塑料擠出機的主從控制系統設計
2014-01-25 07:52:22李揚,程磊
制造業自動化 2014年12期
李 揚,程 磊
(廣東工業大學 信息工程學院,廣州 510006)
0 引言
目前,國內塑料擠出機主要采用兩種控制方式:一種為傳統電控柜控制方式[1],該控制系統的成本低,但控制功能有限且對操作工人技能要求較高;另一種為觸摸屏+PLC控制方式[2],由于PLC的運算能力有限、響應速度慢等原因,控制效果不太理想,也不易實現智能控制和全線聯動控制。針對以上情況,本文采用一種基于嵌入式控制器(也稱一體化嵌入式觸摸屏)和PLC的主從控制系統方案,上位機為嵌入式控制器,進行張力、溫度、轉速等工藝參數的顯示與設定、工藝參數調度和自學習專家系統以及數據存儲處理等任務;下位機為總線式PLC和現場儀表,進行各個加熱器、風機、電機和水泵等執行機構的獨立控制。該系統自動化程度高,可實現全線聯動控制、智能控制和中央監控,并實現生產工藝參數的調度和優化。本文介紹該控制系統的組成、通信方式、PID控制策略和軟件界面設計等有關內容。
1 塑料擠出機的生產工藝及控制要求
塑料擠出機能作為塑料三大加工機械之一,在塑料行業應用廣泛,常見的塑料擠出機由主機和輔機兩部分組成,如圖1所示。主機的主要功能是實現塑膠原料的輸送、加熱融熔功能,包括喂料系統、擠出系統、熔融系統、擠出模頭;輔機的主要功能是實現融熔物料的冷卻定型、壓光、牽引以及成卷功能,包括壓光牽引系統、水冷系統、收卷系統。
塑料擠出機組的生產工藝流程是:將多種物料熔融擠出、過濾、精密計量、模頭擠出、三輥壓光、膠輥牽引、恒張力收卷等生產工藝,制得優質單層或多層功能性片材或薄膜。
擠出機的主要運行控制參數包括[3]:
1)熔體壓力過壓監測;
2)進料口控制;
3)進料口溫度檢測;
4)分區加熱器功率調節;

圖1 塑料擠出機的結構圖
5)冷卻功率調節,采用風冷;
6)模頭溫度檢測;
7)螺桿速度調節,調節電機轉速;
8)電機負荷(電機工作電流)監測;
9)擠出型材線速度檢測。
2 控制系統的組成
本系統采用典型的兩級主從式結構控制方案,嵌入式控制器(也稱一體化觸摸屏)與PLC、現場儀表構成自動控制系統。溫度傳感器和壓力傳感器的模擬量通過溫度采集模塊和變送器轉化為數字量,由RS585總線輸送到一體化觸摸屏進行顯示及運算,運算結果由RS232總線輸出至PLC,再由PLC控制水泵、風機、加熱器及電機的運行。系統結構圖如圖2所示。
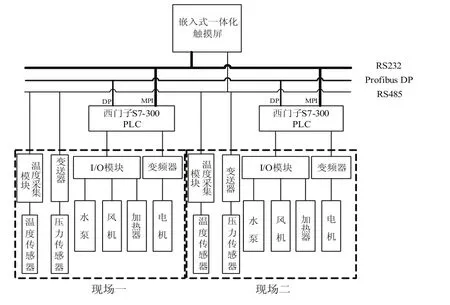
圖2 控制系統的結構圖
開機后,由一體化觸摸屏輸出控制信號,加熱器開始工作,溫度傳感器采集的模擬量通過溫度采集模塊轉化為數字量,由RS585總線傳送到一體化觸摸屏進行PID處理,處理結果由RS232總線輸出至PLC,達到溫度要求后,啟動喂料系統、水泵及主機電機。壓力傳感器采集熔融體的壓力值,由變送器轉換成數字量傳入一體化觸摸屏,經過PID運算,控制PLC輸出模擬量信號,通過變頻器控制主機電機轉速,同時根據主機電機轉速控制壓光牽引系統及收卷系統。該系統的數據處理及顯示由嵌入式一體化觸摸屏實現,現場控制由PLC實現,主從式結構控制系統實現對塑料擠出機生產線的聯動控制和中央監控。
2.1 上位機
該系統上位機采用某公司生產的TPC156Hi型號的嵌入式一體化觸摸屏。該觸摸屏采用15英寸高亮度TFT液晶顯示屏、八線電阻式觸摸屏,以及具有良好的電磁屏蔽性,自帶兩個RS232串口、兩個RS232/RS485串口、兩個USB接口以及一個RJ45以太網口。TPC156Hi不僅具有與眾多硬件交互功能。它可以方便地讀寫各種PLC、智能儀表、智能模塊、變頻器等工控設備的數據。
上位機實現的功能有:與下位機通信;控制算法的實現;工藝參數的設置并能自動或手動下發;故障鳴音報警;查詢從站的歷史參數記錄;實時顯示系統的工作狀態和運行參數;用戶登錄和操作權限設置[4]。
2.2 下位機
下位機采用德國SIMENS公司的S7-300可編程控制器進行流程控制,利用MPI口與上位機通信,DP口用于PLC之間的通信。根據擠出工藝要求,本控制系統要求實現四路模擬量輸入、十路模擬量輸出、四十路開關量輸出,其中三十二路用于溫度控制,八路用于生產線照明及警報等。所以擴展一個SM331模擬量輸入模塊、兩個SM332模擬量輸出模塊、兩個SM322數字量輸出模塊。硬件組態如下:
1)主站采用CPU 315-2DP,用戶內存容量為48KB,最大MMC為8MB,可實現自由編址,數字量I/O點數可達992個,模擬量輸入為248個,模擬量輸出為124個,1KB的指令處理時間為0.1ms,位存儲器M為2048個,計數器為256個,定時器為256個,集成有MPI和DP通信口,沒有PtP通信口,CUP集成24為數字量輸入和16位數字量輸出,集成5位模擬量輸入和2位模擬量輸出。
2)數字量輸出模塊,選用SM322,共選用兩塊(32點輸出帶隔離)。
3)模擬量輸入模塊,選用SM331(8通道輸入),處理8路輸入信號;模擬量輸出模塊,選用SM332,共選用兩塊(8通道輸出),處理16路輸出信號。
4)電源模塊,選用PS-307提供系統電源。
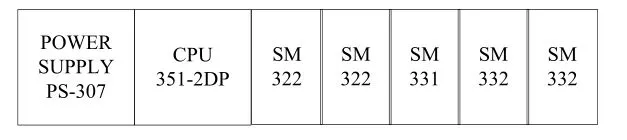
圖3 下位機硬件組態
3 MCGS與外部設備通信
MCGS(Monitor and Control Generated System,通用監控系統)是用于快速構造和生成計算機監控系統的組態軟件。在MCGS系統中,負責硬件組態的是設備窗口,使得MCGS能從外部設備,如傳感器、電機等,讀取實時數據,運算后輸出控制信號,實現對生產流程的實時監控。首先,根據系統結構,在設備窗口內配置相關的主從設備構件,然后根據設備的類型和特征,設置相關的屬性,建立傳輸通道連接。系統運行過程中,設備構件由設備窗口統一調度管理。MCGS與PLC之間的通信時通過串行口與PLC進行通信,訪問PLC相關的寄存器地址,以獲得PLC所控制設備的狀態或修改相關寄存器的值。MCGS與外部設備通訊的示意圖如圖4所示[5]。
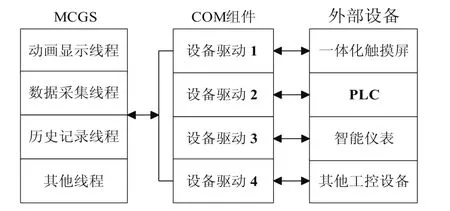
圖4 通信原理圖
PLC使用標準西門子MPI適配器與觸摸屏RS232口通訊,適配器上的DIP開關設置串口通訊的波特率,與上位機Set PG/PC中PC Adapter的本地連接設置一致。MCGS系統與外部設備建立連接時,首先打開設備窗口,添加一個串口父設備,當直接用串口進行本地通訊時,添加”串口通訊父設備”,雙擊其中的串口通訊父設備,在設備組態窗口中添加一個串口通訊設備,然后向設備組態窗口中添加西門子S7-300MPI設備。設備屬性設置如圖5所示。各參數與PLC編程時上位機Set PG/PC中PC Adapter的本地連接設置一致。然后在PLC設備的設備屬性設置對話框中對其通道屬性進行設置,并建立起通道與MCGS實時數據庫中的數據的連接。
4 PID控制方案
溫度、壓力、張力、速度的PID控制是本控制系統的主要任務。本系統的PID控制采取普通PID控制與智能PID控制相結合的方式,對于壓力、張力、轉速采取MCGS自帶的PID運算功能進行PID控制;對于溫度采取MCGS與MATLAB相結合的方式,實現對溫度的模糊PID解耦控制。這種針對不同對象采取差異化的PID控制方案既能夠滿足系統要求,又能降低控制系統的復雜性。
4.1 基于MCGS的PID控制的實現
在MCGS的實時數據庫中完成數據組態后,在設備窗口完成設備組態,驅動外部設備,使數據庫中的數據與外部設備通道建立連接。在循環策略塊中創建一個策略行,在策略行的條件部分可以控制該算法是否啟動,策略行的功能部分放置腳本程序構件,在策略行的腳本程序構件中編制對應的腳本程序[6]。
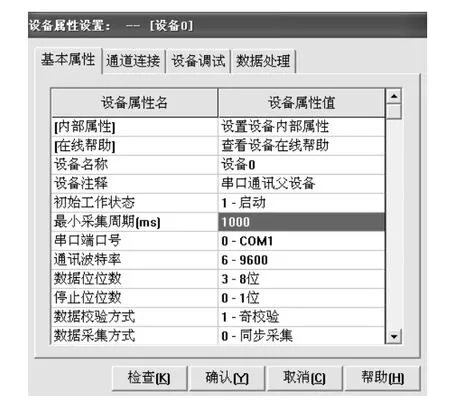
圖5 MCGS設備組態參數設置
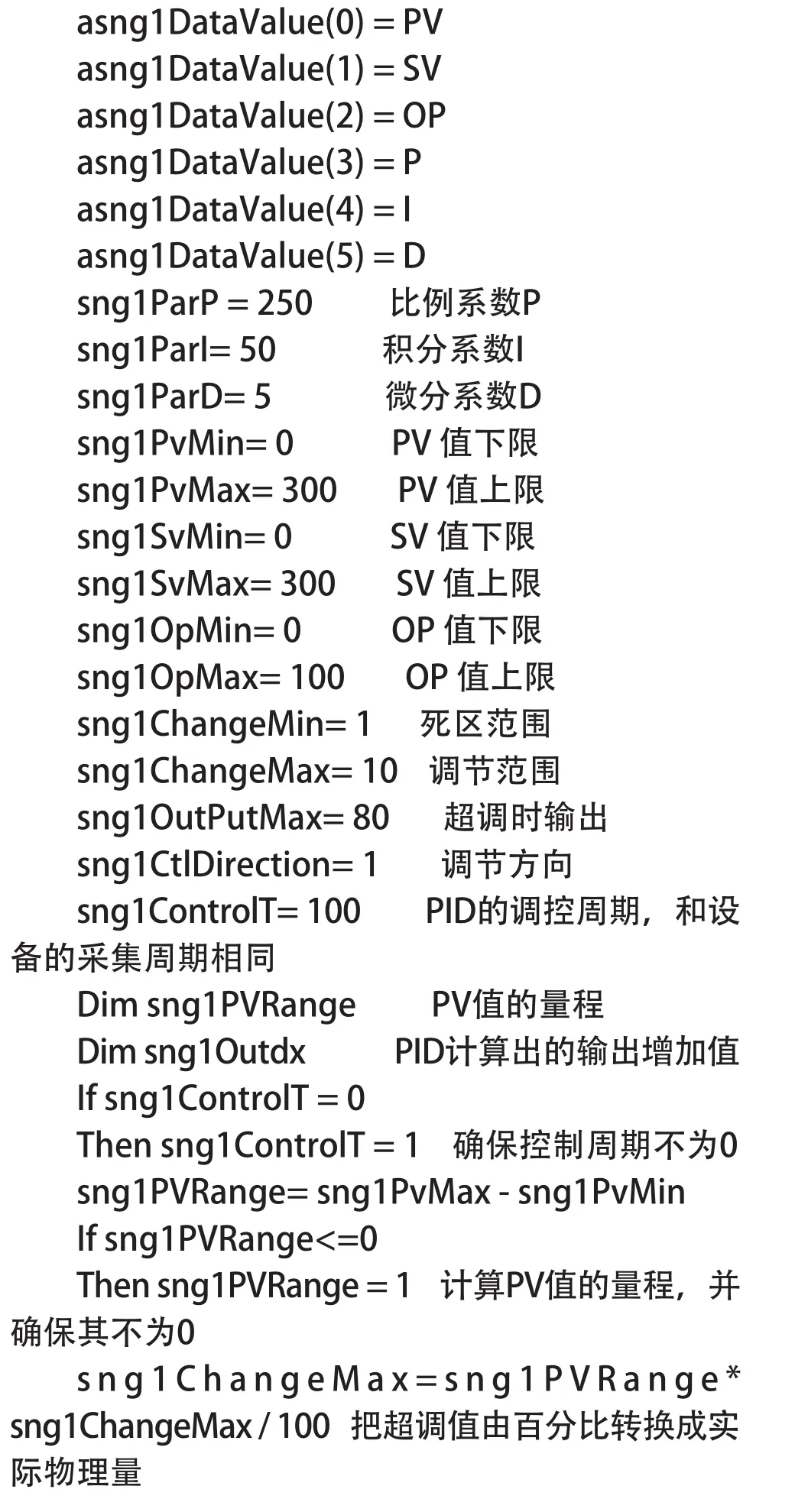
以下是腳本程序PID運算的部分說明。
4.2 模糊PID控制的實現
傳統的塑料擠出機控制系統一般由PLC構成控制核心,溫度控制是通過PLC內部自帶的經典PID控制器來實現。由于傳統塑料擠出機存在多溫區加熱加上PID算法本身缺陷且處理數據量較大,傳統溫度控制很容易產生耦合和超調。本系統的溫控采用MCGS與MATLAB相結合的方式,實現對溫度的模糊PID解耦控制。
MCGS與MATLAB混合編程使控制系統既有MCGS豐富直觀的圖形界面又有針對塑料擠出機系統的獨特算法。由于通過DDE和OPC方式實現MCGS與MATLAB的數據交換都需要MATLAB環境做支持,所以本系統采用開發MCGS自定義控件的方法實現MCGS與MATLAB的結合,使得整個控制系統具有獨立性。由于模糊PID解耦控制算法較為復雜,這里不作詳細介紹。本文著重說明MCGS與MATLAB結合的實現方法,其原理如圖6所示。
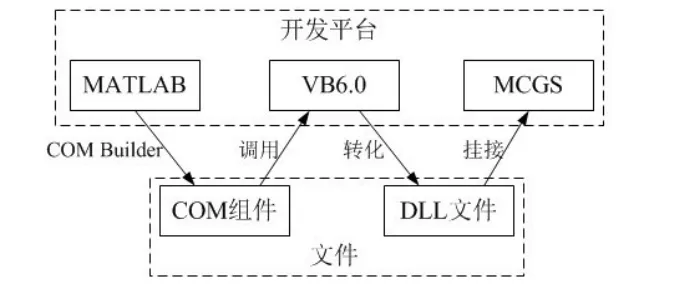
圖6 MATLAB開發MCGS功能構件原理
MCGS與MATLAB結合的實質是開發具有模糊PID功能的構件,通過規范的OLE(Object Linking and Embedding,對象連接與嵌入)接口掛接到MCGS中,使其構成一個整體。開發前需安裝MCGS高級開發功能包和Visual Basic6.0。
首先啟動VB6.0,選擇“外接程序”菜單,進入MCGS開發向導,按照提示生成DLL運行策略功能構件及功能構件的源程序框架。
在MATLAB環境下通過Fuzzy Logic Toolbox提供的一套完善的模糊控制系統設計方案編寫出各種算法子程序,程序保存為.m文件,并通過COM Builder將其制作成COM組件。
在VB環境下設計MCGS組態、運行環境的兩個顯示界面[7]。組態界面用于設置輸入值誤差、誤差變化率及PID各參數所對應的數據對象;運行界面中實時顯示與當前誤差、誤差變化率及計算所得PID參數變化量[8]。
然后選擇工程-調用,引入之前生成的COM組件,進入工程組,對功能構件的接口進行調試,此時需同時運行MCGS中的工程。完成所有的編程、調試工作后,將工程重新編譯一遍,生成最終的DLL文件,將其拷貝到AddIns文件夾中,并修改相應的AddIns.ini文件。
進入MCGS運行環境后,當對應的策略行被執行時,MCGS調用構件的運行接口,執行模糊自適應PID算法。
5 人機界面設計
在嵌入式控制器的觸摸屏中,進行可視化流程軟件界面設計用于中央監控。主要控制功能包括:1)實時控制功能,如設備的啟停、自動/手動的切換、工藝參數的設定及修改等;2)顯示功能,如動態顯示生產線的工藝流程圖、各種設備的工作狀態及儀表的實時數據及歷史數據的曲線圖、報警記錄、數據記錄等。根據系統所需監控的過程變量和實際功能,共設計了7個不同的控制顯示界面,分別對應各子系統的自調節及顯示的內容,如圖7所示。
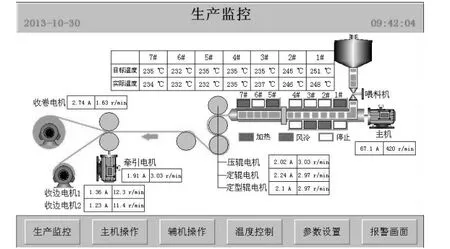
圖7 生產監控界面
1)監控畫面。顯示擠出機生產時的工序流程,顯示諸如電機狀態、溫度、壓力等各量的實時值。
2)主機操作。控制主機的啟停,手動調節主機生產時的各項參數,顯示主機生產時的相關實時數據。
3)輔機操作。控制輔機的啟停,手動調節輔機生產是的各項參數,顯示輔機生產時的相關實時數據。
4)收卷計數。控制片材的收卷,以及產量計算。
5)加熱控制。設置加熱區的溫度參數,顯示各溫區的實時數據。由于溫控點過多,采用兩個界面顯示。
6 結論
采用主從結構控制系統,上位機為嵌入式控制器,用于實現機組的中央監控、全線聯動控制和智能控制,下位機為西門子PLC,實現塑料擠出設備各控制單元的獨立控制。與傳統的控制系統相比,不僅減少了電器元件的數量,省去了較為復雜的電氣接線,而且控制功能更加強大,生產操作和維護更加簡便,提高了機組的生產效率、自動化和智能化水平,具有較大的應用推廣價值。
[1]Fabio Previdi,Sergio M.Savaresi,Angiolino Panarotto.Design of a feedback control system for real-time control of flow in a single-screw extruder[J].Control Engineering Practice,2005,Vol.14 (9),pp.1111-1121.
[2]李雪婧.基于PLC的單螺桿木塑擠出機控制系統的研究[D].武漢:武漢理工大學.2012.
[3]龔成龍,劉永強,等.塑料成型擠出機現場總線控制[J].儀表技術與傳感器,2009,15:61-63.
[4]文紅,王玉芬.基于RS485總線的熱處理加熱爐群監控系統[J].機電工程,2006,23(9):64-66.
[5]楊洋,張蒂如.基于PLC、MCGS組態軟件的高壓電機試驗系統[J].電力自動化設備,2008,28(8):90-92.
[6]北京昆侖通態自動化軟件科技公司.MCGS工控組態軟件參考手冊[M].2003.
[7]孫亞燦.基于MATLAB與MCGS的先進控制算法在工業過程中的研究應用[D].曲阜:曲阜師范大學,2010.
[8]孫亞燦,吳興華,武玉強,等.模糊自適應PID算法在MCGS中的實現[J].控制工程,2007,14(2):157-160.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
工業設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57
