注射成形制備TiNi多孔材料
2014-02-09 03:19:48肖豐強(qiáng)
山東冶金 2014年3期
肖豐強(qiáng)
(濟(jì)鋼集團(tuán)有限公司技術(shù)中心,山東濟(jì)南 250101)
試驗(yàn)研究
注射成形制備TiNi多孔材料
肖豐強(qiáng)
(濟(jì)鋼集團(tuán)有限公司技術(shù)中心,山東濟(jì)南 250101)
利用粉末注射成形工藝制備了TiNi多孔材料,研究了注射喂料的流變性能,造孔劑NaCl對多孔材料性能的影響。試驗(yàn)結(jié)果表明:喂料的流變性能良好;造孔劑可以顯著提高材料的孔隙度、孔徑;能譜分析和X射線物相分析沒有發(fā)現(xiàn)NaCl殘留,TiNi多孔材料主要由Ni3Ti、Ti2Ni、TiNi、TiC相組成。
TiNi多孔材料;粉末注射成形;造孔劑;孔隙度
1 前言
鈦及其合金具有低密度、高比強(qiáng)度、卓越的耐腐蝕性、生物相容性等性能,廣泛應(yīng)用于石化、航空航天、汽車、生物工程、手表、環(huán)保、高爾夫球俱樂部等領(lǐng)域,因此,該材料的研究一直是材料研究領(lǐng)域的一大熱點(diǎn)[1-2]。目前,多孔金屬制備較成熟的方法主要有金屬粉末燒結(jié)、自蔓延高溫合成等方法[3]。傳統(tǒng)粉末冶金法采用簡單的混粉—壓形—燒結(jié)3步工藝,該方法只能生產(chǎn)簡單形狀的小尺寸零件,并且生產(chǎn)效率低。而粉末注射成形方法可以實(shí)現(xiàn)零件的低成本連續(xù)化生產(chǎn),為擴(kuò)大鈦合金應(yīng)用領(lǐng)域開辟了一條新途徑。目前,德國以粉末冶金方法制作了一些約40 mm長的鈦人工骨,孔隙度的平均值是21.9%,孔洞的平均尺寸是5 μm。對于鈦合金粉末注射成形,日本已有比較系統(tǒng)的研究[4],而用粉末注射成形制備TiNi多孔材料尚處于初步嘗試階段。
鈦合金粉末注射成形的影響因素較多,不僅體現(xiàn)在鈦易與氧、氮、碳和氫等發(fā)生反應(yīng)形成化合物,而且也與粘結(jié)劑配方、原料配方、混煉技術(shù)、脫脂、燒結(jié)技術(shù)和后續(xù)熱處理工藝等密切相關(guān)[5]。這就要求從原始粉末到燒結(jié)和后續(xù)熱處理工藝進(jìn)行系統(tǒng)研究,從而為制備出高性能的TiNi多孔材料提出理論和試驗(yàn)依據(jù)。本研究圍繞粉末注射成形的制備工藝過程,在喂料準(zhǔn)備、注射成形、溶劑脫脂、熱脫脂、真空燒結(jié)等方面進(jìn)行了探索,對影響注射成形制備TiNi多孔材料的一些因素進(jìn)行理論探討和試驗(yàn)分析。
2 試驗(yàn)原料及方法
本試驗(yàn)采用氫化—脫氫Ti(C 0.5%,O 0.35%),羰基Ni(C 0.25%,O 0.15%)按原子比1∶1混合,TiNi混合粉化學(xué)組成為C 0.33%,O 0.29%。粉末形貌見圖1。粉末平均粒度d10=4.82 μm、d50=23.29 μm、d90=60.78 μm,松裝密度2.0 g/cm3。粘結(jié)劑的組成包括石蠟(PW,48%)、聚丙烯(PP,40%)乙烯—乙酸乙烯共聚物(EVA,12%)。粘結(jié)劑的性質(zhì)見表1。

圖1 TiNi混合粉形貌
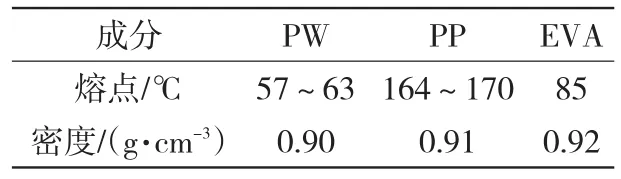
表1 粘結(jié)劑組成及性質(zhì)
粉末和粘結(jié)劑于155℃在SK-160B開放式煉塑機(jī)上混煉2 h獲得注射料,采用Rh-2000毛細(xì)管流變儀測量喂料的黏度和流變學(xué)性能。注射料經(jīng)SWP-150塑料破碎機(jī)制粒,用格蘭WG-80注射成型機(jī)注射成形。45℃時(shí)在石油醚中進(jìn)行溶劑脫脂。在高純Ar氣氣氛中進(jìn)行熱脫脂。采用真空(10-3Pa)燒結(jié),保溫時(shí)間2 h,隨爐冷卻,100℃以下取出。另外,添加水容性好的NaCl造孔劑(體積為金屬粉末的25%)以相同工藝制備第2批試樣。通過排水法測量密度,計(jì)算孔隙度。采用氣泡法測量平均孔徑和孔徑分布。由能譜分析和X射線物相分析檢測造孔劑NaCl是否殘留。
3 試驗(yàn)結(jié)果及分析
3.1 喂料流變性能分析
剪切應(yīng)力與剪切速率之比為黏度,表征材料對其組分體積單元位置的不可逆變化的反抗,即對流動(dòng)的反抗,以及所伴隨的機(jī)械能到熱能的轉(zhuǎn)化。對于牛頓流體,黏度為一常數(shù)。假塑性流體是指黏度隨剪切速率的增加而減小的流體,在實(shí)際的金屬注射成形中基本上都是假塑性流體,其黏度公式為:
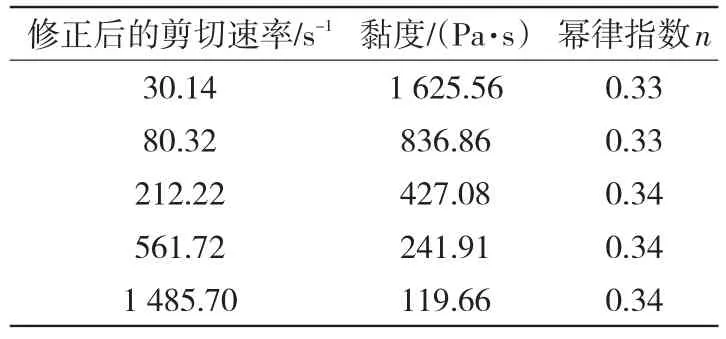
表2 155℃喂料剪切速率與黏度關(guān)系
從表2可以看出隨著剪切速率的升高,喂料黏度不斷下降,存在明顯的剪切稀化現(xiàn)象。造成喂料剪切稀化的原因是粉末顆粒的有序化和粘結(jié)劑分子的平直化。冪律指數(shù)n的大小代表了分散系對剪切速率的敏感程度,n值越大表明分散系黏度隨剪切速率的變化速度較慢,物料流動(dòng)變形的穩(wěn)定性較好。但n值太大則沒有足夠的剪切稀化效果,要取得好的流動(dòng)性也就成了問題。一般的觀點(diǎn)是在n>0.2的前提下,盡可能小一些。本研究喂料的冪律指數(shù)n為0.33,可見流動(dòng)充模能力較好。
3.2 孔隙度分析
將第1批試樣(不含NaCl造孔劑)和第2批試樣(含有NaCl造孔劑),在10-3Pa真空氣氛中燒結(jié),燒結(jié)溫度分別為900、950、1 050℃,保溫時(shí)間均為2 h,隨爐冷卻,100℃以下取出,測量其孔隙度,結(jié)果如圖2所示。

圖2 兩批試樣在不同溫度下的孔隙度變化
從圖2可以看出,隨著溫度的升高燒結(jié)坯的孔隙度明顯下降,并且下降速率明顯加快;相同溫度下,第2批試樣的孔隙度明顯高于第1批試樣。例如,900℃時(shí),第1批試樣的孔隙度為32.53%,第2批試樣由于添加了造孔劑NaCl,孔隙度增加到50.8%,增加了近18個(gè)百分點(diǎn)。
3.3 平均孔徑和孔徑分布分析
采用氣泡法分別測量兩批試樣的平均孔徑和孔徑分布,試驗(yàn)結(jié)果分別見表3和圖3。由表3可以看出,隨著溫度升高,平均孔徑不斷減小。因?yàn)闇囟仍礁撸瑹Y(jié)是燒結(jié)頸的擴(kuò)散驅(qū)動(dòng)力越大,孔隙逐漸縮小。相同溫度下,第2批試樣的孔徑明顯高于第1批試樣。由此可見,添加造孔劑NaCl對增大平均孔徑作用明顯。

表3 試樣在不同溫度下的平均孔徑μm
由圖3可以看出:第1批試樣在900℃所形成的孔隙主要集中在0.5~0.6 μm(圖3a);在950℃所形成的孔隙主要集中在0.22~0.3 μm和0.34~0.42 μm兩個(gè)區(qū)間內(nèi)(圖3b);在1 050℃所形成的孔隙主要集中在0.24~0.32 μm和0.34~0.4 μm兩個(gè)區(qū)間內(nèi)(圖3c)。可見,隨著溫度升高,孔徑向小尺寸區(qū)間分布。
對比圖3中a、d可知:第2批試樣孔徑主要分布在大尺寸區(qū)間,第1批試樣的孔徑則主要分布在小尺寸區(qū)間。可見,添加造孔劑可以促使孔徑向大尺寸區(qū)間分布。
3.4 X射線物相分析和能譜分析
通過X射線分析第1批試樣在1 050℃的燒結(jié)坯,試樣中發(fā)現(xiàn)Ni3Ti、Ti2Ni、TiC等相,如圖4所示。沒有出現(xiàn)TiNi相,可能是因?yàn)榛旆鄄痪鶆蛟斐蒚iNi原子比偏離1∶1。TiC相的出現(xiàn),可能是由初始粉末本身碳含量過高、粘結(jié)劑的選擇不夠合理或者是脫脂溫度過高等原因造成的。因?yàn)楫?dāng)氣氛中含有碳元素時(shí),碳先溶于鈦的晶格間隙中,形成間隙固溶體,隨著溫度升高,碳含量不斷增多時(shí),碳與鈦結(jié)合生成高硬度的碳化鈦。如果C以化合物的形式存在于氣體中(如CH4),與鈦的結(jié)合就更容易。
對添加造孔劑的試樣進(jìn)行X射線衍射分析(見圖4)和能譜分析(見圖5),試樣中都沒有發(fā)現(xiàn)NaCl或者Na元素、Cl元素,說明添加的造孔劑NaCl已經(jīng)脫除,不會在燒結(jié)坯引入任何雜質(zhì)元素,這進(jìn)一步印證了添加NaCl造孔的可行性。
4 結(jié)論
4.1 喂料黏度隨著剪切速率增大而減小,其冪律指數(shù)約為0.33,流動(dòng)充模性能良好。
4.2 最小孔隙度為30.84%,最大孔隙度為50.80%,完全滿足骨骼對孔隙度的要求(>30%)。

圖3 試樣真空燒結(jié)后孔徑直方分布
4.3 隨著溫度升高,孔徑不斷減小,孔徑分布向小尺寸區(qū)間偏移;而添加造孔劑NaCl對增大平均孔徑作用明顯,并可使孔徑向大尺寸區(qū)間分布。

圖4 試樣1 050℃燒結(jié)坯的XRD分析

圖5 第2批試樣1 050℃燒結(jié)坯的能譜分析
4.4 經(jīng)過X射線衍射分析和能譜分析,燒結(jié)坯中沒有發(fā)現(xiàn)NaCl或者Na元素、Cl元素殘留,造孔劑可完全脫除。
[1]German R M.Powder Injection Molding[M].MPIF Princeton,NJ,l990.
[2]Y Kaneko et al.Injection Molding of Ti Powder[J].Soc.Powder and Powder Met.,1990,35:646.
[3]劉培生,黃林國.多孔金屬材料制備方法[J].功能材料,2002,33(1):5-11.
[4]李益民,李松林,呂海波.日本的金屬注射成形技術(shù)[J].粉末冶金工業(yè),2001,11(4):33-37.
[5]周洪強(qiáng),陳志強(qiáng).鈦及鈦合金粉末的注射成形[J].稀有金屬快報(bào),2006,25(2):6-10.
Preparing of TiNi PorousMaterial by Powder Injection Forming
XIAO Fengqiang
(The Technology Center of Jinan Iron and Steel Group Corporation,Jinan 250101,China)
The TiNi porous material was prepared by powder injection forming.The rheological behavior of the feedstock and the influence of pore-forming agen NaCl on the quality of the porous material specimens were investigated.The results showed that the rheological behavior of the feedstock was fine,the pore forming material significantly improved the porosity and pore size of the TiNi porous material,the NaCl residue was not detected by energy spectrum analysis and X-ray diffraction analysis,the TiNi porous material mainly contains Ni3Ti,Ti2Ni,TiNi and TiC phases.
TiNi porous material;powder injection forming;pore-forming agent;porosity
TG146.4
A
1004-4620(2014)03-0029-03
2014-03-31
肖豐強(qiáng),男,1980年生,2007年畢業(yè)于北京科技大學(xué)金屬材料專業(yè),碩士。現(xiàn)為濟(jì)鋼技術(shù)中心工程師,從事金屬材料新產(chǎn)品研發(fā)工作。
