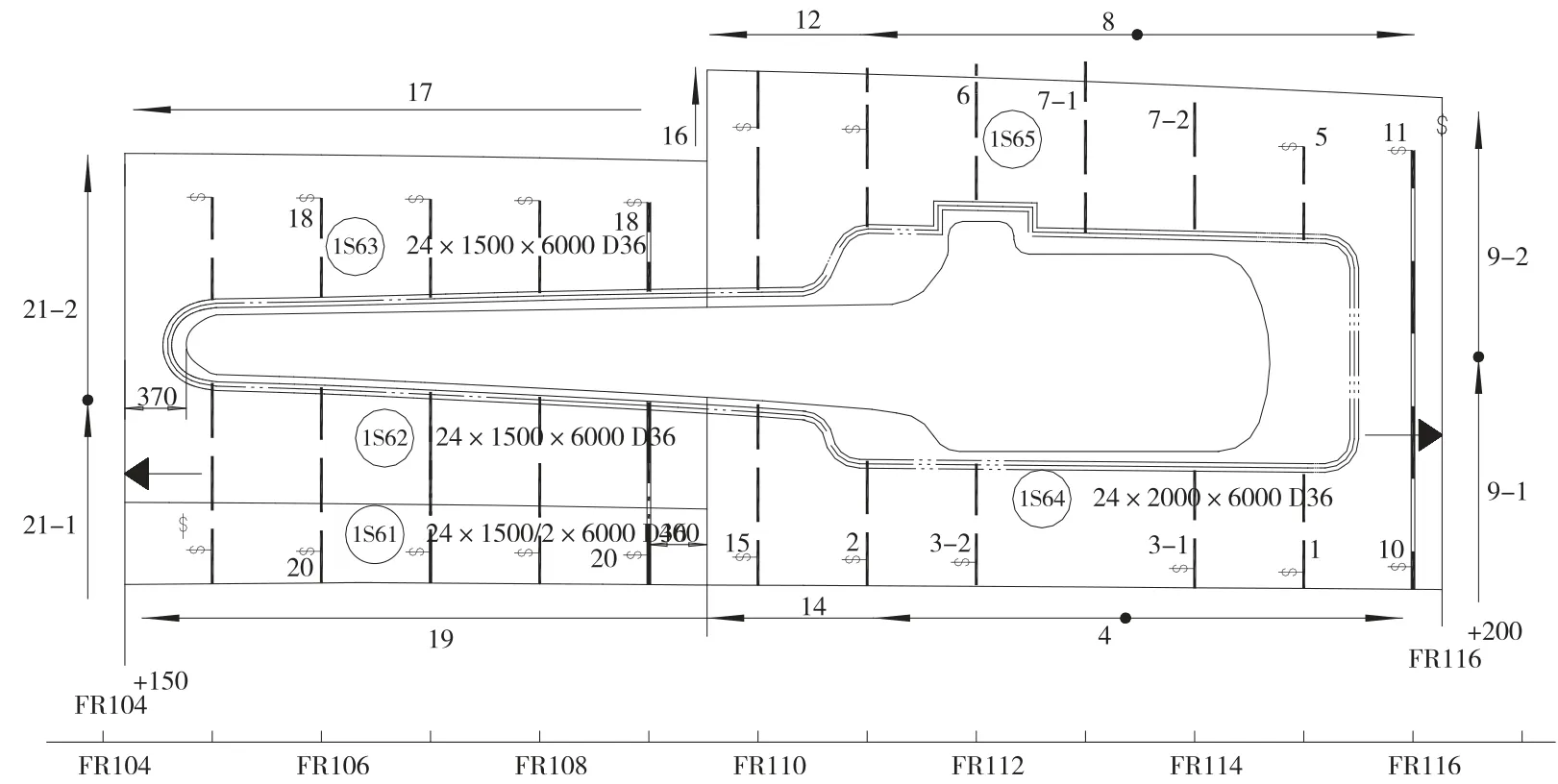
圖9 模塊外板與船體焊接順序
5.3.2 內殼板貼裝前結構裝配焊接
(1)貼內殼板前,散裝外板縱骨、內殼加強縱骨、肋板加強筋、25°頂斜板的裝焊,注意上下對稱施焊。
(2)結構性驗收。
5.3.3 內殼板及加強結構的裝配焊接順序
內殼板以及加強肋板的焊接(上下同時進行),注意焊接順序(見圖10)。
圖10 模塊內殼板與船體焊接順序
5.4 質量檢驗
5.4.1 減搖鰭模塊及加強結構的無損探傷
模塊外板、內殼板與船體連接焊縫應采用100%UT超聲波探傷檢查,超聲波探傷檢查評定標準按GB11345-89,符合Ⅱ級為合格。外板和內殼板大合攏的對接焊縫作14%的射線探傷檢查,射線探傷評定標準按GB3323-87,符合Ⅱ級為合格。
5.4.2 密性檢查
模塊與船體結構焊接完成后應進行模塊與船體外板對接焊縫的密性檢查及外板、內殼板、水密艙壁焊縫的密性檢查。
5.4.3 放鰭試驗及轉鰭試驗
安裝完成后,在進行收放鰭試驗和轉鰭試驗前,拆除鰭葉外板開口的臨時槽鋼加強。
6 結 論
通過對船體雙殼結構安裝可收放式減搖鰭裝置進行分析后,采用船體部分結構與減搖鰭設備結合一起進行模塊化制造、安裝和焊接工藝等設計,得到以下成果:
(1)通過對減搖鰭裝置組成和船體結構的分析,制定減搖鰭模塊化方案,成功解決了減搖鰭船塢搭載定位的技術難題,簡化了施工工藝,改善施工環境,并縮短了船塢搭載周期效果。
(2)考慮到減搖鰭設備晚到廠的情況,船體入塢后無法利用吊車吊裝減搖鰭設備,按減搖鰭軸中心線與船體基線夾角20°的特點設計了側向安裝平臺、頂推裝置等,將減搖鰭模塊成功安裝到位。該方法為以后其他類似船型安裝大型設備,并在空間定位和吊裝位置受到限制的情況下提供借鑒。
[1] 中國船級社.鋼質海船入級規范[M].北京:人民交通出版社,2009.
[2] 徐世杰,邢繼峰,彭利坤.基于模糊理論的船舶減搖鰭控制系統研究[J].船舶,2011(3):24-26.
[3] 李永旺,姚壽廣,陳寧.船舶模塊化設計與制造的現狀及發展方向[J].江蘇船舶,2005(3):5-7.
[4] GJB 2860-97 艦船減搖鰭裝置通用規范[S].北京:國家標準化管理委員會,1997:1-2.
[5] 成大先.機械設計手冊[M].第3版.北京:化學工業出版社,1993:1-9.
[6] 芮樹祥.焊接工工藝學[M].哈爾濱:哈爾濱工程大學出版社,1998:222-227.
[7] 陳聽梁,沈世瑤.船舶焊接手冊[M].北京:國防工業出版社,1995:451-454.
猜你喜歡
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
哲學評論(2021年2期)2021-08-22 01:53:34
裝備制造技術(2021年2期)2021-07-21 05:38:44
現代裝飾(2020年5期)2020-05-30 13:01:56
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(2017年4期)2017-06-21 06:29:52
流程工業(2017年4期)2017-06-21 06:29:50
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
