低配棉2.9tex緊密精梳棉紗的工藝研究和探討
2014-01-13 05:07:21戴衛國
紡織報告 2014年12期
戴衛國
(江蘇振陽集團,江蘇射陽 224300)
低配棉2.9tex緊密精梳棉紗的工藝研究和探討
戴衛國
(江蘇振陽集團,江蘇射陽 224300)
紡制特高支棉紗所需原棉品質要求高,且工藝難度大。緊密紡紗線性能優越,利用緊密紡技術開發低配棉特高支精梳棉紗將更加可行。本文以2.9tex緊密精梳棉紗為例,在改造的FA506緊密紡機臺上對低配棉特高支緊密精梳棉紗進行了試紡,取得理想效果。
緊密紡;特高支;精梳棉紗;工藝研究
隨著棉花價格的大幅波動和我國紡織行業結構調整投入力度逐漸加大,常規品種的棉紗效益將會越來越低。因此,為了提高產品附加值及市場競爭力,一些紡織企業的產品開始向高支化、差別化方向發展。本文章要探討的就是用緊密紡技術,利用價格低的新疆長絨棉進行2.9tex超高支緊密紡精梳棉紗的開發。
1 紡特高支紗存在的問題
紡制特高支棉紗所需的原棉品質要求高且工藝難度大,2.9tex(200英支)紗線屬特高支紗,成紗橫截面內纖維根數僅為16根左右[1]。因為理想的成紗條干不勻CV=100/Z0.5。其中,Z為細紗截面內纖維根數,Z的波動導致成紗條干不勻[2]。在Z〈50根的特細特紗中,CV 迅速增大。因此,大部分企業在進行特細特紗的生產時,所用原料基本上是進口長絨棉。
其次遇到的問題是紡紗過程中纖維的損失,纖維損失可能發生在牽伸機構的上、下羅拉處,特別是須條的邊緣纖維[3]。紡特高支紗時,任何纖維的損失實質就是減少須條橫截面中纖維的數量,這就會造成生產中紗線強力低、易斷頭。此外傳統環錠紡紗由于加捻三角區的存在,有些纖維頭端沒有被加捻三角區鉗持,易形成頭端毛羽;有些纖維離開鉗口線時尾端沒有嵌入紗內,形成尾端毛羽。因此,要克服上述問題,只有合理選擇原棉,采用新的紡紗技術及優選的工藝,紗線才能具有可紡性。
2 試紡方案
2.1 實驗原料
實驗所用原棉為新疆長絨棉,主體長度38.5mm,馬克隆值4.0,細度Nm7200左右。
2.2 工藝流程配置
考慮到特高支精梳紗特點及生產技術要求,選配了設備性能優越的緊密紡工藝流程。緊密紡紗比普通環錠紡紗強力提高15%以上,且毛羽少、條干好,可有效減少細紗工序的紗線斷頭。具體流程如下:A11抓棉機→B11開棉機→B7/3混棉機→B60清棉機→C51梳棉機→SB2預并條機E32條并卷聯合機→E62精梳機→D35c并條機FL100粗紗機→FA506緊密紡細紗機→NO.21c自動絡筒機。
3 主要工序工藝要點
3.1 開清棉、梳棉工序
根據原棉纖維的特點,清花工序采用“輕薄抓取,柔軟開松,加大落棉”的工藝,抓棉機少抓勤抓,確保運轉效率在90%以上,盡量減小抓取棉花的重量,使原棉中的雜質充分暴露在棉花表面,利于后道工序的開松除雜;適當降低開清棉機各打手的速度,同時把清棉機底部分梳板去除,減少對纖維的損傷;增大塵棒隔距,使原棉中大雜質先落少碎,增大落雜量。
梳棉工序主要是針對減少結雜、提高成紗質量進行研究,是保證成紗質量的關鍵工序。對于使用長絨棉生產特高支紗,應根據立達C51型梳棉機特點進行工藝調整。通過采用“緊隔距、輕定量、慢速度”的原則,增強錫林和蓋板對纖維的分梳效果,降低因纖維間反復搓揉而產生棉結的幾率。同時,降低定量和產量,保證纖維的伸直平行度和梳理度。五點隔距(mm)為0.175、.0175、0.15、 0.15、0.15;錫林速度為360-400r/min,蓋板速度為0.23-0.27m/min;定量3.5g/m。同時要控制好清梳聯各處的風壓、風量,既保證短絨和塵質排除,又不能對棉束進行過度沖擊、增加落白。
3.2 精梳工序
精梳工序是紡紗過程中的重要工序,其主要任務是進一步去除短絨和雜質,提高纖維伸直度,保證成紗質量。考慮到紗支高,車速控制為220-260鉗次/min,采用后退給棉方式,給棉長度4.3mm,增加梳理次數,降低棉結雜質,落棉率控制在18%以上,面條短絨率控制在7%以內,棉結10粒/g以下,條干均勻度3.6%以內,大小卷搭配使用,減小條子重量不勻率。
3.3 并粗工序
為了防止二次并條纖維抱合力差,后道工序產生意外牽伸而影響成紗質量,并條工序采用帶自調勻整單道并條工藝。精梳條6根并合,前伸倍數6倍左右,車速在270m/min左右,設計定量3.0 g/m,保持通道光滑。
考慮到細紗機牽伸倍數,粗紗定量設計在2.5-3.0g/10m,粗紗捻系數為124,可增加纖維抱合力,減少紗條意外牽伸,同時控制粗紗長度,確保退繞張力適當。
3.4 細紗、絡筒工序
在加裝三羅拉網格圈式緊密紡裝置的FA506型環錠紡細紗機上紡2.9tex紗,錠速不能過高,否則易出現大量斷頭,為8000r/min左右。同時考慮到緊密紗毛羽少、結構緊密不易于散熱,我們采用瑞士Bracker35mm鋼領和瑞士Bracker公司C1ELUDR24/0鋼絲圈。細紗鉗口決定須條和纖維運動牽伸力穩定與否,一般偏小掌握,以不出硬頭為好,我們采用了2.0mm的前區壓力棒隔距塊。
緊密紡對車間溫濕度與含塵濃度要求比較高,一般車間換氣次數要在30次以上,溫度控制在28-32℃之間,相對濕度在50%-55%。
絡筒工序主要是優化電清工藝參數,清除掉有害紗疵,同時注重捻接頭質量。在絡筒過程中,應當適當降低槽筒卷繞速度及絡筒搖架壓力,減小紗線與槽筒的摩擦,同時清潔紗線通道,減少誤切率。
4 實驗結果與討論
4.1 單紗主要性能測試
紗線的品質評定主要歸結為三個方面:紗線毛羽、單紗強力和條干。因此,主要測試了管紗單紗的以上三個性能指標。測試儀器分別為:長嶺紡電YG172A型紗線毛羽測試儀;長嶺紡電YG063全自動單紗強力儀;長嶺紡電YG135G型條干均勻度測試分析儀。測試條件為:溫度(20±2)°C,相對濕度(65±5)%RH,測試前紗線在該條件下平衡24h以上。實驗數據如表1、表2、表3所示。

表1 毛羽測試

表2 條干均勻度測試
表3 單紗強力測試
4.2 實驗數據分析
4.2.1 對單紗毛羽影響的分析
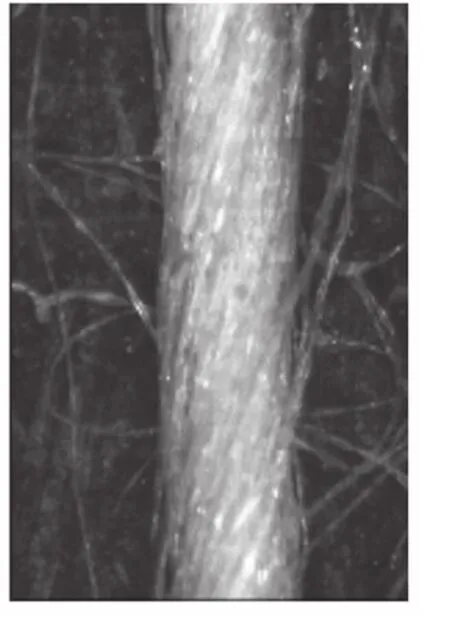
圖2 5.8tex環錠紗縱向圖(放大200倍)
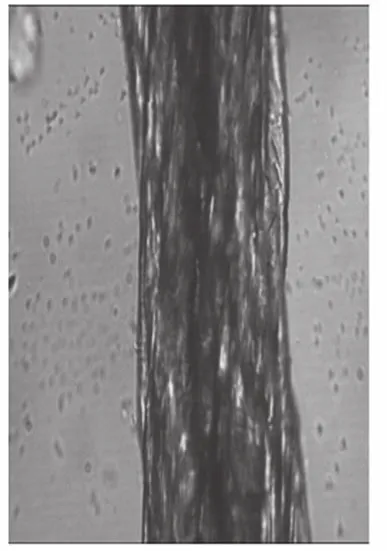
圖1 2.9tex緊密紗線縱向圖(放大200倍)
傳統環錠紡加捻三角區的存在,纖維進入三角區加捻時纖維的一端會伸出紗體外而形成毛羽,3 mm以上的毛羽約有85%都是由于紡紗三角區造成的[4]。緊密紗由于基本消除了加捻三角區,幾乎纖維束的每根纖維都能集聚到紗體中,使3 mm以上的毛羽大大降低,從而形成光滑的緊密紡紗線。從表1看出,低配棉的2.9tex特高支紗的3 mm以上的毛羽基本控制在了個位數之內,效果十分理想。同時從圖1中我們也可以看到,2.9tex緊密紗紗體表面很光潔,與普通環錠紗相比纖維內外轉移較不明顯。
4.2.2 對單紗條干均勻度影響的分析
緊密紡裝置在傳統牽伸裝置前增加一纖維控制區,利用氣流對通過控制區的纖維束進行橫向凝聚,使纖維束的寬度大大縮小,幾乎接近加捻三角區的寬度,纖維束經過集聚然后再被加捻卷繞,加捻三角區大大減小甚至消除,那么由于加捻三角區而產生的條干不勻也得以大大降低,使得低配棉紡高支紗可行。從表2看出,在低配棉的情況下,通過緊密紡技術,2.9tex特高支紗的條干CV%為 18.93, 可達到后道加工的要求。
4.2.3 對單紗斷裂強力影響的分析
在環錠紡紗加捻三角區中,三角區內兩邊的纖維比中間的纖維承受較大的張力,因此紡出來的紗在受到負荷時,不能被全部纖維平均負擔,三角區兩邊的纖維先斷裂,使細紗強力達不到應有的水平。而緊密紡基本消除了紡紗三角區寬度,幾乎纖維束的每根纖維都能集聚到紗體中(圖1),從而了形成高強力的緊密紡紗線。因此,由表3可以看出,在低配棉的情況下,采用緊密紡技術,可以使得2.9tex特高支紗的斷裂強力達到61.9 cN;但是在相同配棉的情況下,采用傳統的環錠紡紗技術是無法生產出如此細的紗線的。
5 結語
通過討論分析可知,緊密紡紗系統利用附加裝置來縮小細紗前羅拉鉗口輸出須條的寬度,降低或消除加捻三角區的寬度,有效地減少了毛羽和飛花,充分降低了紡紗張力,有效利用了纖維每根強度,大大提高細紗強力,降低了細紗斷頭率,從而使得低配棉的2.9tex特高支紗開發成為可能。
[1] 張建祥,賈云輝.特高支精梳紗生產技術探討[J].紡織導報. 2010 (11):72-74.
[2] 李盛釗,劉素彬.用傳統紡紗設備生產特細純棉精梳紗[J].四川紡織科技. 2000 (3):11-14.
[3] 詹璉譯.棉特高支紗的加工技術[J].紡織導報. 1992 (6):46-47.
[4] 程隆棣,周志華.緊密紡紗技術與毛羽問題[J].棉紡織技術.2003,31(4):18-20.
Technologic Study of 2.9tex Compact-spun Combed Cotton Yarn of Low Cotton Distributing
The qualities of cotton are very high when superfine cotton yarn is spun. And the technical is also difficult. The capabilities of compact-spun yarn are superior. It will be more feasible to use compact spinning technology to develop superfine cotton yarn. In this article, take 2.9 tex compact combed cotton yarn for example, we tried to spin low mixed superfine cotton yarn on the reconstructive FA506 compact-spun machine and get perfect results.
compact spinning; superfine count; combed cotton yarn; technical study
JS104.79
A
投稿日期:2014-11-18