車床主軸箱夾具改進探究
2014-02-07 01:22:02莫持標
機電工程技術 2014年6期
莫持標
(江門職業技術學院,廣東江門 529090)
0 前言
車床主軸箱是車床的關鍵零件之一,加工精度高、工藝復雜是其加工過程中的主要特點。車床主軸箱夾具中,工件定位面、定位孔的選取、夾緊點的設定等工藝很重要,對提高主軸箱的加工精度起著重要的作用,這些要素設計得合理與否對這類箱體零件的輸送、到位、夾緊、離開及加工尺寸的工藝能力保證等都起著決定性的作用。
圖1是車床主軸箱零件簡圖,要提高和保證其加工精度,夾具是重要的保障措施之一。
1 傳統車床主軸箱夾具的特點
圖2是車床主軸箱零件開始工序粗基準選擇時對應的專用夾具,直接以主軸孔為粗基準在專用夾具上定位[1]。
圖3是主軸箱在中小批生產時,以箱體底面導軌B、C面為基準定位,此時符合基準重合原則,沒有基準不重合誤差。加工時,箱體開口朝上,便于安裝調整、觀察測量。但加工箱體中間壁上的孔時,需要加中間導向支承。由于結構的限制,中間導向支承只能采用掛架方式,每加工一件需要裝卸一次,吊架與夾具之間雖有定位銷定位,但剛度較差,經常裝卸也容易產生誤差,且使輔助時間增加,生產率低。
在大批量生產中,按基準統一原則,采用頂面及兩個銷孔(一面兩孔)作為定位基面,夾緊力垂直夾緊。這種定位與夾緊方式,加工時箱體朝下安裝,如圖4所示。這時中間導向支承可以緊固在夾具體上,解決了掛架方式的問題,工件裝卸方便,易實現加工自動化。其缺點是存在基準不重合誤差,且加工過程不方便觀察。
以上是車床主軸箱普通實用的傳統夾具。它限制工件的六個自由度,其特點是定位與夾緊方便、可靠,但定位精度不較高,有局限性。隨著車床制造技術的不斷創新,產品加工要求的不斷提高,傳統主軸箱夾具不能滿足加工精度越來越高的要求,需要對傳統主軸箱夾具進行多方面的改進。

圖1 車床主軸箱體

圖2 以主軸毛壞孔為粗基準的箱體夾具
2 車床主軸箱加工夾具的改進途徑
2.1 工件定位面與支承點的改進
在切削加工中,箱體零件的定位基準有兩種:粗基準和精基準。理想的工件定位是以三點來確定一個面,但有時往往這三個支承點會形成一個直角三角形,很難達到等腰三角形的理想形狀。一般情況下,人們往往認為加工面只要用一把平面銑刀加工后,其加工面就是一個平面。實際上,由于加工中,銑刀的起始、終結位置在受力上的差異,主軸精度的高低、加工材料的彈性變形存在局部差異等因素的影響,加工面的平面度及平面縱橫直線度都會有一定的誤差。如果以四點來定位一個平面,往往會導致定位時,其中一點是有間隙的。在夾緊過程中,夾緊的浮點以對角形式出現,造成加工中的部分尺寸出現不同程度的變化。為此,可在箱體底平面定位時,粗基準采用四點定位,因此時加工尺寸的公差值相對大一些,一般容易滿足加工精度要求;而精基準則采用三點定位,表面看似乎是四點定位,實際上有兩點是通過浮動式的夾具結構確定另一點,如圖5所示,達到定位面四點均無間隙。粗、精基準的另外一種定位方式采用四點定位,但是定位方式是三點硬,一點采用輔助支承來達到定位大平面的效果,此時輔助支承不限制自由度。
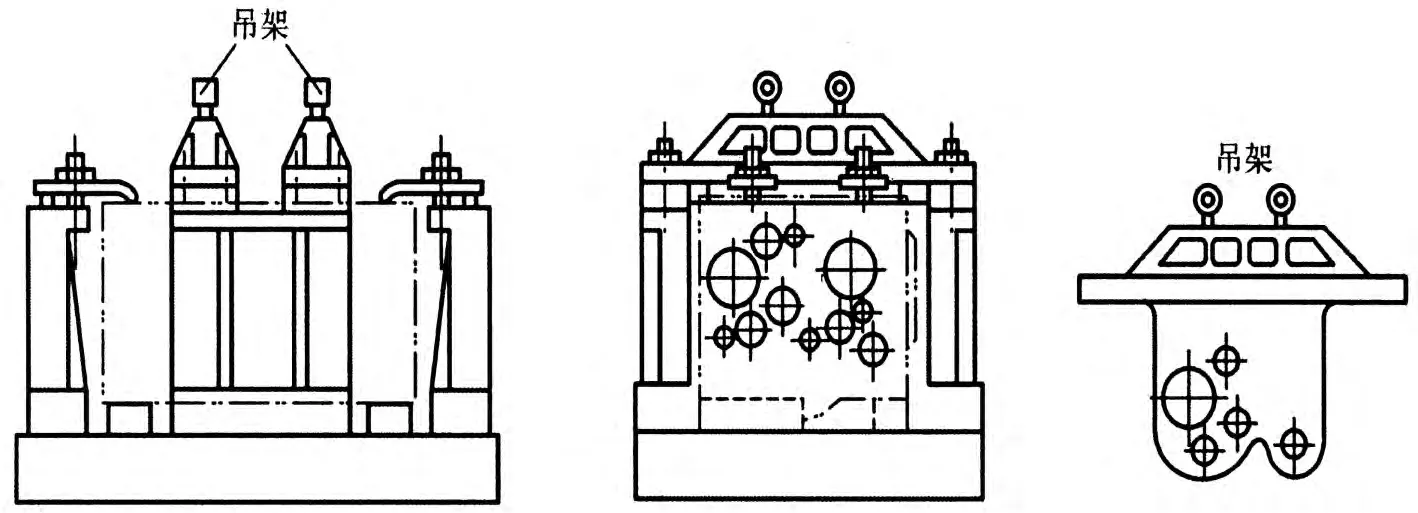
圖3 吊架式箱體專用夾具示意圖

圖4 用箱體頂面及兩銷孔定位的專用夾具示意圖
切削加工中,用同一牌號的銑刀盤切削加工,如果大平面的平面度不好,因誤差復映,往往加工中的每一個零件幾乎都是同一種狀態,即大平面的高點總是高點,低點總是低點,而采用浮動式結構與輔助支承支撐其底平面時,其加工尺寸的趨勢也就能達到同一趨勢,保證加工尺寸的穩定性[2]。
2.2 工件定位孔尺寸的變化
定位孔尺寸大小的設定,直接關系到箱體零件的加工精度,也關系到工件裝夾是否方便。車床主軸箱體類零件的輸送與加工定位一般多采用一面兩銷來定位。隨著車床制造技術的不斷提高,產品加工精度的提高及工件在專機線上輸送速度的加快,從而產生一對矛盾:在零件加工定位時,為了提高加工精度,工件定位孔的孔徑與定位銷的配合間隙越小越好,而零件在專機線上進出定位銷時及工件在加工裝卸過程中,定位孔與定位銷的尺寸配合間隙越大越方便,零件進出定位銷能達到進出自如。
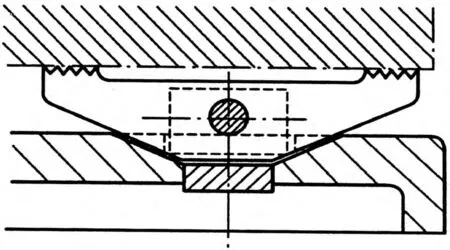
圖5 浮動式支承
工件定位孔的改進就是提高孔的精度。車床箱體定位孔的制造尺寸從直徑(16+0.043)mm提高到(16+0.021)mm,定位精度有明顯提高,公差0.021 mm的銷孔尺寸變化一般能滿足加工中的各種技術要求。
2.3 夾緊力的變化
(1)銷孔孔徑的變化,傳統的夾緊方式加工,會出現加工尺寸精度上的差異。在專機線加工或CNC加工中心加工,前者兩孔一般采用兩把刀具,后者兩孔使用一把刀具。CNC加工中心加工,用一把刀具加工兩只定位孔,其孔徑幾乎一樣,定位時沒有兩孔之間的誤差造成的轉角誤差,只有銷子與銷孔的配合間隙造成的轉角誤差。而在專機線加工刀具的選擇上,當只要滿足加工要求時,都認為可行。以直徑(16+0.021)mm銷孔為例,從工藝上說一把刀具加工尺寸為直徑16 mm,另一把刀具加工尺寸為16.021 mm,均屬滿足條件。兩孔的最大偏差量為0.021 mm,即兩孔之間的誤差會產生轉角誤差。
(2)改變夾緊方式。在精加工中可采用新的夾緊方式來提高零件的加工精度。在精加工夾具的夾緊點設計上,除了垂直方向的夾緊力外,側面增加一個側壓力,使定位銷與定位孔實現同側接觸(如圖6(a))。這樣就大大降低了定位銷孔尺寸偏大對零件加工尺寸精度的影響,同時可保證箱體零件孔與孔之間的相互位置精度要求。
3 箱體夾具加側壓力前后零件加工情況對比
上面的車床箱體零件(圖1),在CNC上加工,鉸刀使用同一把鉸刀,加工孔徑幾乎相等。設其兩銷孔孔距為L=(560±0.08)mm,兩直徑(16+0.021)mm的定位銷孔,圓柱銷尺寸為直徑15.993 mm,菱銷直徑為15.988 mm,當夾具沒有側面壓緊力時,定位時可能會出現最大值的轉角誤差(圖6b),即兩定位孔反向位移,其最大值為[1]:
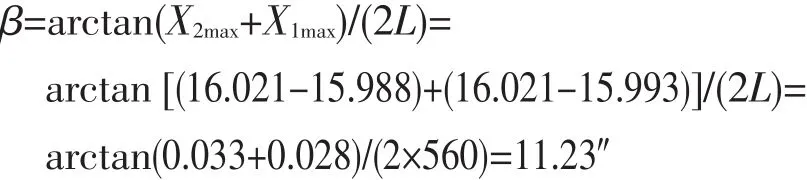
其中:X1max=D1max-d1min,X2max=D2max-d2min。
實際上,工件還可能向另一方向轉動,真正的轉角誤差應為±△β,即±11.23″。
當采用側面加一側壓力時,從圖6可知,兩種夾緊方式都有定位誤差,但是轉角誤差就不一樣了。采用側面夾緊力以后(圖6(a)),兩定位孔同向位移,轉角誤差為:
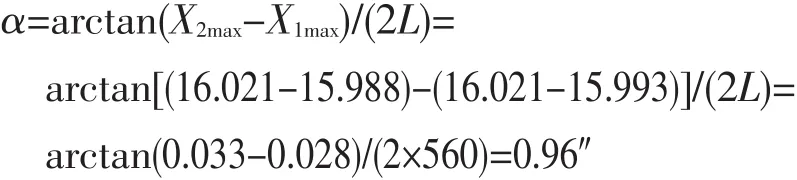
當采用側面加一側壓力時,轉角誤差很小,且不能向另一方向轉動,只占沒有施加側壓力的4.3%。
若兩定位銷孔的尺寸改為直徑16.043 mm,兩定位銷的直徑保持不變,按上述過程重新計算,得:
α′=19.34″;
β′=0.96″。
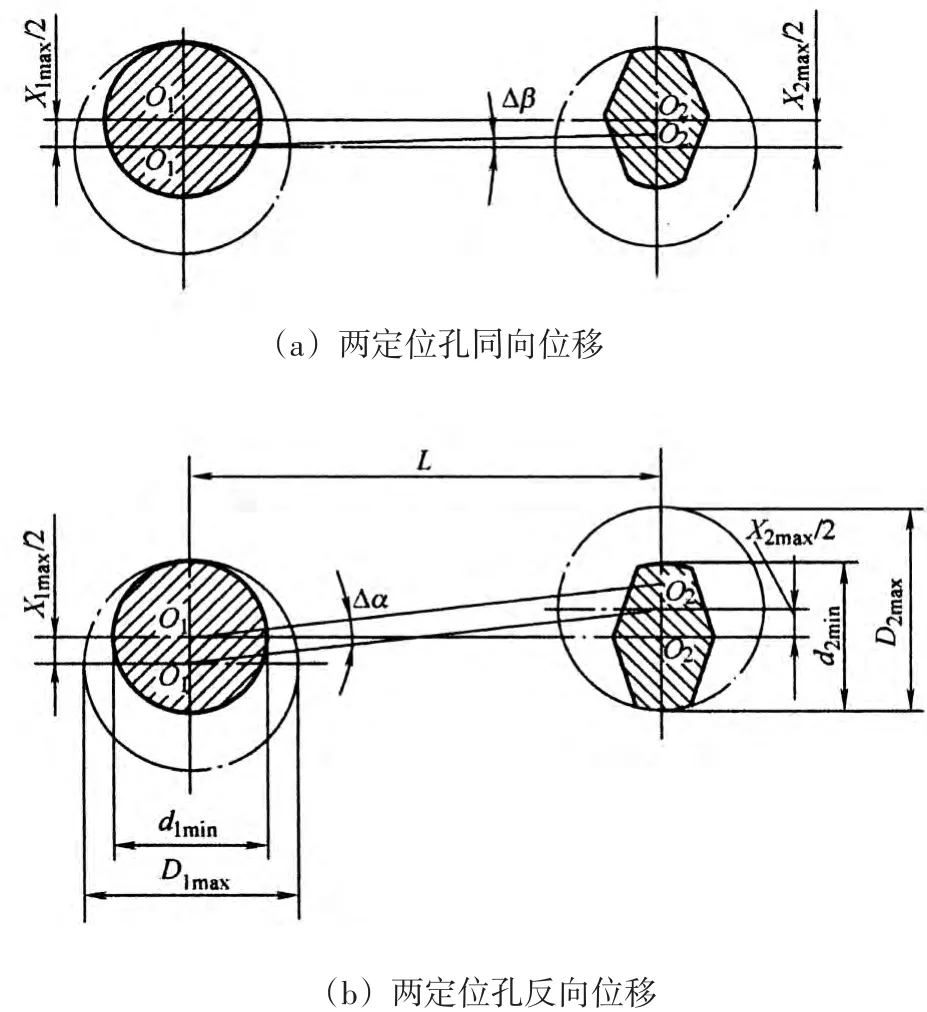
圖6 轉角誤差
可以看出,兩定位銷孔尺寸從直徑16.021 mm增大到16.043 mm時,當沒有施加側壓力時,工件最大轉角誤差明顯增大,而施加側壓力時,轉角誤差不變,此時工件移動定位誤差會變大。
從側面加一側壓力后,最有效的是消除了定位銷孔一側的側面間隙,大大降低了加工中的轉角誤差,提高了零件的加工精度。側面加壓緊力與不加壓緊力,其轉角誤差,一種幾乎是恒定的,是最小值;另一種是動態的,可能出現最大值,也可能為零,故產品的工藝能力明顯不一樣。
箱體工件定位夾緊時,采用側面另加壓緊力,對提高尺寸精度是一條有效的措施,實用且可靠。
4 結束語
車床主軸箱體零件隨著車床的產品精度不斷提高,零件的尺寸控制也須相應提高,故要達到產品的加工要求,所對應的夾具也要不斷進行創新。通過夾具的改進,可有效提高加工精度,突破傳統主軸箱夾具的局限性,從而較好地滿足車床產品精度提高的要求,實現優質、高產、低成本的不斷進步,這也是主軸箱體零件加工中夾具設計的與時俱進。
[1]李華.機械械制造技術(修訂版)[M].北京:高等教育出版社,2009.
[2]吉祺煒.發動機箱體零件加工的定位與夾緊[J].汽車制造業,2006(5):60-62.
