基于觸摸屏的模具清掃機械手PLC控制系統
2014-01-18 07:12:26張金姣吳斌方王君明
湖北工業大學學報 2014年5期
張金姣,吳斌方,王君明
(湖北工業大學機械工程學院,湖北 武漢430068)
泡沫塑料有良好的減震性,有的具有高回彈性,常用于床墊、沙發坐墊、汽車座椅等方面。經填充、增強等改性的泡沫塑料質輕而耐高溫,因而用于航天設備中。本文以某汽車座椅用合綿(一種軟質泡沫塑料)生產流水線上的成型模具為對象,闡述具有2個自由度的模具清掃機械手控制系統設計思路。
1 控制要求
該汽車座椅用合綿生產流水線共有30臺以一定速度運行的小車(圖1),一次最多可以容納30種不同汽車座椅用合綿成型模具。要求清掃機械手能夠自動根據模具的形狀和尺寸調節動作幅度與順序,實現對模具型腔內部的清掃工作;清掃機械手采用觸摸屏控制,能夠在觸摸屏上編輯模具序表,能夠用觸摸屏控制清掃機械手的所有動作;清掃機械手必須同時具有自動和手動兩種工作方式。
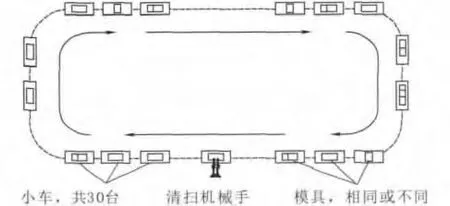
圖1 某汽車座椅用合綿生產線清掃機械手位置示意圖
2 主要硬件構成
模具清掃機械手控制系統主要由觸摸屏、可編程序控制器、控制縱橫兩個方向直線運動的伺服電機及伺服驅動器組成。
觸摸屏型號為MT8104iH,是威綸通科技有限公司生產的新一代人機界面,采用169寬屏設計。其主要性能指標:400MHzCPU,128MB內存,10.4英寸,65 536色TFTLCD,分辨率800×600,使用軟件EasyBuilder8000。
可編程序控制器選擇日本三菱公司的產品:FX2N-48MT(輸入24點,輸出24點,晶體管輸出型)。FX2N系列PLC是三菱公司近年推出的高性能小型可編程序控制器,其功能強,速度快,質量輕,能耗小,編程簡單,配置靈活[1]。
機械手的位置控制采用松下MINASA4系列交流伺服電機MDMA022P1U及配套伺服驅動器MADDT1207003,電機電壓220V,額定功率200 W,額定轉 速 3 000r/min,編碼器 5 線制,2 500(p/r)。松下 MINASA4系列交流伺服電機性價比高,速度頻率快,超調整定時間短,可實現快速定位[2]。
伺服驅動器主要參數設置:Pr02(控制模式選擇)=0,表示位置控制;Pr04(行程限位禁止輸入無效設置)=2,表示CCWL或CWL信號與COM-斷路,會發生Err38行程限位禁止輸入信號出錯報警;Pr40(指令脈沖輸入選擇)=0,表示脈沖通過普通光耦電路輸入;Pr41(指令脈沖旋轉方向設置)=0和Pr42(指令脈沖輸入方式)=3時,表示指令脈沖輸入采用“脈沖+方向”的形式[2],Pr4B(指令脈沖分倍頻分母)=1000,表示在Pr48或Pr49=0時電機每轉一圈所需的指令脈沖數[3],此值越小,速度越快。另外,Pr04、Pr41和Pr42參數設置值必須在控制電源斷電重啟之后才能修改、寫入成功。
PLC外部接線圖如圖2所示[4-5]。另外,觸摸屏通過RS-232串行通信口與PLC實現通信,通過USB接口從上位計算機下載數據與程序。
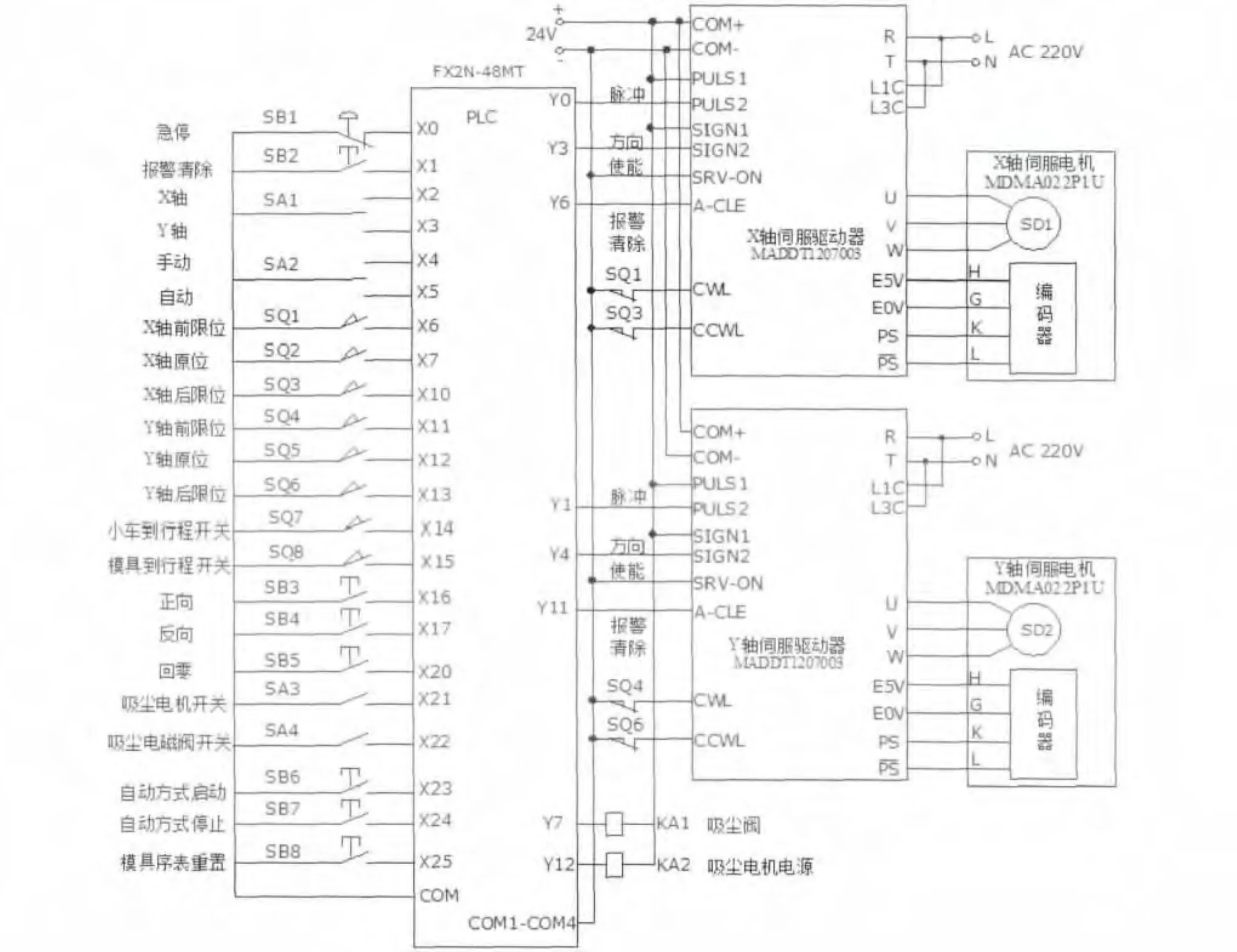
圖2 PLC外部接線圖
3 軟件設計方案
模具清掃機械手的控制系統分為手動和自動兩種工作方式,采用步進順控法編程。S1是手動的初始步,由X4激活;S0為自動的初始步,由X5激活,受X軸與Y軸原位行程開關X7和X12限制,即自動控制開始的原始位置:X軸在SQ2處,Y軸在SQ5處。
3.1 手動工作方式
模具清掃機械手的手動工作方式,用于兩臺伺服電機在系統正式使用前的調試和系統突然出現故障后的回零,以及手動控制吸塵電機的通斷與吸塵電磁閥的開合。當X2滿足時,通過按鈕SB3、SB4、SB5可以對橫軸(X軸)進行正轉、反轉和回原點操作;當X3滿足時,通過按鈕SB3、SB4、SB5可以對縱軸(Y軸)進行正轉、反轉和回原點操作;同時,通過開關SA3控制吸塵電機的接通與斷開,通過開關SA4控制吸塵電磁閥的開合。
3.2 自動工作方式
汽車座椅用合綿生產流水線上的30臺小車最多可以容納30種不同的成型模具,因為模具的形狀、尺寸各不相同,清掃機械手的動作勢必不同。因此,在自動工作方式下,首先要在觸摸屏中建立30個模具的序表(圖3),分別用1~30代表30種不同的模具。該序表要反映汽車座椅用合綿生產線30臺小車上模具的安放順序,即依次通過清掃機械手的模具的順序。序表中可以是30個同一種模具,也可以是30個完全不同的模具,即使不足30個模具也可以(用0表示未安放模具的小車)。模具序號通過觸摸屏依次保存到PLC數據寄存器D201~D230中,按下重置按鈕X25,可以對模具序表進行修改或重新設置。
在自動工作方式下,編程的重點和難點就是模具的判定。PLC必須首先判定模具的編號,然后才能控制清掃機械手做出相應的動作,以完成對模具型腔內部的清掃。如圖4所示,PLC自動控制部分程序,數據寄存器D300通過X14(小車到行程開關)對依次通過清掃機械手的小車進行計數,計數滿30時延時一段時間清零(T10設置時間,比相鄰兩輛小車通過X14所需時間稍小即可),表示一次循環結束,然后重新計數;將D300中的數據傳送到變址寄存器Z1中,通過Z1改變地址(D200Z1)逐一讀取D201~D230中保存的模具編號,如果D200Z1中的模具編號為1,則激活步S11,如果D200Z1中的模具編號為2,則激活步S12,依此類推。步S11~步S40是機械手分別清掃1號模具~30號模具動作順序的起始步。M8000表明只要PLC在運行狀態下,就不會停止對經過機械手的模具編號進行判定,而M5由M0和X15(模具到行程開關)相與控制,表明只有小車上有模具且按下起動按鈕X23時,機械手才會產生動作。數據寄存器D301中保存的是模具的計數值,該值在觸摸屏界面上動態顯示(圖3)。
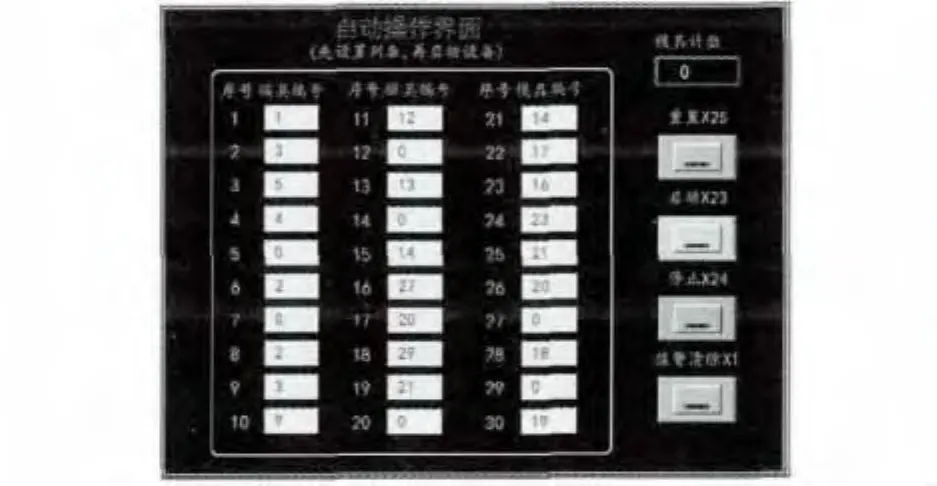
圖3 觸摸屏自動操作界面
因模具較多,且形狀不一、大小不等,程序較長,在此不針對具體模具設計清掃機械手的動作程序。采用步進順控法,以S11,S12,S13,…,S40作為30個模具步進順序的起始步,運用DPLSY脈沖輸出指令按一定的運動軌跡控制輸出脈沖的頻率和總數,可以很方便地實現清掃機械手動作的編程。
3.3 報警清除和急停處理
當機械手出現故障,觸動X軸前后限位開關SQ1、SQ2或Y軸前后限位開關SQ4、SQ6時,就會觸發行程限位禁止輸入信號出錯報警。這時,按下報警清除按鈕SB2,控制Y6和Y11得電120ms以上,就可以清除報警信號。在自動程序前面加上急停按鈕X0常開觸點控制的主控指令MC和程序結束時的主控復位指令MCR,在緊急情況下按下急停按鈕SB1可以使機械手所有動作馬上停止。
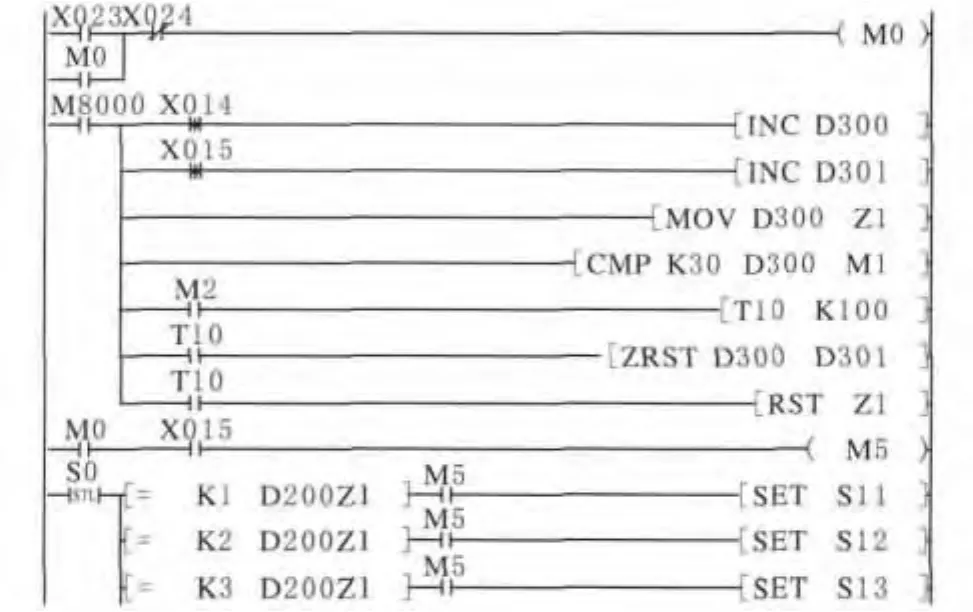
圖4 自動控制部分程序
4 結論
汽車座椅用合綿生產線成型模具的清掃一般安排兩名工人一前一后完成。因為流水線小車以一定速度運行,兩名工人幾乎沒有休息時間,加上燥熱的工廠環境,勞動強度非常大。用清掃機械手代替工人勞動,不僅使工人從繁重的勞動中解脫出來,而且清掃質量高,速度快,大大提高了生產效率及產品質量,降低了企業成本。
[1] 廖常初.可編程序控制器的編程方法與工程應用[M].重慶:重慶大學出版社,2008.
[2] 盧建剛,陳小飆.Minus A4系列交流伺服電機的PLC控制[J].微計算機信息,2008,24(09):91-92.
[3] 吉 鳳.基于PLC與伺服電機控制的機械手設計方案[J].工業技術,2012(24):114-115,141.
[4] 閆 飛.PLC與交流伺服在單軸控制系統中的應用[J].裝備制造技術,2012(04):50-51,59.
[5] 劉媛媛,張如萍,張正和,等.基于伺服電機和PLC的工作臺運動控制[J].機械工程與自動化,2012(04):126-128.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
電信科學(2016年10期)2016-11-23 05:11:56
商業評論(2014年9期)2015-02-28 04:32:41
西安航空學院學報(2014年5期)2014-07-13 01:27:52
