薄壁金屬管類零件加工工藝的研究*
2014-02-10 07:01:30陳珍,阮毅
機(jī)電工程技術(shù) 2014年7期
陳 珍,阮 毅
(廣東省機(jī)械研究所,廣東廣州 510635)
薄壁金屬管類零件加工工藝的研究*
陳 珍,阮 毅
(廣東省機(jī)械研究所,廣東廣州 510635)
研究薄壁金屬管類零件加工中的變形問題,提出工藝改進(jìn)措施,改進(jìn)傳統(tǒng)熱處理工藝以防止因應(yīng)力釋放產(chǎn)生再次變形;采用了內(nèi)外芯軸等輔助加工夾具來代替?zhèn)鹘y(tǒng)的裝夾模式;有效地減少了薄壁金屬零件加工過程中因夾具、切削力及內(nèi)應(yīng)力等多種因素引起的變形,保證了零件的加工質(zhì)量。
薄壁零件;管類零件;變形;加工工藝
0 前言
隨著現(xiàn)代工業(yè)技術(shù)的發(fā)展,薄壁金屬管類零件由于質(zhì)量輕、用料少,同時結(jié)構(gòu)緊湊,被廣泛應(yīng)用于工業(yè)產(chǎn)品中;但因薄壁零件的剛性差,加工容易變形,使零件的形位誤差增大,很難保證零件的加工質(zhì)量。
通過對零件加工過程的分析,發(fā)現(xiàn)影響零件變形的主要因素有:①裝夾過程中夾緊力過大或受力不均引起變形;②切削加工中切削力作用引起變形;③加工中產(chǎn)生熱量,冷卻不充分,引起變形;④工件內(nèi)應(yīng)力引起變形等。因此,在加工薄壁金屬零件過程中要充分考慮如何消除上述因素的影響,制訂合適的加工工藝,才能防止或減少零件加工造成的變形,保證零件尺寸和精度的要求。
1 薄壁金屬管件加工工藝研究
1.1 加工管件
工件材質(zhì)為S136。如圖1所示,工件兩端內(nèi)徑不同,一端是?21.3 mm,另一端是?21.5 mm,壁厚為1.85~1.05 mm;工作表面內(nèi)圓直徑為?21.3mm,內(nèi)孔圓度誤差要小于0.003 mm;工作表面外圓直徑為 ?25mm,并且與內(nèi)圓?21.3+00
.01保證同軸度0.005 mm以內(nèi);工作表面粗糙度Ra0.4 μm,未注尺寸公差為±0.1 mm。
圖中大部分壁厚約為1.05 mm,且配合表面精度要求較高,是典型的薄壁金屬管件。
1.2 零件加工受力分析
薄壁金屬管件在制造過程中受力變形情況如下。
(1)受夾緊力作用產(chǎn)生夾緊變形
薄壁金屬管件加工使用的裝夾工具主要有三爪卡盤、四爪卡盤等。進(jìn)行加工時,在夾緊力作用下,工件壁薄易產(chǎn)生如圖2(a)所示變形;在加工后,如圖2(b)所示;當(dāng)夾緊力去除時,工件的彈性恢復(fù)而使已加工合格的工件出現(xiàn)變形,如圖2(c)所示,造成誤差。

圖2 夾具造成的零件變形情況
(2)切削力產(chǎn)生的振動變形
如圖3所示,車削過程中,薄壁工件在切削力(主要是徑向切削分力Py)的作用下,容易產(chǎn)生振動變形,使工件的尺寸、形狀、位置精度和表面粗糙度不易控制。
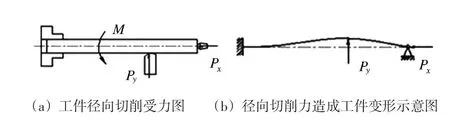
圖3 徑向切削力造成工件變形的情況
(3)切削時產(chǎn)生的熱變形
車削時產(chǎn)生的切削熱會引起工件的熱變形,這種受熱膨脹影響的變形規(guī)律不易掌握,使工件的尺寸精度難以控制,對于線膨脹系數(shù)較大的金屬薄壁工件影響尤為顯著。通常通過添加冷卻液強(qiáng)制帶走切削熱而減少熱變形的影響。
(4)工件內(nèi)應(yīng)力引起的變形
工件在鍛造、鑄造和焊接過程中,內(nèi)部組織因殘留內(nèi)應(yīng)力使工件產(chǎn)生變形。
1.3 零件的加工工藝分析
由于受上述等諸多因素的影響,用普通的加工方法來加工薄壁金屬管件,幾乎很難達(dá)到設(shè)計精度要求。通過對上述加工過程中可能影響工件變形因素的分析研究,提出了以下幾種可防止或減少薄壁金屬管件加工時變形的工藝措施:
(1)選擇合適的裝夾方式,避免傳統(tǒng)直接夾裝方式中由于彈性變形所造成的影響,本文將分別采用內(nèi)外芯軸等輔助加工夾具;
(2)選擇合適的刀具及切削用量,減少加工過程中因切削力過大引起的工件變形。
切削用量是切削時各參數(shù)的總稱。包括切削速度、進(jìn)給量和切削深度。
在刀具作用下,被切削層金屬、切屑、已加工表面層金屬產(chǎn)生彈性變形和塑性變形,為克服這些變形產(chǎn)生變形抗力,同時刀具與切屑、工件表面間存在摩擦阻力,這些抵抗刀具切削的阻力組成了切削合力Fτ,其又分解為主切削力Fc、進(jìn)給抗力Ff、切深抗力Fp;一般情況下,主切削力最大Fc,其他兩個力小一些。切削力的經(jīng)驗計算公式如下:

f為進(jìn)給量,ap為切削深度。從公式不難看出,當(dāng)切削深度ap或進(jìn)給量f增加時,均會增加切削力;其中切削深度ap與切削力成正比,而進(jìn)給量f增大時,雖然切削面積會成正比例增加,但因變形程度減小,會使切削層的單位面積切削力減小,因而切削力只增大70%~80%[1]。
因此,粗加工車削時采取增大切削深度和進(jìn)給量,盡量保證較高的加工效率和必要的刀具耐用度;而在精加工時根據(jù)工件的加工精度和表面粗糙度要求,選用合適的切削用量來減少產(chǎn)生的切削力,降低由此引起的工件變形。
(3)加工時通過充分澆注切削液,降低切削溫度,減少工件熱變形。
由于切削變形產(chǎn)生大量的熱量,同時工件與刀具、切屑與刀具之間的相互摩擦也會產(chǎn)生熱量,切削過程中所消耗的能力有98%~99%轉(zhuǎn)換為熱能[2]。這些切削熱直接影響刀具的磨損和降低刀具的使用壽命,進(jìn)而嚴(yán)重影響了工件的加工精度和表面質(zhì)量。因此切削時,使用切削液對降低切削溫度、減少刀具磨損和提高已加工表面質(zhì)量有明顯的效果。
(4)做好切削過程中的防振措施
由于薄壁金屬管件剛性差,切削加工時易產(chǎn)生振動和變形,從而影響加工質(zhì)量。
可通過設(shè)計合理夾具來加強(qiáng)零件的剛性,減小切削過程的振動和變形,確保最后的加工質(zhì)量。如可將軟橡膠片卷成筒狀塞入工件內(nèi)孔中精車外圓,用醫(yī)用橡膠管均勻纏繞在工件外圓上精加工內(nèi)孔。
(5)粗、精加工分開進(jìn)行,配合熱處理工藝來解決工件的殘留內(nèi)應(yīng)力影響。
零件依次按階段分開粗精加工,有利于消除或減小變形對精度的影響,同時能提高加工效率。
粗加工主要切除大部分余量,其特點是加工余量大,因此夾緊力、切削力、切削熱都較大,加工精度不高,此時主要考慮如何提高生產(chǎn)效率問題。
精加工主要完成零件的全部技術(shù)要求,其特點是加工余量較小,加工精度高,此時主要考慮如果保證加工質(zhì)量問題。
薄壁金屬零管件由于剛性差,但精度要求較高,此類零件的加工過程中要考慮安排消除內(nèi)應(yīng)力的熱處理工序,減少因工件內(nèi)部殘余應(yīng)力對零件加工質(zhì)量的影響。
2 薄壁金屬管件的加工工藝設(shè)計
合理設(shè)計工藝過程,是保證和提高產(chǎn)品加工質(zhì)量的必要條件[3]。通過上面對薄壁金屬零件的工藝分析,將圖1工件加工工藝過程分為粗加工階段、細(xì)加工階段和精加工階段等三個階段來完成。由于工件壁薄且內(nèi)外表面精度要求較高,精加工階段分別采用了內(nèi)外芯軸等輔助加工夾具。具體工藝如下。
(1)粗加工階段
開料:按合適的尺寸余量得到零件毛坯。
粗車:按零件形狀各留0.4~0.5 mm的雙邊加工余量得到大致零件形狀。
(2)細(xì)加工階段
①熱處理:按零件的設(shè)計要求,提高目標(biāo)硬度HRC3~4對零件進(jìn)行熱處理。
②粗內(nèi)圓磨:使用三爪卡盤夾零件外徑,找正外徑粗磨內(nèi)孔,余量在0.1 mm內(nèi)。
③人工時效:對零件進(jìn)行幾次回火熱處理,去內(nèi)應(yīng)力。
(3)中間檢驗
檢測:對零件進(jìn)行內(nèi)孔數(shù)值對比,確保車加工工序的應(yīng)力變形在人工時效后得到充分的釋放。并檢測其硬度是否在設(shè)計數(shù)值范圍內(nèi)。
(4)精加工階段
1)內(nèi)圓磨預(yù)制孔:零件的尾部內(nèi)孔?21.5 mm段磨至內(nèi)徑為?21.5mm(該段是為下工序使用工業(yè)粘接劑粘接內(nèi)芯軸作精加工外徑所預(yù)制的)。
2)精磨外圓:使用工業(yè)粘接劑把內(nèi)芯軸粘接在零件的內(nèi)徑上,并在內(nèi)芯軸的兩端加工標(biāo)準(zhǔn)定位中心孔,通過磨床的頂尖頂住兩端中心孔來加工零件外徑。

圖4 內(nèi)芯軸簡圖
內(nèi)芯軸的結(jié)構(gòu)如圖4所示。
①選用合適的金屬材料車削加工出內(nèi)芯軸,并在內(nèi)心軸的兩端加工標(biāo)準(zhǔn)定位中心孔。其中?21.6 mm×74 mm段外圓為粘接部位,已留有精磨余量。再將芯軸粘接段外圓精磨至與工件?21.5mm預(yù)制段有合適粘接間隙(間隙取值根據(jù)所使用的工業(yè)粘接劑性能來確定)。
②粘接內(nèi)芯軸,然后使用磨床的頂尖頂住內(nèi)芯軸的兩端中心孔來加工零件外徑,并靠臺階端面,保證各個外徑上尺寸,如圖5所示。

圖5 粘接內(nèi)芯軸
3)車床:按圖精車外徑各段外徑環(huán)槽、倒角、過渡錐面。合理選擇車削加工的刀具。
4)鉗工:使用工業(yè)清洗劑溶解取出內(nèi)芯軸。
5)精磨內(nèi)圓:使用工業(yè)粘接劑把外芯軸粘接在零件的外徑上,然后通過常用三爪卡盤夾持在外芯軸外徑上來加工零件的內(nèi)徑。
外芯軸的制備,結(jié)構(gòu)如圖6所示。
①選用合適的金屬材料車削加工出外芯軸,其中?23.9 mm內(nèi)圓為粘接部位,已留有精磨余量。再將芯軸粘接段內(nèi)圓精磨至與工件?24mm外圓有合適粘接間隙(間隙取值根據(jù)所使用的工業(yè)粘接劑性能來確定)。

圖6 外芯軸簡圖
②粘接外芯軸,然后通過常用三爪卡盤夾持在外芯軸外徑上來加工零件的內(nèi)徑。因為此零件只要保證內(nèi)圓直徑為?21.3mm即可,尾部內(nèi)徑?21.5 mm不用再加工了,所以外芯軸可以做短一點。
6)鉗工:使用工業(yè)清洗劑溶解取出內(nèi)芯軸。零件去毛刺,清洗干凈。
(6)成品檢驗
成檢按照圖紙完成產(chǎn)品檢測。
3 結(jié)論
本案例工件加工工藝創(chuàng)新點是:
(1)在粗加工時改進(jìn)傳統(tǒng)熱處理工藝,采取先將工件熱處理硬度比目標(biāo)硬度提高HRC3~4,然后進(jìn)行人工時效處理,去除薄壁金屬管件在車削加工時所產(chǎn)生的應(yīng)力,防止之后因應(yīng)力釋放產(chǎn)生再次變形;
(2)在精加工環(huán)節(jié)采用了內(nèi)外芯軸等輔助加工夾具來代替?zhèn)鹘y(tǒng)的裝夾模式,實踐證明,工業(yè)粘接劑的粘接強(qiáng)度能達(dá)到大于磨削時產(chǎn)生的離心切削力,不會松脫。
通過合理先進(jìn)的工藝過程設(shè)計,對保證產(chǎn)品質(zhì)量、加工經(jīng)濟(jì)性,以及提高生產(chǎn)率都有著十分重要的意義。按上述設(shè)計的加工工藝過程,有效地減少了薄壁金屬零件加工過程中因夾具、切削力及內(nèi)應(yīng)力等多種因素引起的變形,提高了產(chǎn)品的生產(chǎn)效率,所加工的薄壁金屬管件達(dá)到設(shè)計要求,并在類似工件加工中應(yīng)用均達(dá)到滿意效果。
[1]周澤華.金屬切削原理[M].上海:上海科學(xué)技術(shù)出版社,1993.
[2]喬世民.機(jī)械制造基礎(chǔ)[M].北京:高等教育出版社,2003.
[3]柯明揚.機(jī)械制造工藝學(xué)[M].北京:北京航空航天出版社,1996.
Study on Processing Technology of Thin Walled Parts of Metal Tube
CHEN Zhen,RUAN Yi
(Guangdong Machinery Research Institute,Guangzhou510635,China)
Study on the deformation of the parts processing of thin-wall metal pipe,the process improvement measures,the deformation caused by the fixture,the improvement of the traditional heat treatment process to prevent release of stress deformation produced again,clamp the inner and outer core shaft and other auxiliary fixture to replace the traditional,cutting force and internal stress and other factors in the process of the thin-wall metal parts to reduce effectively,guarantee the quality of parts.
thin wall parts;tube parts;deformation;processing technology
TG506.9
A
1009-9492(2014)07-0015-04
10.3969/j.issn.1009-9492.2014.07.005
陳 珍,女,1966年生,海南安定人,大學(xué)本科,助理工程師。研究領(lǐng)域:機(jī)械制造。
(編輯:向 飛)
*廣東省省部產(chǎn)學(xué)研結(jié)合項目(編號:2011B090400479)
2014-05-20
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03