Q235的L截面型鋼壓彎的有限元分析及回彈預(yù)測(cè)
2014-01-27 03:00:14王大勇時(shí)陽(yáng)黃永紅
大連交通大學(xué)學(xué)報(bào) 2014年3期
關(guān)鍵詞:有限元
王大勇,時(shí)陽(yáng),黃永紅
(1.大連交通大學(xué)材料科學(xué)與工程學(xué)院,遼寧大連116028;2.中國(guó)北車集團(tuán)大連機(jī)車車輛有限公司工藝部,遼寧大連116028)*
Q235的L截面型鋼壓彎的有限元分析及回彈預(yù)測(cè)
王大勇1,時(shí)陽(yáng)1,黃永紅2
(1.大連交通大學(xué)材料科學(xué)與工程學(xué)院,遼寧大連116028;2.中國(guó)北車集團(tuán)大連機(jī)車車輛有限公司工藝部,遼寧大連116028)*
分析發(fā)電機(jī)風(fēng)道前托架的彎曲工藝,引入相對(duì)彎曲半徑系數(shù)C,對(duì)傳統(tǒng)板材壓彎回彈預(yù)測(cè)公式進(jìn)行修正,得到計(jì)算L截面型鋼回彈的公式.利用有限元軟件DYNAFORM對(duì)Q235材料的L截面型鋼壓彎模擬,對(duì)回彈進(jìn)行預(yù)測(cè),結(jié)合試驗(yàn)反推出C值,總結(jié)出C值和相對(duì)彎曲半徑r0/H關(guān)系曲線.利用該曲線可以計(jì)算出所需的凸模圓角半徑值,優(yōu)化了模具設(shè)計(jì)和壓彎工藝,為實(shí)際生產(chǎn)中的壓彎模的設(shè)計(jì)提供參考,減少了試模次數(shù),降低生產(chǎn)成本.
回彈;壓彎L截面型鋼;有限元;相對(duì)彎曲半徑系數(shù)C
0 引言
回彈是板材沖壓成形過(guò)程中產(chǎn)生的一種缺陷,回彈的存在是不可避免的,影響回彈的因素多種多樣,關(guān)于回彈問(wèn)題人們也做了大量工作,主要是通過(guò)對(duì)回彈的預(yù)測(cè)和控制兩方面進(jìn)行研究,首先是對(duì)回彈進(jìn)行預(yù)測(cè),方法主要包括理論解析法,數(shù)值模擬法,實(shí)驗(yàn)法,然后通過(guò)改善成形工藝和模具補(bǔ)償法來(lái)實(shí)現(xiàn)對(duì)加工零件回彈的控制,近年來(lái),板材回彈的研究逐漸成熟[1-7].
回彈缺陷同樣影響著型材的加工成形,但相對(duì)于板材型材回彈預(yù)測(cè)缺少準(zhǔn)確的數(shù)據(jù)做指導(dǎo),傳統(tǒng)的沖壓手冊(cè)中關(guān)于回彈的經(jīng)驗(yàn)公式及模具設(shè)計(jì)數(shù)據(jù)也主要針對(duì)平面板材,應(yīng)用于型材有很大的誤差,使得型材彎曲模具設(shè)計(jì)費(fèi)時(shí)費(fèi)力,嚴(yán)重影響生產(chǎn)效率.壓彎成形作為一種經(jīng)濟(jì),高效的加工方法在實(shí)際的生產(chǎn)中得到普遍應(yīng)用,但是其精度較低,而且關(guān)于型材壓彎回彈的資料數(shù)量更是有限.因此,參考板材回彈研究方法對(duì)型材壓彎法進(jìn)行回彈研究對(duì)實(shí)際生產(chǎn)具有一定的指導(dǎo)意義.
1 工藝及理論分析
圖1所示為機(jī)車上使用的一個(gè)構(gòu)件—發(fā)電機(jī)風(fēng)道前托架,由材料為Q235的L截面型材通過(guò)壓彎成形.從尺寸上看零件的彎曲半徑較大,很難進(jìn)行一次性壓彎得到,必須通過(guò)多道壓彎才能實(shí)現(xiàn)成形.
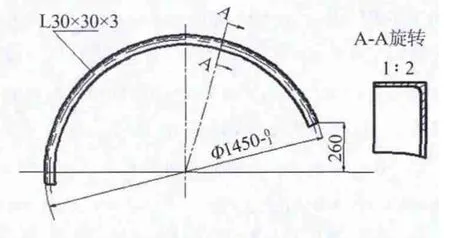
圖1 零件尺寸
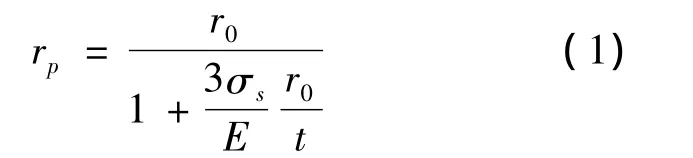
根據(jù)板材的回彈預(yù)測(cè)公式[8]:
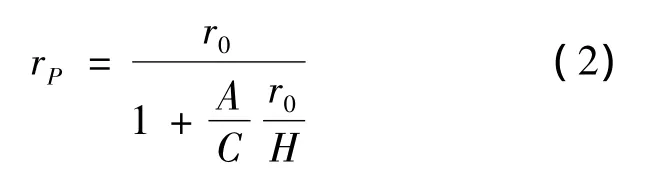
式中,rp為凸模圓角半徑(mm);r0為工件回彈后的半徑(mm);A為材料的彈性模量簡(jiǎn)化系數(shù)(A=3σs/E);C為相對(duì)彎曲半徑系數(shù);H為型材翼板的高度(mm).
將式(2)作為預(yù)測(cè)L截面型鋼回彈的公式,確定C值的大小是要解決的主要問(wèn)題,需要通過(guò)對(duì)具有不同的相對(duì)彎曲半徑r0/H的L截面型材進(jìn)行試驗(yàn)得到,試驗(yàn)時(shí)多次試模和修模工作量和費(fèi)用巨大,因此,需要借助有限元模擬軟件的輔助.
2 模擬分析
2.1 建立有限元模型
隨著計(jì)算機(jī)技術(shù)的快速發(fā)展數(shù)值模擬法被越來(lái)越多的應(yīng)用于解決塑性成形問(wèn)題,其中DYNAFORM軟件在分析板材的回彈問(wèn)題方面被廣泛的使用,通過(guò)數(shù)值模擬的方法對(duì)公式進(jìn)行檢驗(yàn)首先,建立有限元模型并劃分網(wǎng)格如圖2所示.單元類型采用BT殼單元,抽取坯料中性層來(lái)作為模型.劃分模具和坯料的最小網(wǎng)格尺寸均為為0.5 mm,最大為5 mm.設(shè)置凸模運(yùn)行速度為300 mm/s.利用動(dòng)力顯式算法計(jì)算壓彎過(guò)程,再通過(guò)靜力隱式計(jì)算卸載后的回彈.將每一步完成回彈計(jì)算坯料的文件(后綴名為dynain)重新導(dǎo)入到DYNAFORM前處理中,調(diào)整坯料與模具的相對(duì)位置,再進(jìn)行下一道壓彎和回彈計(jì)算[9].這樣做的目的是由于前一道工序的模擬結(jié)果直接影響下一道工序的模擬精度.通常在模擬板料的多步?jīng)_壓過(guò)程時(shí),都忽略了每道工序后板料的回彈,即忽略了板料在每道工序后的應(yīng)力變化,而板料的回彈計(jì)算精度又與其變形歷史密切相關(guān)[10].在多步?jīng)_壓模擬中間加進(jìn)回彈計(jì)算,相對(duì)傳統(tǒng)的多步?jīng)_壓模擬過(guò)程而然,避免了因忽略每道工序后的回彈而造成的應(yīng)力變化模擬不正確,進(jìn)而影響最終回彈精度[11].成形計(jì)算過(guò)程采用全積分單元,厚度方向5個(gè)積分點(diǎn),LS-DYNA中提供了12種迭代方法,其中BFGS法是缺省方法,這是目前最成功的一個(gè)變尺度算法,是一種擬牛頓法,收斂速度快,且具有較好的數(shù)值穩(wěn)定性.隱式參數(shù)的設(shè)置對(duì)回彈精度和收斂有重要影響[12-13].對(duì)于初步設(shè)計(jì)方案,進(jìn)行每一道壓彎時(shí)坯料的送進(jìn)量為1倍的凸模寬度,發(fā)現(xiàn)在翼板上存在一定的起皺現(xiàn)象,如果減小送料量會(huì)改善這種現(xiàn)象,并調(diào)整凸模和擋板的間隙為1.1倍的板厚,經(jīng)過(guò)多次模擬將每次的送料量確定為2/3倍的凸模寬度,修改后的模型如圖3所示,修改模型后既改善了翼板起皺現(xiàn)象又保證了給料量不至于影響效率,如圖4所示.
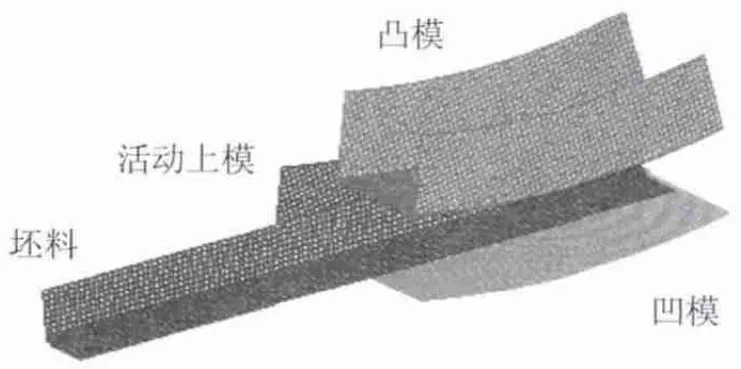
圖2 有限元模型的建立及網(wǎng)劃分
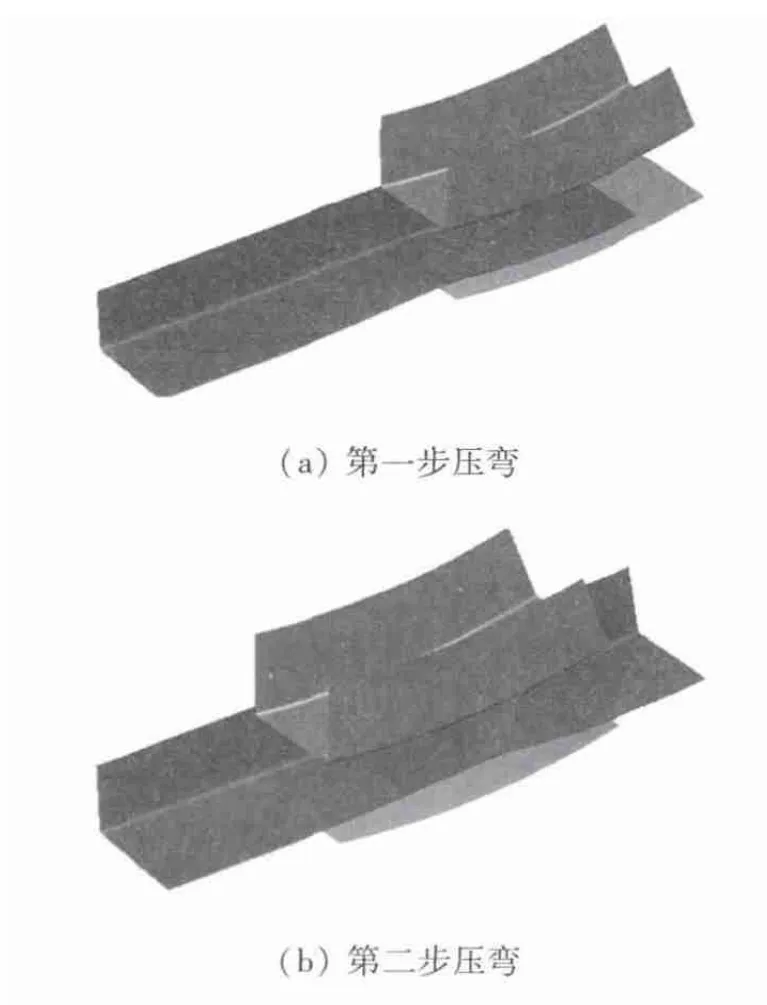
圖3 調(diào)整坯料給料量后的模型


圖4 兩種方案下的起皺現(xiàn)象分析圖
對(duì)截面30 mm×30 mm,材料為Q235的L截面型鋼,在不同的相對(duì)彎曲半徑r0/H情況下進(jìn)行模擬壓彎,并結(jié)合試驗(yàn)測(cè)量其回彈后的半徑值r0,再計(jì)算回彈半徑Δr=r0-rP,最終得到相對(duì)彎曲半徑r0/H與回彈半徑Δr的關(guān)系如圖5所示.模擬結(jié)果和試驗(yàn)結(jié)果得到較好的吻合,驗(yàn)證了模擬的可靠性.
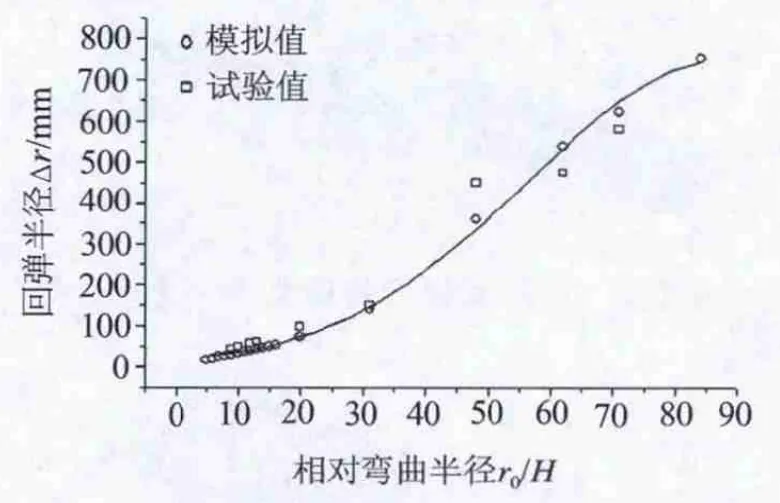
圖5 相對(duì)彎曲半徑r0/H和回彈半徑Δr的關(guān)系
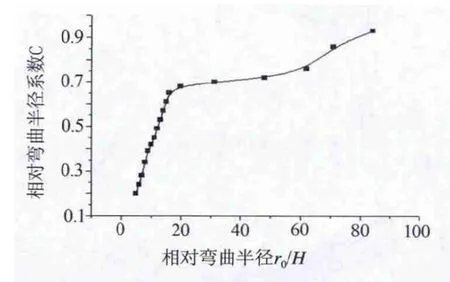
圖5 相對(duì)彎曲半徑r0/H與相對(duì)彎曲半徑系數(shù)C的關(guān)系
2.2 試驗(yàn)驗(yàn)證
對(duì)圖1所示的發(fā)電機(jī)風(fēng)道前托架進(jìn)行回彈的預(yù)測(cè),相對(duì)彎曲半徑r0/H=725/30≈24,彈性模量簡(jiǎn)化系數(shù)A=0.005,由圖5可以查得相對(duì)彎曲半徑系數(shù)C≈0.7,根據(jù)式(2)設(shè)計(jì)凸模圓角半徑rp≈619 mm,實(shí)際設(shè)計(jì)凸模圓角半徑為640 mm,與實(shí)際吻合的較好.
3 結(jié)論
(1)借助有限元模擬軟件DYNAFORM可以對(duì)回彈進(jìn)行預(yù)測(cè),并可以預(yù)先知道模具設(shè)計(jì)的不足;
(2)模擬軟件的參數(shù)設(shè)置的合理性直接影響模擬結(jié)果的準(zhǔn)確性,需要結(jié)合一定的試驗(yàn)來(lái)對(duì)預(yù)測(cè)精度加以保證;
(3)將板材回彈預(yù)測(cè)公式中的板厚t換成翼板高度H,并引入相對(duì)彎曲半徑系數(shù)C值,修改后的公式可以比較準(zhǔn)確的預(yù)測(cè)L截面型鋼壓彎回彈值,為實(shí)際生產(chǎn)中凸模的設(shè)計(jì)提供參考,減少試模次數(shù),降低成本.
[1]劉桂花,馮再新,賈青云,等.板料沖壓成形過(guò)程中回彈預(yù)測(cè)及控制的研究進(jìn)展[J].金屬鑄鍛焊技術(shù),2011(17):122-125.
[2]余同希,章亮熾.塑性彎曲理論及其應(yīng)用[M].北京:科學(xué)出版社,1992.
[3]HILL R.The Mathematical Theory of Plasticity[M].London:[s.n.],1950.
[4]JOHNSON W,YU T X.Springback after the biaxial elastic-plastic pure bending of a rectangular plate-I[J].International journal of mechanical sciences,1981,23:619-630.
[5]JOHNSON W,YU T X.On the range of applicability of results for the springback of an elastic-perfectly plastic rectangular plate after subjecting it to biaxial pure bending II[J].International journal of mechanical sciences,1981,23:631-637.
[6]林忠欽,劉罡,李淑慧,等.應(yīng)用正交試驗(yàn)設(shè)計(jì)提高U型件的成形精度[J].機(jī)械工程學(xué)報(bào),2002,38:83-89.
[7]楊雪春,董懿瓊,彭偉,等.U型件回彈控制模具補(bǔ)償法的研究[J].鍛壓技術(shù),2009,2(1):48-52.
[8]楊玉英,崔令江.實(shí)用沖壓工藝及模具設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2005.
[9]陳文亮.板料成型CAE分析教程[M].北京:機(jī)械工業(yè)出版社,2005.
[10]徐丙坤,施法中.板料沖壓成形回彈的數(shù)值模擬[J].北京航空航天大學(xué)學(xué)報(bào),2001(2):194-197.
[11]陳煒,王曉路,高霖.板料多步?jīng)_壓回彈的數(shù)值模擬研究[J].塑性工程學(xué)報(bào),2005(5):12-15.
[12]龔紅英.板料沖壓成形CAE實(shí)用教程[M].北京:化學(xué)工業(yè)出版社,2009.
[13]BRADLEY N,MAKER,XINHAI ZHU.Input Parameters for Metal Forming Simulation using LS-DYNA[M].Livermore:Software Technology Corporation,2000:1-10.
FEA and Prediction Study of Q235 L-Section Steel in Press Bending Springback Process
WANG Da-yong1,SHI Yang1,HUANG Yong-hong2
(1.School of Materical Science Engineering,Dalian Jiaotong University,Dalian 116028,China;2.Dalian Locomotive and Rolling Stock Co.,Ltd,CNR Group,Dalian 116022,China)
Bending process of generator air duct bracket was analysed,and the relative bending radius coefficient C was introduced to revise the traditional plate bending springback prediction formula to obtain springback prediction formula of L-section steel.The bending process of the L-section steel was simulated by DYNAFORM,and the springback was predicted.Value C was
by experiment,and the relationship between value C and relative bending radiusr0/Hwas summed up.The die radius needed can be obtained by the relation curve,then the design of the die and the bending craft was optimized,which is reference to the die design to reduce the experiment and the production cost.
springback;press bending L-section;FEA;relative bending radius coefficient C
A
式中,rp為凸模圓角半徑;r0為板材回彈后的半*
2013-03-28
10.13291/j.cnki.djdxac.2014.03.021
1673-9590(2014)03-0088-04
王大勇(1971-),男,副教授,學(xué)士,主要從事金屬塑性成形技術(shù)的研究
E-mail:wangdy@djtu.edu.cn.徑;σS/E為屈服強(qiáng)度和彈性模量的比值;t為板材厚度,而對(duì)于同種材料,L截面型鋼相對(duì)于等厚的板材只增加了一個(gè)高度為H的翼板,翼板對(duì)回彈起到限制的作用,板厚的作用不如翼板,所以,假設(shè)將式(1)中的t換成H,型材的相對(duì)彎曲半徑為r0/H,并且引入相對(duì)彎曲半徑系數(shù)C,因此將式(1)修改為
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(bào)(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
