乙烯熱泵系統的換熱網絡分析
2014-02-05 02:38:05張來勇郭緒強楊慶蘭孫長庚
化學工業與工程 2014年4期
張來勇,郭緒強,姜 波,楊慶蘭,孫長庚
(1.中國寰球工程公司,北京,100012;2.中國石油大學(北京),北京,102249)
節能降耗、挖潛增效是提高企業經濟效益的有效途徑,作為耗能大戶的石化行業擔負著艱巨的節能減排任務,特別是在碳交易稅將要征收的形勢下,石化行業在新裝置的建設過程中更加需要重視能耗問題。開發出低能耗的工藝流程是石化行業實現節能降耗的最有效的途徑,而通過換熱網絡分析可提高能量回收與再利用率,為工藝設計過程提供有效的節能方案。
換熱網絡的優化節能研究工作開始于20世紀60 年代,1978年 Linnhoff等提出夾點技術[1],國際上各大工程公司、研究院所及模擬軟件提供商紛紛采用夾點技術來開發和優化換熱流程,從換熱網絡的合成、分析、模擬、換熱器的優化設計到換熱網絡的靈敏度分析及優化控制都有了一定的研究成果并開發了相應的軟件,取得了可觀的經濟效益[2-6]。
乙烯是有機化工工業中最重要的一種基礎原料,國際上以一個國家的乙烯產量作為衡量其石油化工發展水平的重要標志。乙烯生產裝置工藝流程長,操作參數覆蓋范圍廣,換熱網絡復雜。中國寰球工程公司自主開發了大型乙烯裝置的工藝包,開發過程中根據夾點理論,對系統進行了能量分析。本論文利用Aspen Energy Analyzer工具軟件對裝置中的熱泵系統換熱網絡進行了分析。
1 流程簡述
本套裝置乙烯精餾部分的流程是將乙烯精餾塔和乙烯壓縮機組成了低壓開式熱泵。(見圖1)。熱泵系統包括乙烯精餾塔、乙烯壓縮機、換熱器等主要設備。乙烯壓縮機為三段制冷壓縮機,提供-101和-76℃兩個級位的冷量。混合碳二經乙烯精餾塔分離后,可得到摩爾分數大于99.95%的乙烯。
乙烯裝置前序分離工段分離所得的混合碳二餾分(乙烯和乙烷)進入乙烯精餾塔 T-1,塔釜得到乙烷產品,從乙烯塔頂分離出合格的乙烯氣相產品,氣相乙烯經分離罐V-103進入乙烯壓縮機二段,與來自一段的氣相混合后進行壓縮,在壓縮機二段出口抽出部分乙烯經乙烯機二段出口冷卻器E-104部分脫過熱后作為乙烯精餾塔再沸器的熱源,同時本身被冷凝,再經塔進料換熱器E-106過冷后作為回流回到乙烯塔頂;未從二段抽出的氣相乙烯經壓縮機三段壓縮后,再經乙烯機三段出口冷卻器E101和E102脫過熱,然后被乙烯冷凝器E-103冷凝,冷凝后的液相乙烯部分作為產品送出,其余部分再經乙烯冷劑過冷器E107過冷后作為乙烯精餾回流的補充。
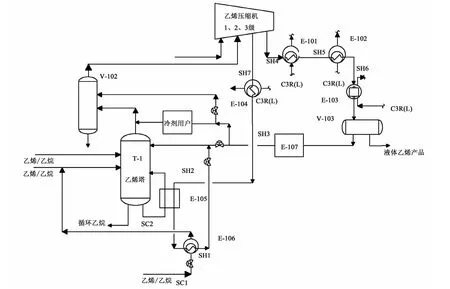
圖1 開式熱泵工藝簡圖Fig.1 Process diagram of opening heat pum p
2 換熱網絡分析
將熱泵系統中用于換熱網絡分析所需的數據提取到Aspen Energy Analyzer中,見表1。此段換熱網絡共涉及3股冷物流和7股熱物流,冷公用工程分別為7,-15,-25和-40℃的丙烯。得到的工藝物流的換熱網絡復合曲線及換熱網絡平衡復合曲線如圖2和圖3所示。
對于一個理想狀況下能夠達到最大能量回收的初始網絡進行優化的目的,就是使其所含的換熱設備數降至或接近最少,以減少設備投資,但這通常會引起操作費用增加[7]。因此,在實際設計過程中,一個最可行的換熱網絡需結合實際問題對公用工程費用與設備投資費用進行權衡,從而制定適當的設計方案。
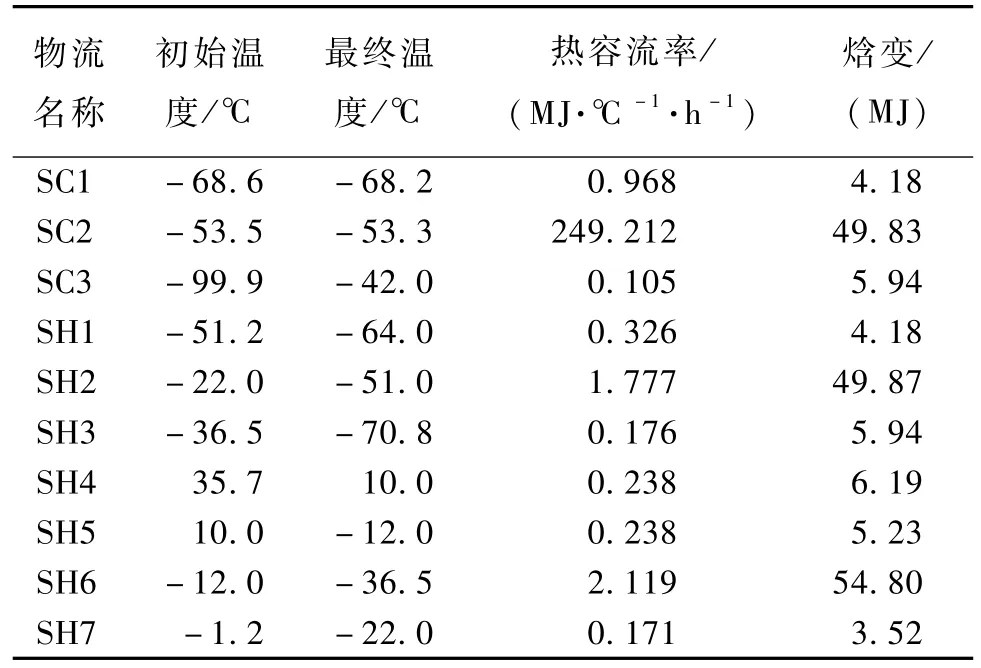
表1 工藝物流數據Table 1 Process stream s data
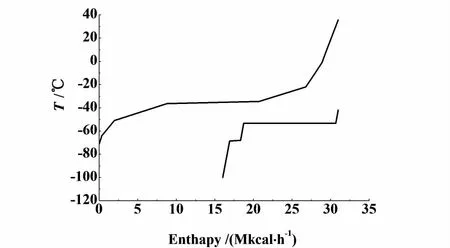
圖2 換熱網絡復合曲線Fig.2 Com posite curve of heat exchange network
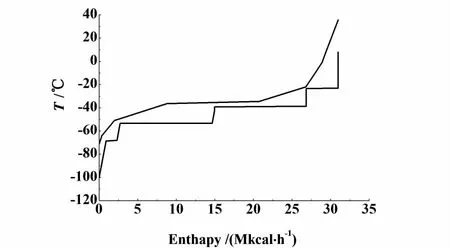
圖3 換熱網絡平衡復合曲線Fig.3 Balanced com posite curve of heat exchange network
在換熱網絡的優化中最小傳熱溫差△Tmin的選取十分重要。對于一個初始的換熱網絡進行設計時,△Tmin選取的越小,則整個系統熱回收量越大,但所需換熱面積將增大,設備投資費用將增加;而△Tmin選取較大,換熱面積雖然減小,但系統回收的能量減少,公用工程的消耗量將增加,即操作費用將提高。△Tmin的選取決定了換熱網絡平衡復合曲線上冷、熱物流曲線的相對位置,進而決定了最小的冷、熱公用工程的用量。因此,△Tmin值應綜合考慮設備投資及公用工程消耗,同時結合實際的設備工藝參數選取。一般可以選取合理的初始經驗值,普通的列管式換熱器,△Tmin一般在10℃或者20℃[8],對于單位體積換熱面積比較大的板翅式換熱器,制造廠家一般推薦△Tmin為2℃,在換熱網絡的設計與分析過程中可根據優化目標進行調整。
熱泵系統中涉及的能量利用全部為低溫位能量,為增加能量的回收率,本系統中部分換熱器(如E-103)使用了板翅式換熱器,因此選取最小傳熱溫差△Tmin初始值2.0℃,由軟件計算得到,夾點溫度范圍為 -21.4℃ 至 -23.4℃。這表明在理想狀況下,此時系統能量回收可達最大值,公用工程用量最小。
圖4為利用Aspen Energy Analyzer軟件生成的換熱網絡圖。
由圖4及計算結果可知,現有的換熱網絡中存在著兩臺跨夾點換熱的換熱器 E-103和 E-104,跨越夾點的傳熱負荷為2.09 k J/h,這將導致公用工程的用量超過理想的最小值,進而影響整個系統的熱量回收,這表明此換熱網絡還可進一步優化。從計算結果可知,換熱器E-104跨夾點的傳熱值很小,接近于0,大部分的跨夾點的傳熱是由換熱器 E-103造成的,熱流股 SH4/5/6經換熱器 E-101和 E-102冷卻至-12℃后,和換熱器E-103換熱由-12℃冷卻到了-36.5℃,存在跨夾點換熱。因而可考慮增加一臺換熱器E-NEW,用丙烯冷劑先將熱流股冷卻至-21℃,這可以減少換熱器 E-103的負荷,采用此方案得到新的換熱網絡,見圖5,得到跨夾點傳熱負荷為0。
對增加換熱器E-NEW前后的公用工程消耗量進行了核算,列于表2。由表2中數據可知,增加換熱器E-NEW后10 MPa蒸汽和冷卻水的用量均可節約,按照當地的公用工程價格折算后每年可節約資金29.3萬元。而為實現換熱目標新增這臺換熱器為板翅式換熱器,購買此換熱器及相關輔助管線、閥門和施工等的費用超過300多萬,回收周期超過10年。因此,如果在本段工藝中增加此板翅式換熱器,既增加了系統的復雜性,又增加了系統的投 資,器,既增加了系統的復雜性,又增加了系統的投資,經綜合考慮費用及裝置操作、運行等因素,在最終設計方案中確定不增加此換熱器。
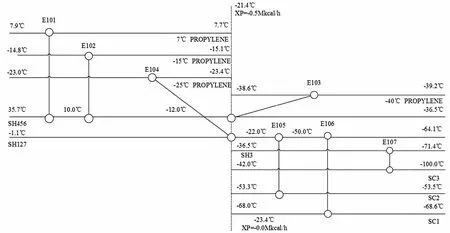
圖4 熱泵系統換熱網絡圖Fig.4 Heat exchange network diagram of heat pum p system
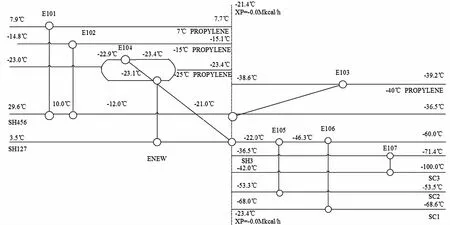
圖5 增加換熱器后的換熱網絡圖Fig.5 Heat exchange netw ork diagram with heat exchanger
此外,設計過程中還核算了乙烯塔采用不同操作壓力時的能耗情況。合理的乙烯塔操作壓力取決于乙烯壓縮機的級數、各級冷劑的溫位及相關的工藝路線等。系統乙烯塔T-1的操作壓力為0.41 MPa(a),將塔壓提高0.05 MPa后,其它工藝參數也將隨之發生相應的變化,各股物流的流量發生變化,塔頂溫度升高,即此溫位冷劑溫度將升高(由-76升至 -72℃),使用此溫位冷劑的用戶熱側出口溫度升高。此外,由于乙烯塔壓力增加,乙烯壓縮機一段排出壓力也需增加;為維持乙烯塔底再沸器E-105兩側合理的溫差,二段出口壓力需相應增高,根據乙烯氣液平衡蒸餾曲線的斜率變化可知,二段增加的絕對值要比一段高一些,經計算,二段出口壓力增加值為0.17 MPa,乙烯壓縮機三級排出壓力不變,造成三級壓縮機出口和進口壓力比降低。提高乙烯塔壓力0.05 MPa前后能耗的對比列于表3。結果表明,提高塔壓,雖可減少公用工程的消耗量,但隨著乙烯塔壓力的不斷升高,壓縮機的各級壓縮比分配將偏離合理區間,同時還會引起部分換熱器的面積增加,導致投資增漲,較高的乙烯塔T-1操作壓力不合理,最終確定維持較低的乙烯塔壓力0.41 MPa(a)。
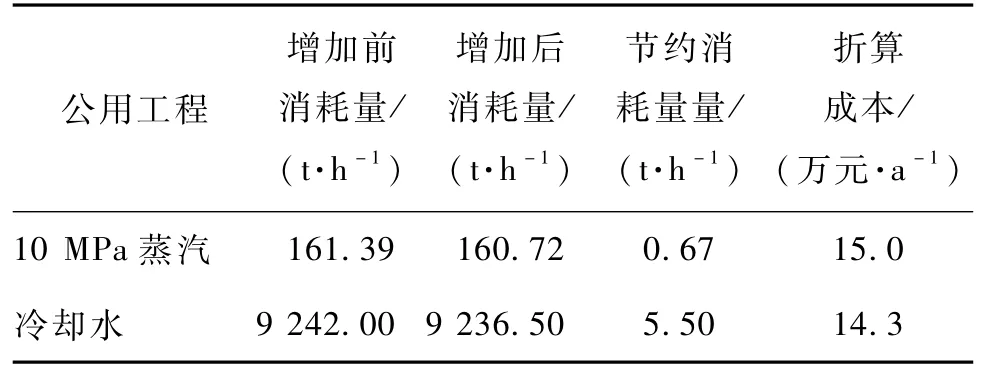
表2 增加換熱器E-NEW前后的成本核算Table 2 Consum p tions of heating and cooling utility with heat exchanger E-NEW
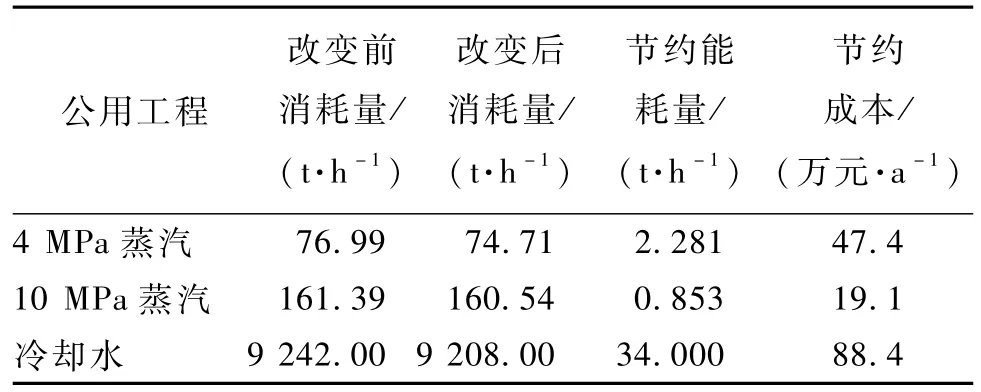
表3 改變塔壓前后的公用工程消耗量Table 3 Consum p tions of utility change the p ressure before and after
3 結論
對乙烯裝置熱泵系統換熱網絡進行了分析,并提出了優化節能的方法,如增加換熱器,雖可消除跨越夾點換熱,但其投資費用較高,經核算確定不增加此換熱器;而提高乙烯塔的操作壓力,雖可使裝置能耗降低,但綜合考慮投資費用、操作費用及壓縮機設計的合理性,確定維持低壓塔操作。綜上,在工藝設計過程中,不能單純追求低能耗,而應綜合考慮設備投資、操作費用、投資回收周期及施工布置等因素,從而得出合理的設計方案。
[1]Linnhoff B,Flower J R.Synthesis of heat exchanger networks[J].AIChE,1978,24(4):633-642
[2]高維平,于為人,韓方煜.智能法合成最優換熱網絡[J].化工學報,1990,41(3):353-363 Gao Weiping,Yu Weiren,Han Fangyu.An artificial intelligence approach to the synthesis of optimized heat exchanger networks[J].Journal of Chemical Industry and Engineering(China),1990,41(3):353-363(in Chinese)
[3]楊瑩,高維平.換熱網絡的分析 [J].計算機與應用化學,2004,21(1):135-140 Yang Ying,Gao Weiping.Analysis of heat exchanger network [J].Computers and Applied Chemistry,2004,21(1):135-140(in Chinese)
[4]高維平.換熱網絡的流程模擬系統 [J].計算機與應用化學,1992,9(4):301-307 Gao Weiping.Process simulation system of exchanger networks[J].Computers and Applied Chemistry,1992,9(4):301-307(in Chinese)
[5]高維平,楊瑩,欒國顏,等.具有任意結構換熱網絡的靈敏度分析 [J].計算機與應用化學,1998,15(3):158-164 Gao Weiping,Yang Ying,Luan Guoyan,et al.Sensitivity analysis of heat exchanger networks with various configurations[J].Computers and Applied Chemistry,1998,15(3):158-164(in Chinese)
[6]高海見,邢濤.甲基叔丁基醚裂解制高純異丁烷換熱網絡優化 [J].化學工程,2010,38(10):82-85 Gao Haijian,Xing Tao.Optimization of heat exchanger network in producing high-purity isobutane by methyl tert-butyl ether cracking[J].Chemical Engineering,2010,38(10):82-85(in Chinese)
[7]詹世平.換熱網絡的夾點設計法 [J].化學工業與工程,1999,20(2):4-7 Zhan Shiping.Pinch point design method for heat exchanger network [J].Chemical Industry and Engineering,1999,20(2):4-7(in Chinese)
[8]Linnhoff B,Townsend DW,Boland D,et al.Pinch A-nalysis and Process Integration [M].Second edition.United Kingdom:Butterworth-Heinemann,2007
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
筑路機械與施工機械化(2014年4期)2014-03-01 02:58:34