機電一體化人才快速培養教學設備設計
2014-02-07 01:22:00楊文杰
機電工程技術 2014年6期
楊文杰
(廣東省技師學院,廣東博羅 516100)
1 技術背景
機電一體化教學培訓設備是一種能夠開發培訓學員動手及動腦能力的教學設備,其通過模擬機械相關動作而使培訓學員更加容易地掌握各種知識。然而,目前市場上銷售的類似教學培訓設備沒有氣缸、步進電動機、直流電機及機械結構實現控制動作,其僅僅靠指示燈的亮滅來模擬機械相關的動作,不夠直觀、培訓學員不容易理解。而能達到類似功能的教學培訓設備則把電器控制部分和機械執行結構完全分開,使得教學培訓設備體積龐大、重量重,不便于移動,從而使得使用起來較為不方便。
2 設備研制
有鑒于此,該設備針對現有技術存在之缺失,其主要目的是提供一種機電一體化及自動化教學培訓設備,從而有效解決現有教學培訓設備工作過程不直觀、不容易被理解、并且體積大、重量重導致使用不方便的問題。
為實現上述目的,該設備采用如下技術方案。
(1)機電一體化及自動化教學培訓設備,包括有安裝底板以及設置于安裝底板上的控制電路板、PLC、開關電源、傳送帶和收料槽,設備的實物圖如圖1。其中為了提高教學培訓的實用性,將PLC和開關電源的端子連接到控制電路板上。
圖2為該設備的結構示意圖。

圖1 機電一體化培訓設備
(2)傳送帶由直流齒輪電機帶動,該傳送帶的側旁沿傳送帶延伸的方向依次設置有檢測傳感器、第一推桿氣缸、分揀傳感器、第二推桿氣缸和送料氣缸,該傳送帶的輸出端處設置有到位檢查傳感器。
(3)該傳送帶與收料槽之間設置有轉盤,轉盤由步進電動機帶動旋轉,轉盤的側旁設置有用于把物件頂到收料槽的頂料氣缸和用于將物料拉出的收料氣缸。
安裝底板上設置有多個電磁閥,這些電磁閥分別通過氣管與前述第一推桿氣缸、第二推桿氣缸、送料氣缸、頂料氣缸和收料氣缸連接。
安裝底板上設置有步進驅動器,該步進驅動器位于步進電動機的側旁,連接控制電路板和步進電動機。
轉盤的側旁設置有用于控制轉盤旋轉角度的旋轉編碼器,該旋轉編碼器與控制電路板連接。
安裝底板上設置有人機界面,該人機界面與控制電路板連接。
控制電路板上設置有編碼器插孔、傳感器插孔、PLC輸入插孔、按鈕及插孔、PLC輸出插孔、繼電器、繼電器插孔、保險絲、扭子開關、電源插孔、指示燈及插孔、步進驅動器信號插孔、人機界面輸入插孔以及人機界面輸出插孔。
傳送帶與收料槽彼此平行間隔設置。
該設備與現有技術相比具有明顯的優點和有益效果,具體而言,由上述技術方案可知:通過在安裝底板上設置有各個氣缸、步進電動機、直流電機及各種機械結構實現控制動作,取代了傳統靠指示燈的亮滅來模擬機械相關的動作,模擬機械相關動作更加直觀、更容易理解;該設備具有體積小、重量輕、攜帶方便等優點,并且功能齊全,便于學員在各個場合自學;各個功能部件可以單獨教學,也可以組合起來實現負雜的功能,便于教學的開展,還可配合全新的教學思維模式,可以達到很好的效果;同時,由于該設備高度集成,大量采用剪折配件,大大降低了成本,便于廣泛推廣使用。
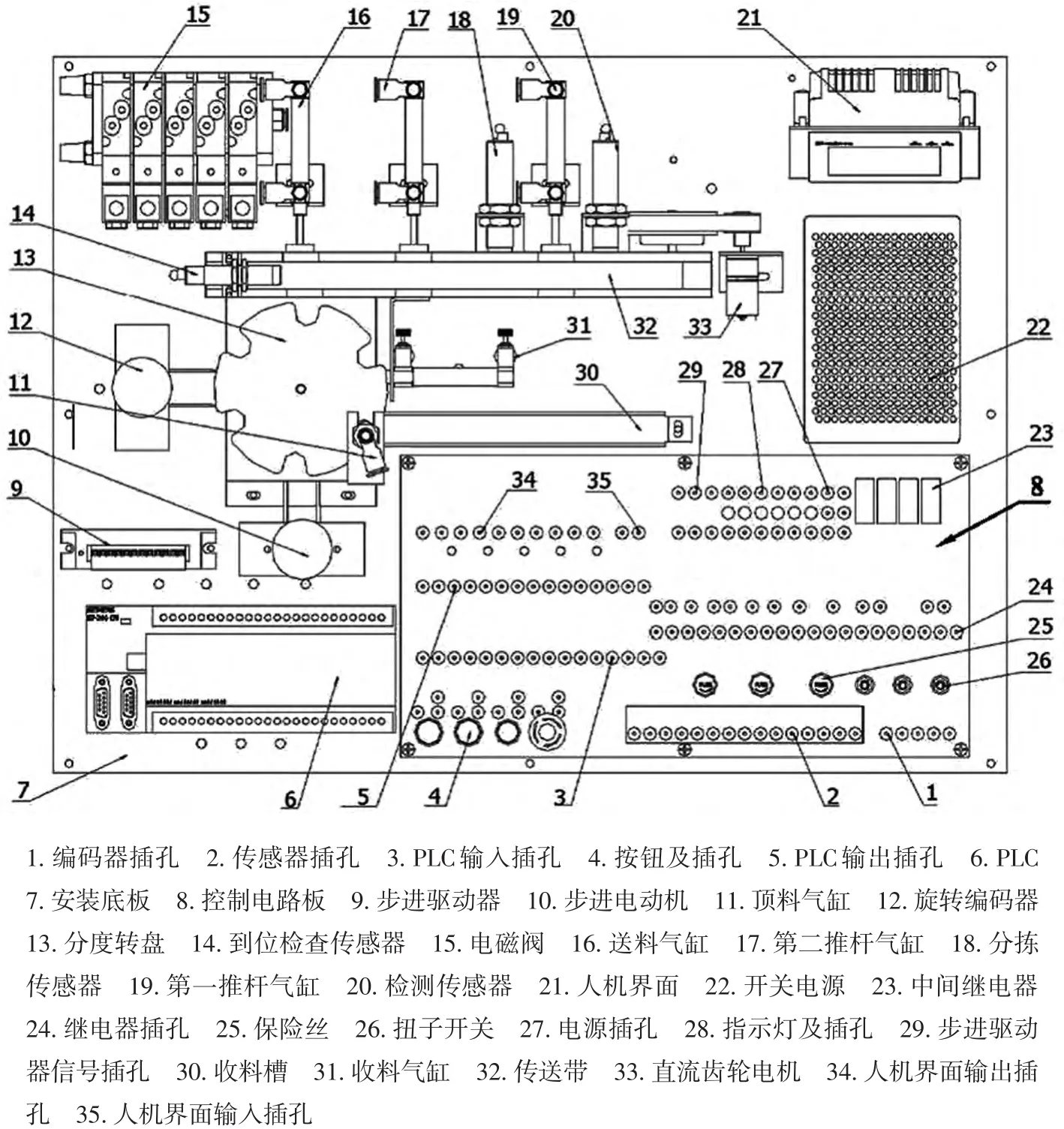
圖2 結構示意圖
3 具體實施方式
參照圖2所示,其顯示出了該設備之較佳實施例的具體結構,包括有安裝底板7以及設置于安裝底板7上控制電路板8、PLC(即可編程序控制器)6、開關電源22、傳送帶32和收料槽30。
PLC6和開關電源22均與控制電路板8連接。
傳送帶32由直流齒輪電機33帶動,傳送帶32的側旁沿傳送帶32延伸的方向依次設置有檢測傳感器20、第一推桿氣缸19、分揀傳感器18、第二推桿氣缸17和送料氣缸16,傳送帶32的輸出端處設置有到位檢查傳感器14。
傳送帶32與收料槽30彼此平行間隔設置,傳送帶32與收料槽30之間設置有轉盤13,由步進電動機10帶動旋轉,轉盤13的側旁設置有用于把工件頂到收料槽30的頂料氣缸11和用于將物料拉出的收料氣缸31。
安裝底板7上設置有多個電磁閥15,該多個電磁閥15分別通過氣管與第一推桿氣缸19、第二推桿氣缸17、送料氣缸16、頂料氣缸11和收料氣缸31連接,由該多個電磁閥15分別控制第一推桿氣缸19、第二推桿氣缸17、送料氣缸16、頂料氣缸11和收料氣缸31的工作。
安裝底板7上設置有步進驅動器9,位于步進電動機10的側旁,連接控制電路板8和步進電動機7;轉盤13的側旁設置有用于控制其旋轉角度的旋轉編碼器12,旋轉編碼器12與控制電路板8連接;安裝底板7上還設置有人機界面21,與控制電路板8連接;此外,控制電路板8上設置有編碼器插孔1、傳感器插孔2、PLC輸入插孔3、按鈕及插孔4、PLC輸出插孔5、繼電器23、繼電器插孔24、保險絲25、扭子開關26、電源插孔27、指示燈及插孔28、步進驅動器信號插孔29、人機界面輸入插孔35以及人機界面輸出插孔34。
使用時,當塑料物件放在傳送帶32上時,通過直流齒輪電機33帶動傳送帶32,使得塑料物件隨傳送帶32移動,在經過分揀傳感器18和檢測傳感器20分辨后傳送信號給PLC6,PLC6通過程序處理后發信號給第一推桿氣缸19或第二推桿氣缸17,把塑料物件推出傳送帶32。
當鐵料物件放在傳送帶32上時,通過直流齒輪電機33帶動傳送帶32,使得鐵料物件隨傳送帶32移動,在經過分揀傳感器18和檢測傳感器20分辨后傳送信號給PLC6,當鐵料物件到達到位檢查傳感器14,送信號給PLC6,該PLC6通過程序處理后發信號給送料氣缸16,將鐵料物件推到轉盤13的卡槽上面,轉盤13通過步進電動機10帶動旋轉,旋轉到位后,通過頂料氣缸11把鐵料物件頂到收料槽30,最后鐵料物件由收料氣缸31拉出。該轉盤13由PLC6通過控制步進驅動9實現,其旋轉角度是否到位由旋轉編碼器12發信號給PLC6實現檢測。
4 總結
在教學培訓過程中,完成相關控制的所有接線以及程序編寫都要求培訓學員在學習后自己完成,從而達到機電一體化(自動化)教學培訓的目的。各個培訓任務可單獨,也可以組合。
該設備的設計重點是:通過在安裝底板上設置有各個氣缸、步進電動機、直流電機及各種機械結構實現控制動作,取代了傳統靠指示燈的亮滅來模擬機械相關的動作,更加直觀、更容易理解;該設備具有體積小、重量輕、攜帶方便等優點,并且功能齊全,便于學員在各個場合自學;各個功能部件可以單獨教學,也可以組合起來實現負雜的功能,便于教學的開展,還可配合全新的教學思維模式,可以達到很好的效果;同時,由于該設備高度集成,大量采用剪折配件,大大降低了成本,便于廣泛推廣使用。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
辦公室業務(2020年18期)2020-09-29 12:15:58
甘肅教育(2020年14期)2020-09-11 07:57:50
勞動保護(2019年7期)2019-08-27 00:41:26
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(2016年2期)2017-01-15 14:03:59
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
都市快軌交通(2014年4期)2014-02-27 08:35:05
體育師友(2013年6期)2013-03-11 18:52:18
