能量集成常減壓系統的簡捷模型及優化
2014-02-05 02:38:04羅祎青王赫袁希鋼
化學工業與工程 2014年4期
羅祎青,王赫,袁希鋼
(天津大學化學工程聯合國家重點實驗室,天津300072)
常減壓系統是煉廠中原油加工的第一道工序,通過常減壓裝置將原油中的較輕餾分分割成汽油、柴油、潤滑油等產品,并將較重的餾分送入下游工序進行二次加工,其生產直接影響煉廠的經濟效益。同時,常減壓裝置又是煉廠中耗能最大的裝置之一,約占煉廠總能耗的25%~30%[1],所以降低裝置能耗,提高系統的熱量回收對煉廠有著重要的意義。
目前對于常減壓裝置的研究主要集中于流程模擬以及換熱網絡優化設計計算。如姚月華[2]應用ASPEN軟件,在流程模擬的基礎上研究了汽提蒸汽、爐出口溫度等參數對常減壓系統的影響;Gadalla[3]和 Friedler[4]針對常減壓系統的換熱網絡提出了優化方法,改善了系統的熱集成效果;Inamdar[5]采用Kumar[6]開發的基于平衡級理論的嚴格模型對常壓精餾塔進行了優化;張哲[1]和 Zhang[7]利用ASPEN軟件模擬對常減壓系統的年經濟收益進行了優化。但是,商業軟件和嚴格模型在計算中不容易收斂,并不適于多變量的優化計算,相比之下簡捷模型卻有比較好的收斂性和較快的求解速度,更適合于優化問題。但是常減壓裝置結構復雜,常用的Fenske-Underwood-Gilliland(FUG)簡捷算法不能直接應用于常減壓裝置,目前尚沒有較為完整的針對常減壓系統操作型計算的簡捷模型,Suphanit[8]提出了一種常壓精餾塔簡捷模型,但其主要是針對常壓塔的設計型計算。本研究基于FUG簡捷法和焓衡算提出了一種針對常減壓系統的操作型簡捷計算模型。以年最大凈利潤為目標,同時考慮產品收益和能量集成,利用PSO隨機粒子群算法[9]對常減壓系統進行了優化,并以現有的常減壓裝置為算例,得到了年凈利潤最大情況下的操作參數,并與嚴格模擬結果進行了對比。
1 常減壓精餾裝置簡捷模型
本研究的簡捷模型基于傳統簡單塔FUG簡捷算法,但對簡捷算法中的恒摩爾流假設做了改進。即在塔內相鄰的兩個恒濃區之間仍采用恒摩爾流假設,但在塔頂和塔底部分采用焓衡算來確定塔頂的氣液相流率和回流比[8]。在模型中,各組分的相對揮發度采用塔內各部分的幾何平均值。
將常減壓裝置熱力學等價為多個簡單塔的間接分離序列,如圖1所示。首先根據清晰分割和關鍵組分回收率初值,應用Underwood方程確定上部恒濃區的最小氣相流率Vm,pinch。然后通過塔頂部分的焓衡算來確定塔頂最小氣相流率和最小回流比Rmin。再根據理論塔板數以及Fenske方程、Gilliland關聯式和焓衡算確定實際的回流比R和產品流率及組成。當有汽提蒸汽存在時,由于其作用主要是降低油氣分壓,可認為汽提蒸汽全部在序列最頂端的塔頂冷凝器內冷卻。本研究中熱力學方法采用PR狀態方程,其對于低壓系統的石油餾分有較好的精度。
1.1 各塔段最小回流比的計算
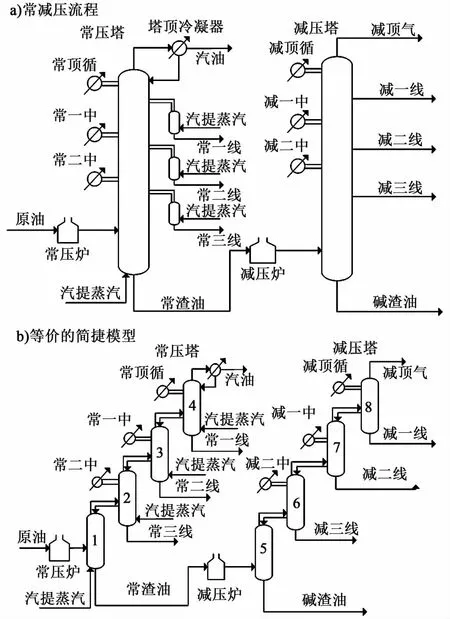
圖1 常減壓裝置流程及等價簡捷模型Fig.1 Flow sheet of crude oil distillation and equivalent shortcutm odel
當進料流股進入進料段時,若有汽提蒸汽VS的存在,汽提蒸汽會降低油品的分壓,進料會進一步蒸發。首先假定一個進料段分壓初值PIN0(PIN0小于塔的進料段壓力Pcol)。在PIN0下對進料進行絕熱閃蒸計算,得到一個新的進料熱狀態qFS,然后根據清晰分割和關鍵組分回收率RLK和RHK確定塔頂產品流率Dm和各組分流率 di,m,應用 Underwood方程來計算最小氣相流率Vm,pinch。
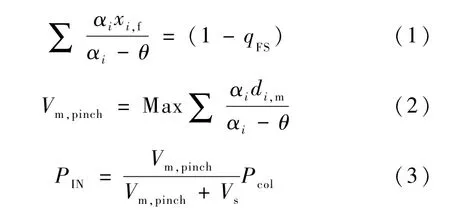
對于方程(1)的根,應有αLK<θ<αHK。應用公式(3)核算進料段分壓,然后更新初值并迭代計算,直到兩次迭代計算的分壓結果在誤差允許范圍內,此時可以計算得到精餾段恒濃區的最小氣相流率 Vm,pinch。
根據塔頂部分質量衡算,可求出精餾段恒濃區的最小液相流率 Lm,pinch。

應用公式(5)[10],計算恒濃區的液相組成[式(5)中 θHK<αHK]:

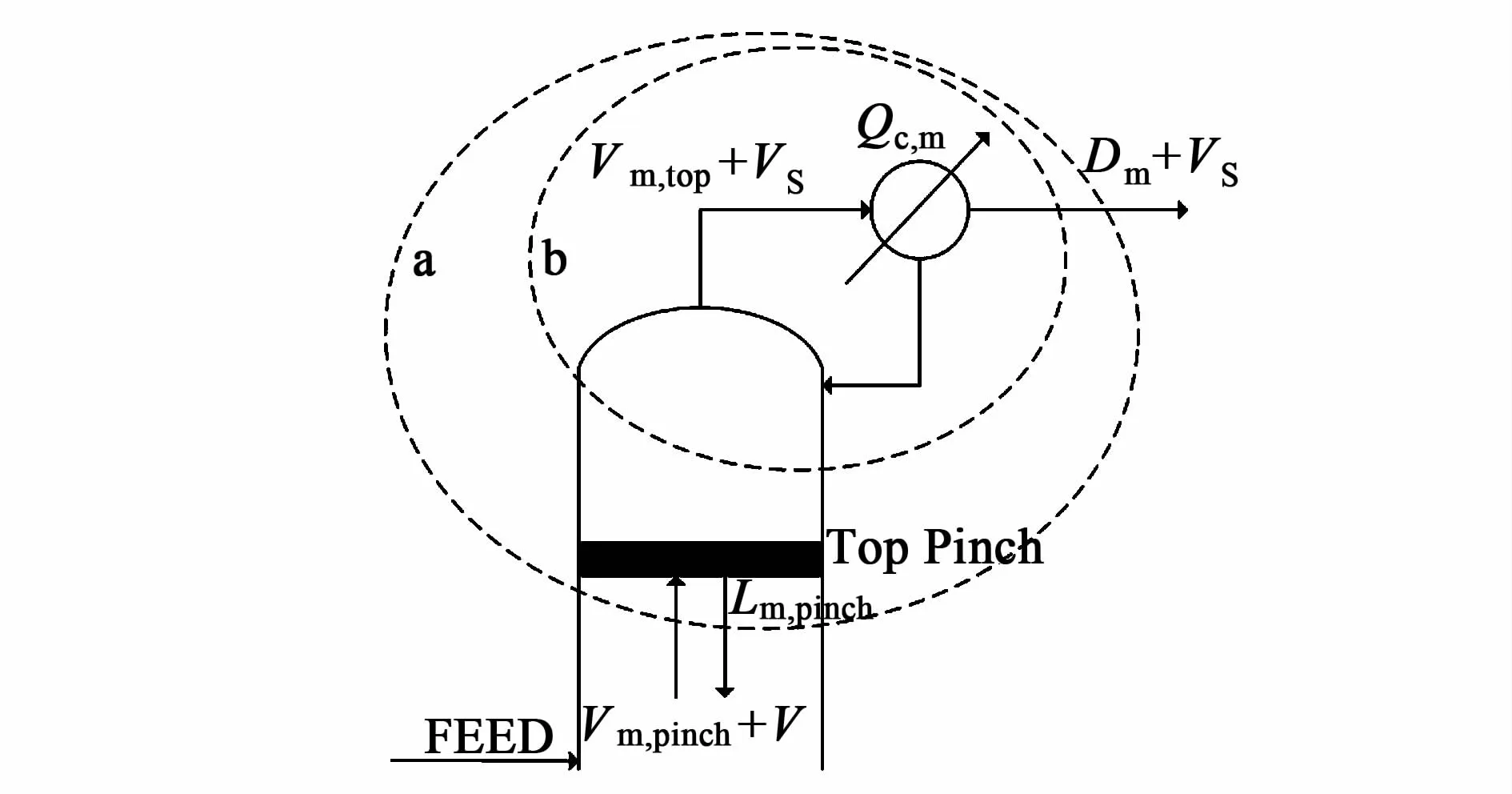
圖2 最小回流比下的塔頂計算Fig.2 Calcu lation of top section at m inim um reflux ratio
由此在塔內分壓下,利用泡點計算和露點計算可分別求得恒濃區的氣相組成 yi,pinch以及各流股的氣液相的溫度和焓值 HV,m,HL,m和 HD,m。 同樣可求得水蒸氣的焓變ΔHS。然后對圖2中的a區域和b區域分別進行焓衡算,可分別求出塔頂冷凝器的負荷 Qc,m和塔頂的最小氣相流率 Vm,top,由此可求得最小回流比Rmin:
1.2 實際回流比與產品組成的計算
應用Fenske方程,根據輕重關鍵組分的回收率可求出簡單塔的最小理論板數:

對于現有實際裝置可根據其塔板的形式和效率得到實際理論塔板數NR。根據Gilliland關聯式可求得實際回流比R:
由Fenske方程可計算全回流下的塔頂塔底組成:
實際回流比下的塔頂組成可由公式(13)[11]求出:

式(13)中 di,m為最小回流比下的塔頂組分流率;di,∞為全回流下的塔頂組分流率。
塔底組成可由質量衡算求出。由求得的實際塔頂產品流率D和組成di,以及實際回流比R,按照1.1中的步驟分別進行泡露點計算以及塔頂區域的焓衡算,即可求出實際回流比下的塔頂氣相流率Vtop以及塔頂冷凝器的實際負荷 Qc,然后對全塔進行焓衡算可求出塔底產品的焓,再利用泡點計算可求出塔底產品的溫度。
1.3 中段回流的計算及簡單塔的連接
在本研究的簡捷模型中,每個中段回流都位于簡單塔的頂端第一塊塔板,并且其液相的抽出和返回位置均在同一塊塔板。為計算中段回流的負荷,本研究引入了參數熱耦合度Δ:

式(14)中L0指不存在中段回流時,塔頂冷凝器的回流量;L*指存在中段回流時塔頂冷凝器的回流量,如圖3所示。
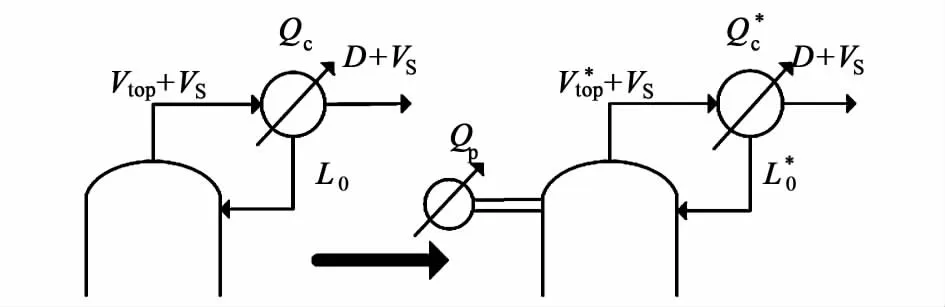
圖3 中段回流的計算Fig.3 Calcu lation of pum p-around
所以Δ的取值范圍在0到1之間(0≤Δ≤1)。求解時,首先計算不存在中段回流時的情況下塔頂回流量L0以及塔頂冷凝器負荷Qc,然后根據給定的熱耦合度Δ計算有中段回流存在的情況下塔頂回流量L*和塔頂冷凝器的負荷,Qc與的差值即為中段回流的熱負荷Qp,然后再根據塔頂的焓衡算計算塔頂的氣相流率以及中段回流中液相的組成、流率和溫度。對于減壓塔,通常情況下側線采出均采用全抽出的方式,即不存在內回流,所以在計算減壓塔時,Δ可取0。
當下游塔1和上游塔2連接時,如圖4所示,塔1的塔頂氣相流率 V1,top+VS1即為塔2的進料流率F2,塔1的塔頂液相回流 L1,top即為塔2返回塔1的液相流率D2(Draw2),塔2的凈進料量F2net等于塔1的塔頂餾出量D1+VS1,塔2凈進料的熱狀態q2net可由公式(15)計算:

式(15)中q2為F2在塔2進料段處的熱狀態。
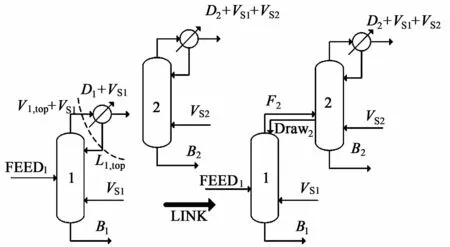
圖4 簡單塔的連接計算Fig.4 Calcu lation of sim p le colum n link
對于塔2,同樣可用1.1和1.2中描述的簡捷模型進行計算。
綜上,在本研究提出的簡捷模型中,對于常減壓裝置,首先將復雜的常壓和減壓精餾塔等價為簡單塔的間接分離序列,然后由下而上分別對每個簡單塔進行基于改進的FUG法和焓衡算的簡捷法計算,常壓塔和減壓塔采用相同的簡捷模型。當有汽提蒸汽存在時,要采用油氣的分壓進行計算。
2 能量集成的常減壓裝置優化方法
通過建立的常減壓裝置簡捷模型,對已有裝置,在保證各側線產品質量達到要求的限制下,進行操作型計算,同時考慮整個常減壓裝置的熱回收和產品利潤,對整個系統進行優化。
2.1 熱回收計算方法
常減壓系統的熱回收,主要是指利用系統產品流股以及中段回流熱量預熱進入裝置的原油,使其盡可能達到比較高的溫度,從而降低常壓爐的負荷。本研究應用夾點分析[12]的方法計算整個系統的熱回收量,避免換熱網絡結構設計,并能快速地得到一個準確的理論冷熱公用工程消耗量。本研究中,夾點溫差取20℃。
2.2 目標函數及優化方法
以常減壓裝置的年凈利潤最大為目標函數,年凈利潤即為裝置產品收益減去冷熱公用工程消耗、原油成本以及汽提蒸汽消耗:


式(16)中,P為年凈利潤,元;Fi為各產品的質量流率,t/h;Pi為各產品價格,元/t;QCW和 QF分別為冷熱公用工程負荷,kW;PCW和PF分別為冷熱公用工程價格,元/(kW·h);FC為原油質量流率,t/h;PC為原油價格,元/t;FSTj為各汽提蒸汽量,kg/h;PST為汽提蒸汽價格,元/kg。整個裝置的工作時間為8 400 h/a。
優化過程中,以各簡單塔的輕重關鍵組分回收率RLK和RHK為優化變量。對一個簡單塔,輕重關鍵組分的回收率不僅影響本塔塔頂塔底的產品流率以及產品質量(蒸餾曲線),同時基于整個系統的質量守恒,其對上游塔的產品流率和產品質量也會造成影響。本研究應用 Rastogi[13]提出的以產品中各組分的摩爾分率和物性為基礎,計算產品 ASTM D86蒸餾曲線的方法計算每個產品物流的ASTM D86 95%點,并以實際生產中的產品質量要求(D86 95%點)作為約束條件。各產品的D86 95%點約束范圍如表1所示。
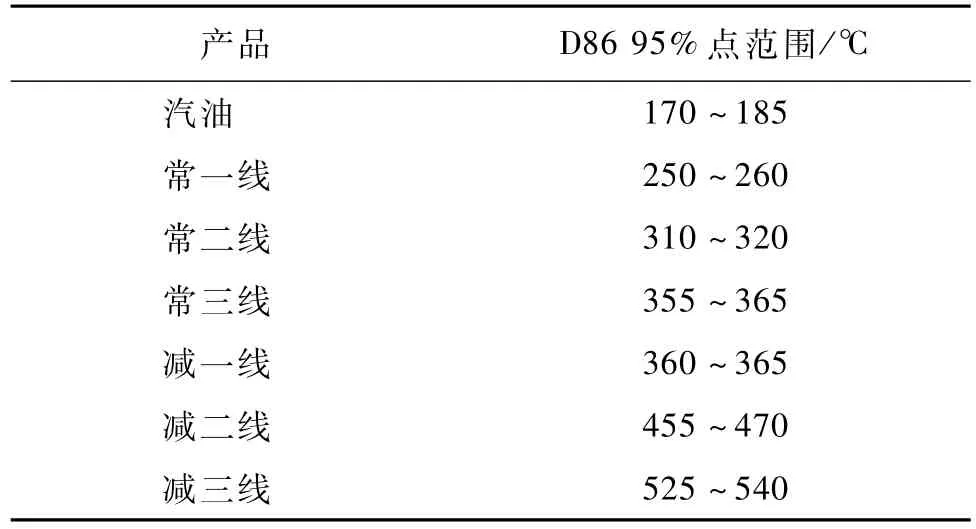
表1 產品D86 95%點范圍Table 1 Bounds of p roducts'D86 95%point
應用MATLAB軟件對簡捷模型和夾點分析計算進行編程,以最大年凈利潤為目標函數,應用PSO隨機粒子群算法對整個系統進行優化。
3 算例及優化結果
以國內某實際常減壓裝置為例,應用常減壓系統簡捷模型進行優化計算,并將優化結果與現場數據以及嚴格模擬結果進行對比。
3.1 原油數據與裝置參數
算例中裝置原油處理量為540 t/h,所采用的原油蒸餾曲線數據如表2所示。由D86曲線生成的假組分數據如表3所示。
進行簡捷計算時,各簡單塔的輕重關鍵組分選擇如表4所示。
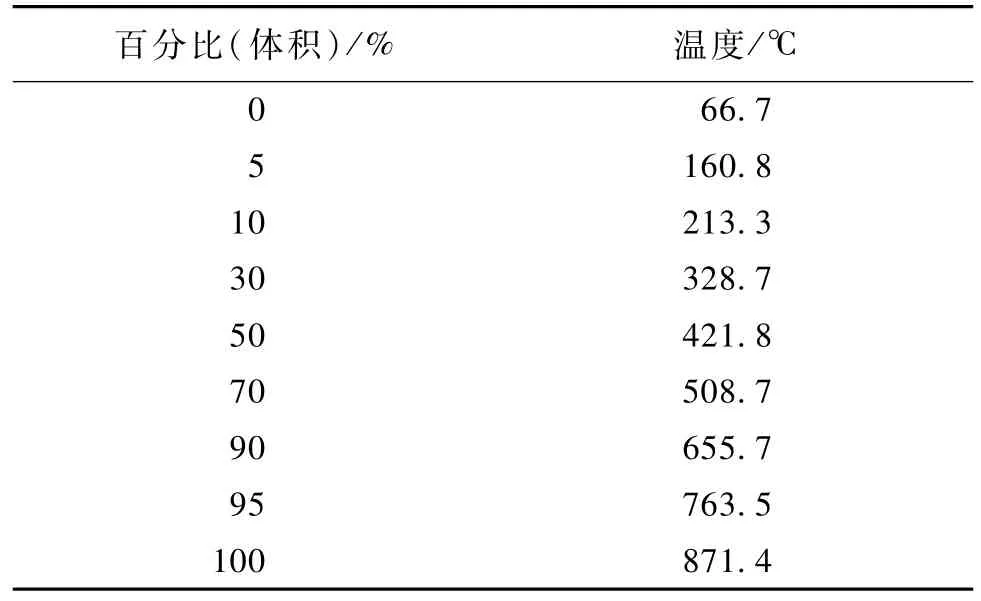
表2 原油ASTM D86蒸餾曲線數據Table 2 ASTM D86 data of crude oil
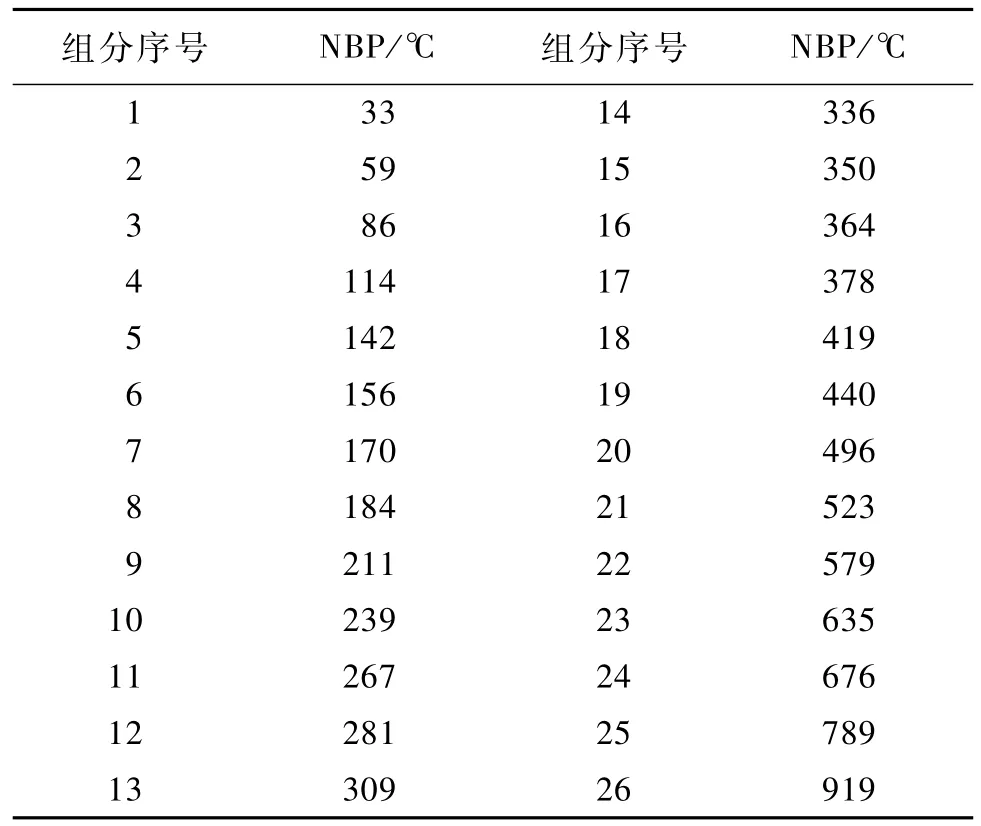
表3 假組分數據Table 3 Data of pseudocom ponen t
實際常減壓裝置的結構如圖1a)所示,與其等價的簡單塔分離序列以及相應的側線、中段回流和汽提蒸汽的位置如圖1b)所示。常壓塔帶有汽提蒸汽,減壓塔采用干式蒸餾。常壓爐出口溫度為370℃,減壓爐出口溫度為392℃,常壓塔頂冷卻溫度為47℃。裝置的具體參數如表5所示。
減壓塔由于側線為全抽出方式,所以減壓部分的各塔熱耦合度為0,減壓塔頂沒有冷凝器,減頂循就相當于塔8的塔頂冷凝器。對于常壓塔,為達到最大的熱回收量,最大利用高溫位的熱量,將常壓塔中塔2和塔3的中段回流熱耦合度設為0,塔4的中段回流為常頂循,其熱耦合度為0.7。
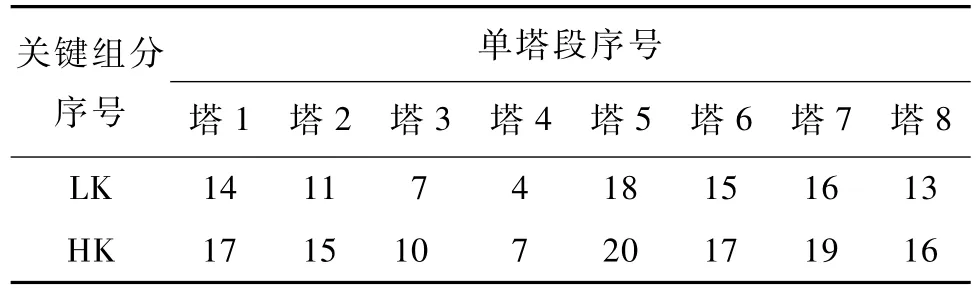
表4 各簡單塔的輕重關鍵組分Table 4 LK and HK com ponents for each sim p le colum n
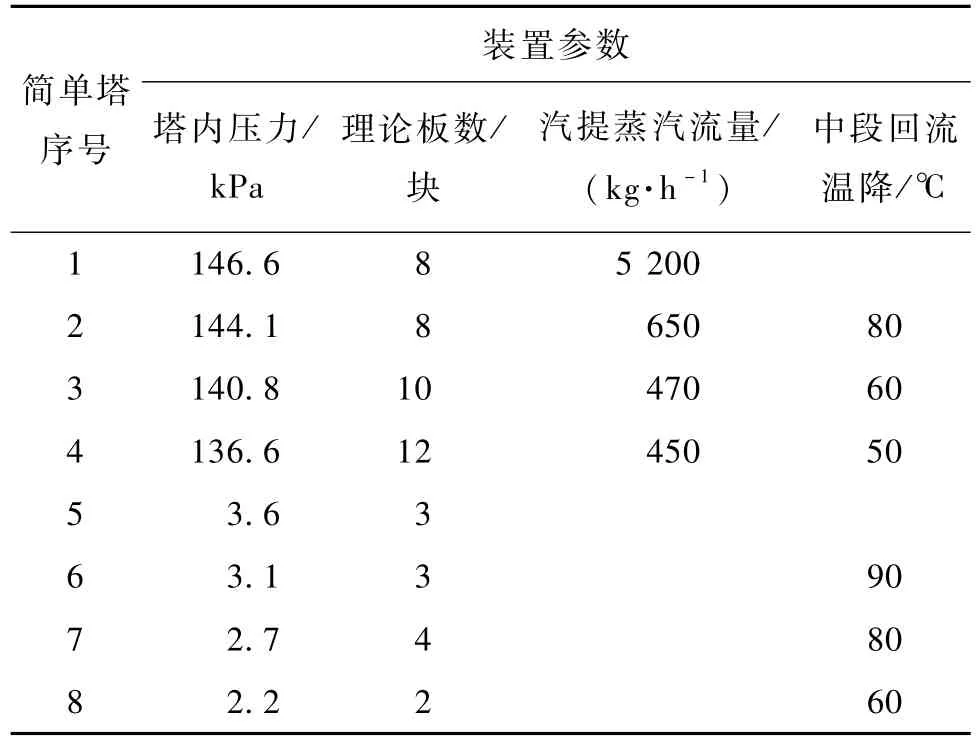
表5 常減壓裝置操作參數Table 5 Operating param eters of crude oil d istillation
3.2 優化結果
根據現有裝置的操作參數以及原油的假組分數據,用本研究中提出的簡捷模型和優化方法對實際裝置進行優化計算。同時以簡捷模型中產品D86 95%點溫度和中段回流熱負荷的結果為設計規定,其他結果為初值,利用ASPEN軟件的PetroFrac嚴格模型對簡捷模型的計算結果進行嚴格模擬,所得對比結果如表6~表9所示。

表6 產品流率結果對比Table 6 Com parison of p roduct flow rate resu lts
表6和表7的結果表明,在保證各產品質量在規定范圍內的前提下,通過優化顯著改善了常減壓裝置的產品分配,提高了汽油、常一線等較輕餾分的產量,有利于提高裝置的產品收益。從表8的結果可以看出,優化后的結果與現場數據相比增加了常二中、減二中等高溫位的中段回流量,這有利于系統熱量的回收,降低能量消耗。表9的結果則表明,優化后產品收益和能量消耗都有所改善,年凈利潤增加了4 800萬元。同時簡捷模型的計算結果與嚴格模型的計算結果吻合較好,表明本研究提出的簡捷模型適用于常減壓裝置的操作型計算及優化。

表7 產品D86 95%點溫度結果對比Table 7 Com parison of tem perature for p roduct D86 95%
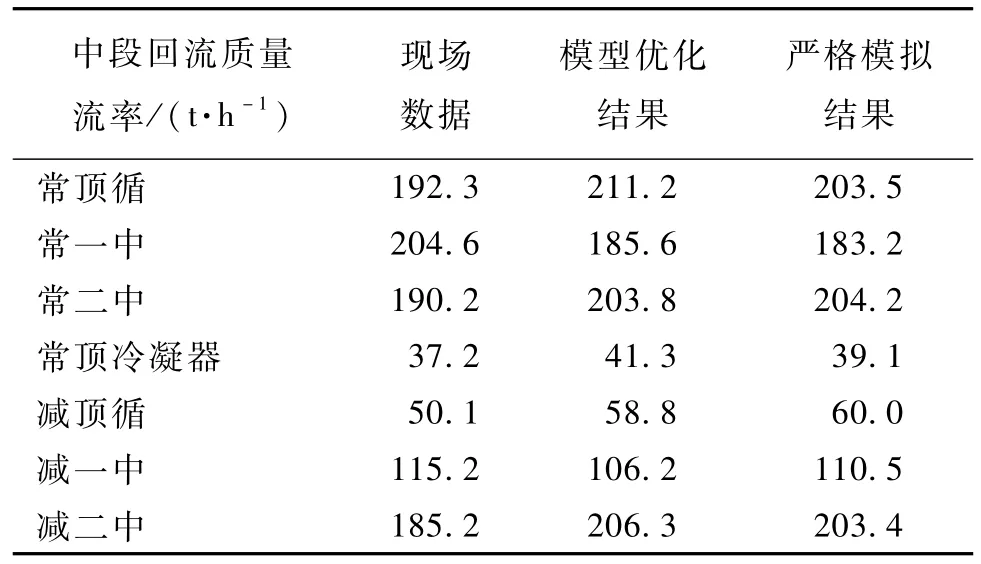
表8 中段回流結果對比Table 8 Com parison of pum p-around resu lts
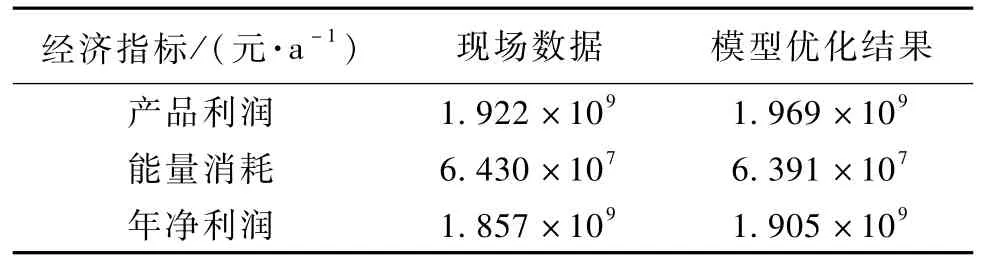
表9 年凈利潤結果對比Table 9 Com parison of annualized net profit results
4 結論
提出了一種基于FUG簡捷法和焓衡算的常減壓系統的操作型簡捷計算模型,建立了以年最大凈利潤為目標,同時考慮產品收益和能量集成的優化方法。通過優化算例,不僅得到了理想的優化結果,而且結果表明本文提出的簡捷算法適用于常減壓系統的操作型優化計算,計算結果比較準確。
[1]張哲,盧濤.基于 Aspen Plus的常壓蒸餾裝置流程優化[J].北京化工大學學報,2009,36:109-112 Zhang Zhe,Lu Tao.Optimization of the atmospheric distillation unit using Aspen Plus[J].Journal of Beijing University of Chemical Technology,2009,36:109-112(in Chinese)
[2]姚月華,陳晏杰,張香平,等.原油常減壓蒸餾裝置的流程模擬及參數優化[J].過程工程學報,2011,11(3):405-413 Yao Yuehua,Chen Yanjie,Zhang Xiangping,et al.Simulation and parameter optimization of crude oil atmospheric and vacuum distillation process[J].Process Engineering,2011,11(3):405-413(in Chinese)
[3]Gadalla M,Jobson M,Smith R.Optimization of existing heat-integrated refinery distillation systems[J].Trans IChemE,2003,81(1):147-152
[4]Friedler F.Process integration,modeling and optimization for energy saving and pollution reduction[J].Applied Thermal Engineering,2010,30(16):2 270-2 280
[5]Inamdar S V,Gupta K S,Saraf D N.Multi-Objective optimization of an industrial crude distillation unit using the elitist non-dominated sorting genetic algorithm[J].Chemical Engineering Research and Design,2004,82(5):611-623
[6]Kumar V,Sharma A,Chowdhury I R,et al.A crude distillation unit model suitable for online applications[J].Fuel Processing Technology,2001,73(1):1-21
[7]Zhang N,Sm ith R,Bulatov I,et al.Sustaining high energy efficiency in existing processes with advanced process integration technology[J].Applied Energy,2013,101:26-32
[8]Suphanit B.Design of complex distillation systems[D].Manchester,UK:UMIST,1999
[9]Luo Y,Yuan X,Liu Y.An improved PSO algorithm for solving non-convex NLP/M INLP problems with equality constraints[J].Computers and Chem ical Engineering,2007,31(3):153-162
[10]King C J.Separation Processes[M].New York:McGraw-Hill Inc,1980
[11]Treybal R E.Mass transfer operations[M].New York:McGraw-Hill Inc,1979
[12]Linnhoff B,Hindmarsh E.The pinch design method of heat exchanger networks[J].Chemical Engineering Science,1983,38(5):745-763
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14