基于Advantedge仿真的具有表面功能結構的刀具設計*
2014-01-10 01:13:10楊文愷陳永潔華中科技大學湖北武漢430074
機電工程技術 2014年5期
楊文愷,陳永潔,李 寧(華中科技大學,湖北武漢 430074)
基于Advantedge仿真的具有表面功能結構的刀具設計*
楊文愷,陳永潔,李 寧
(華中科技大學,湖北武漢 430074)
表面功能結構又稱表面微觀結構已經在改善材料加工性能方面,如表面摩擦性能和表面承載能力等,得到了廣泛的認可,改善了刀具性能。通過設計帶有微結構的刀具,用于改善鈦合金的切削加工過程中刀具的磨損狀況,延長刀具的使用壽命。并且在設計的過程中借助先進的有限元仿真軟件Third wave AdvantEdge FEM進行仿真模擬。通過軟件仿真替代大量的試切,避免試切過程中材料的浪費,更重要的是,可以在實際切削實驗進行前對刀具的設計進行預測評價,節省了設計時間。
鈦合金切削;微結構;有限元仿真
0 引言
在鈦合金的切削加工[1]過程中,刀屑接觸區域的劇烈摩擦會導致溫度不斷升高,刀具磨損加劇[2],刀具表面質量的下降又將導致刀具切削加工性能降低,這也成為限制鈦合金切削加工速度,影響切削加工性能的主要原因之一[3]。所以為了延長刀具的使用壽命,減輕刀具的磨損,一個實際有效的方法就是改善刀具和工件間的摩擦[4]狀況。由于表面微觀結構已經在改善材料加工性能方面,如表面摩擦性能和表面承載能力等,得到了廣泛的認可[5]改善了刀具性能。
Third wave AdvantEdge FEM[6]是一個基于材料物性的有限元金屬切削仿真軟件。通過軟件仿真替代大量的試切,避免試切過程中材料的浪費,也節省了時間,縮短設計、加工周期。更重要的是軟件仿真為實際加工提供理論依據,避免傳統加工中單方面憑借經驗而導致的實驗不可復制性。
表面功能結構[7]就是一種按照一定的規則分布的,有一定功能的,可以確定描述的,有高度特征的表面圖案。在國內外,關于微織構對刀具加工性能影響的研究仍然處于起步階段,很多研究者都參與其中。日本中央研究所的Noritaka Ka?wasegi等人[8]通過使用微溝槽深度和寬度尺寸范圍在幾百納米到幾十微米之間的刀具對工件進行加工發現,改變微溝槽形狀尺寸可以改變刀具的加工性能。美國的Shuting Lei等人[9]利用有限元分析技術,對硬質合金刀具的力學性能進行了分析,其所設計刀具的特別之處在于其表面無涂層,并且使用飛秒激光器加工出了微坑織構。國內的王震、李亮等人發現在低速高載和高速中載情況下,微坑織構對硬質合金材料的減摩效果較好[10]。以上國內外大量的研究表明了微織構的良好性質,并且讓表面微織構技術可以在各種工程應用的減摩增效領域中發揮更加巨大的作用。
本文基于此思路設計帶有微結構的刀具以改善鈦合金切削性能,并借助于AdvantEdge FEM軟件模擬仿真輔助設計和驗證帶微結構的鈦合金切削刀具。
1 表面功能結構和相關刀具設計
本文設計了三組帶有亞微米級別溝槽的微結構刀具,如圖1。溝槽均垂直于切削刃方向,具體參數如表1所示。以期望帶有微結構的刀具可以減小主切削力的大小,改善刀具的耐磨性能。

圖1 刀具設計圖

表1 微結構刀具參數
2 刀具的Advantedge切削模擬仿真
在實際切削實驗前,使用Advantedge軟件對所設計的刀具進行3d切削仿真實驗模擬,獲得模擬數據,以評價微結構刀具的整體性能、微結構設計的合理性。模擬仿真中與使用同類硬質合金材料建模的沒有微結構的光刀片進行對比,比較兩者主切削力的大小。仿真環境如下,工件材料為Ti-6Al-4V,刀具材料為硬質合金,設定切削長度為3 mm,切削環境為干切削,仿真設計如表2。

表2 仿真實驗設計表
經過長時間的3d模擬,得到的刀具仿真結果如表3,并作出仿真結果對比即圖2。

表3 設計刀具的Advantedge仿真結果 N
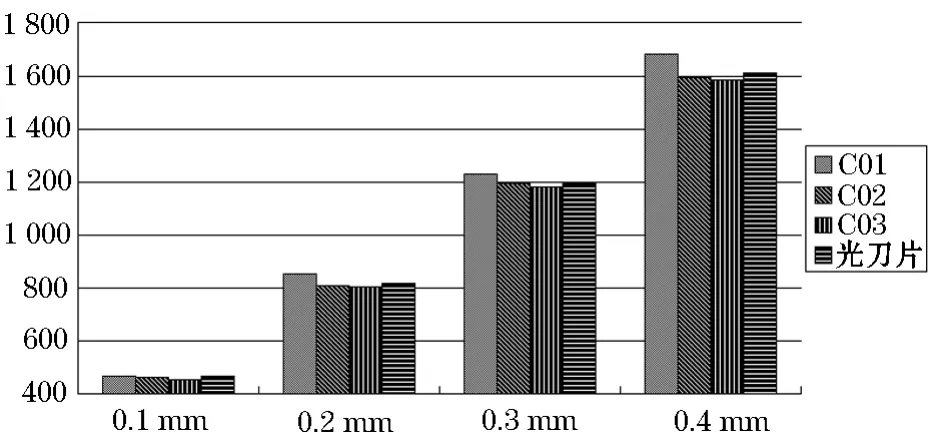
圖2 設計刀具的仿真結果主切削力對比圖
圖2中x坐標為進給量(單位mm/r),y坐標為主切削力(單位N)。
仿真結果分析:從圖1的仿真結果對比可以看出溝槽深度為0.05 mm的C02、C03刀具在進給量為0.1、0.2和0.4的時候所受到的主切削力都比相應的光刀片要小,具有一定的優勢;溝槽深度為0.03 mm的C01刀片則在0.2,0.3,0.4進給條件下主切削力都大于光刀片,顯示出溝槽深度可能對于主切削力的影響。
3 刀具的切削實驗
在進行了新設計刀片的強度校核后,對三組微織構刀片進行鈦合金的干式外圓連續切削,探究微織構結構的不同對加工性能有何不同影響。在本次試驗中,實驗參數如表4,測力儀和電荷放大器分別選用Kistler 9257A和Kistler 5070A,進行鈦合金切削實驗的車床型號為CW6163E,刀具型號為YG類硬質合金刀具。實驗臺具體設置如圖3所示。

表4 實驗切削參數

圖3 實驗臺設置
4 實驗結果的分析與討論
實驗進行后,對所采集的信號進行處理,求取每次切削力的平均值作為參考實際的主切削力,然后與Advantedge模擬仿真得到的值進行對比,數據對比如表5,并作出實際結果對比即圖4。

表5 切削實驗和仿真模擬數據對比 N

圖4 微結構刀具實際切削性能對比圖
(1)對Advantedge仿真精確度的評價。通過與實際的切削實驗得到的主切削力和經由Advant?edge的仿真主切削力做對比可知,除了個別仿真數據相差大于外5%(主要集中在0.4 mm的大進給條件下,可見在大進給條件下仿真會部分失效),其他仿真值與實際所測得的數值相差均在3%以內,可見使用Advantedge仿真切削的模擬精度很高。另外大多數刀片的仿真結果與實際刀片的切削值進行對比,可以發現使用Advantedge軟件進行仿真模擬所獲得的主切削力比實際切削實驗獲得的主切削力的值要大(大部分相差度為2%~4%)。這一現象可以由有限元仿真方法本身的原理來解釋,有限元法的主要思想就是將計算區域劃分為大量的剛性節點和單元來進行計算。由于每一個單元和節點都是剛性的,實際計算過程中就相當于把彈性的物體當作剛性單元的集合來近視處理了,有限元仿真劃分的節點越多就越接近于真實,但仍會體現出微小的剛性,即有限元法處理后,物體變剛變硬了,體現在Advant?edge仿真模擬中就是主切削力變大了[12]。故會出現仿真值一般稍微大于實測值的結果。綜上以上所述,可以看到Advantedge仿真切削還是具有很高的精度,并且能夠得到具有參考價值的信息。
圖4中x坐標為進給量(單位mm/r),y坐標為主切削力(單位N)。
(2)對所設計的微結構刀具的性能評價。C01、C02、C03的溝槽寬度分別為0.1 mm,0.2 mm和0.3 mm;C01溝槽深度0.03 mm,C02,C03溝槽深度均為0.05 mm。C01、C02、C03雖然溝槽的寬度不一樣,分別為0.1 mm、0.2 mm和0.3 mm,由于溝槽都是等距分布的,實際但在背吃刀量一樣的時候,三組刀具有溝槽部分與沒有溝槽部分的面積比為1∶1(除去刀具邊緣部分少量影響)從圖2可見,在干切削的條件下,溝槽深度為0.05 mm的C02,C03兩組刀片的表現均優于相同材質的光刀片,并且與仿真結果一致,而溝槽深度為0.03的C01則無論在哪一種進給量的條件下都劣于光刀片。進一步只觀察C02,C03刀具的性能表現,C02,C03的溝槽深度一致均為0.05 mm,溝槽面積比也一致為1∶1,而只有溝槽寬度不一致。在這種條件下C02、C03的性能表現相差不大,甚至是完全相同的表現,可以得出在溝槽深度相同,溝槽面積比一樣的情況下,溝槽寬度對切削的性能影響不大。再觀察C01、C02和C03三組結果,雖然溝槽寬度不一致,但是溝槽面積比相同,最終導致在相同條件下C01性能均比C02,C03差,可知這時候微結構中溝槽的深度的影響了刀具的主切削力。在相同的溝槽面積比下,刀具的主切削力受溝槽寬度影響較小,此時調整合適的溝槽深度可以降低主切削力的大小,如果深度不合適反而會增加主切削力。
5 結語
本文使用Third wave Advantedge FEM有限元仿真軟件對具有表面功能結構的刀具進行了仿真,得到了設計刀具主切削力的仿真值。并且進行了實際刀具主切削力值的測試。結果表明仿真值和實際值很接近,顯示出Advantedge FEM有限元仿真的精確性,并總結了此類表面功能結構刀具的一些特性。
[1]張春江.鈦合金切削加工技術[M].西安:西北工業大學出版社,1986.
[2]鄧明,彭成允,黃偉九.影響精沖模具壽命的因素及對策[J].機械設計與制造工程,2002,31(4):67-69.
[3]Chernova L A.Protective Coatings a Way to Improve the Durability and Quality of Metal Products[J].Metallur?gist.Vol.46(09-10),2002:309-310.
[4]Atsushita N M.Elaborate precision machining technolo?gies for creating high added value at low cost[J].FU?JITSU Sci.Tech J.Vol.43(1),2007:67-75.
[5]陳琛.Advanced Materials Research Vol.590(2012)pp 17-22?(2012) Trans Tech Publications,Switzer?land doi:10.4028/www.scientific.net/AMR.590.17.
[6]Advantedge fem功能[EB/OL].http://www.thirdwave?sys.com/products/advantedge_fem.htm.
[7]湯勇,潘敏強,王清輝.表面反應功能結構制造領域的研究現狀及發展趨勢[J].中國表面工程,2010,23(2):7-14.
[8]Noritaka Kawasegi,Hiroshi Sugimori,Hideki Morimoto et al.Development of cutting tools with microscale and na?noscale textures to improve frictional behavior.Precision Engineering.Vol.33,2009:248-254.
[9]Shuting Lei,Sasikumar Devarajan,Zenghu Chang.A study of micropool lubricated cutting tool in machining of mild steel[J].Journal of materials processing technolo?gy,Vol.209,2009:1612-1620.
[10]王震,李亮,戚寶運,等.微織構對硬質合金表面摩擦性能的影響[J].工具技術,2011,45(1):13-15.
[11]熊良山,嚴曉光,張福潤.機械制造技術基礎:第三版[M].武漢:華中科技大學出版社,2006.
[12]胡于進,王璋奇.有限元分析及應用[M].北京:清華大學出版社,2009.
The Design of Surface Functional Structure Tool Based on Advantedge Simulation
YANG Wen-kai,CHEN Yong-jie,LI Ning
(Huazhong University of Science and Technology,Wuhan430074,China)
Surface functional structure,which has been widely used in optimize the material processing performance like surface friction properties and surface bearing capacity,has been widely recognized and really improves the performance of tool.In this paper,one kind of surface functional structure tool aimed at reducing the wear condition and expanding tool's life in titanium cutting processing has been designed.The advanced finite element simulation software—Third wave AdvantEdge FEM has been used to simulate the cutting process in the design period.With the help of finite element simulation software,a lot of material can be saved,moreover it can anticipate the performance of designed tool before doing cutting experiment which can also save much time.
titanium cutting;surface functional structure;finite element simulation
TG71
A
1009-9492(2014)05-0014-04
10.3969/j.issn.1009-9492.2014.05.003
楊文愷,男,1989年生,湖北武漢人,碩士研究生。研究領域:金屬切削與刀具技術。
(編輯:阮 毅)
*國家科技重大專項(編號:2012ZX04003-021)
2013-11-14
猜你喜歡
輪胎工業(2021年10期)2021-12-24 17:23:35
輪胎工業(2020年9期)2020-03-01 18:58:44
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
