變頻器在復塑鋼板生產線改造中的應用
2014-11-06 03:18:08張傳明
機電工程技術 2014年7期
關鍵詞:變頻器
張傳明
(清遠市技師學院,廣東清遠 511517)
0 引言
變頻器是從20世紀中葉發展起來的一種交流調速設備,是為了解決傳統的交流電動機調速困難、交變速設備結構復雜且效率和可靠性均不盡人意的缺點而出現的。因其使交流電動機的調速范圍和調速性能均大為提升,交流電動機逐漸代替直流電動機出現在各種應用領域。
1 復塑鋼板生產線的工作過程原理及工藝
復塑鋼板生產線是將鋼板經過多道工序加工成各種用于防盜門及裝飾門制造的門板,它主要在鋼板表面覆上顏色、花紋各不相同的PVC塑料膜,再在門板底面涂上防銹底漆,然后按所需尺寸規格進行裁剪,再經沖壓模具加工壓花或直接用于平板門的制造。
鋼板需要經過12道工序的加工,生產線的工作過程(圖1):由放卷機將成卷的鋼板放卷送出,經油漬清除池將鋼板表面的油污除凈,再進入酸洗池進行酸洗除污,然后進入清洗池徹底清除板面污垢。將鋼板表面清潔處理干凈后,經平板機將稍彎曲的鋼板進行滾直平整,再經加溫爐A加熱,將鋼板表面加熱烘干,然后經膠水機對板面加涂膠水。再進入加溫爐B,使鋼板加熱到一定的溫度,使膠水處于最佳粘合狀態,經復膜機將所需型號的PVC膜壓復、粘合在鋼板表面,再經過保護膜壓棍在PVC膜上覆一層透明的塑料保護薄膜。然后經底漆機對鋼板底面加涂防銹底漆,經風干,按所需的尺寸規格經剪板機進行裁剪。
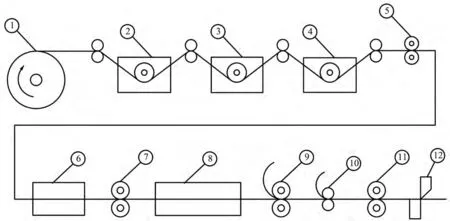
圖1 復塑鋼板生產線工作流程圖
2 復塑鋼板生產線存在的問題
(1)放卷機的調速問題。生產線工作運行時,由于放卷機卷筒的直徑會逐漸地減小,轉速也必須相應地加快,而放卷機的調速無法保證對鋼板的恒速輸出,當主傳動電機(即平板機)對鋼板恒速傳送時,放卷機處一直需要有人監視控制調速,當放卷機放出的板料速度慢于平板機時,鋼板拉得很緊,如不及時調快速度,將導致平板機過載運行,嚴重時還損壞電動機。當放卷機放出的板料速度快于平板機時,由于平板機未能及時將板料全部傳送,使鋼板堆積、彎曲變形。
(2)后面的三臺從動電機(膠水機、復膜機、底漆機)與平板機不能實現同步運行。當從動電機慢于主傳動電機時,導致鋼板彎曲變形,當從動電機快于主傳動電機時,從動電機會過載運行,嚴重時也會燒壞電機。
因此,每臺電機都需要安排一個人進行調速控制,從而耗費了許多人力,且工作效率很低,工人的勞動強度也很大。由于生產線不能穩定運行,經常出現故障,導致廢品源源不斷。
3 對復塑鋼板生產線的改造方案
根據生產線的工作原理及存在問題的原因,采用三菱FR-A540矢量控制變頻器,運用變頻器恒張力控制和同步控制的方法來解決電動機調速問題。
(1)生產線各電動機的運行與結構分析
生產線主要由五臺電機對鋼板進行拖動傳送(圖2),A、B、C、D、E五臺電動機的功率分別為5.5 kW、7.5 kW、2.2 kW、2.2 kW、2.2 kW,B電機(平板機)為主傳動電機,功率最大。在生產線運行過程中,主要由平板機對鋼板進行拖動,放卷機傳送板料的速度是根據平板機對鋼板的傳送速度來確定的,而后面的膠水機、復膜機和底漆機均是被動地接受由平板機傳送過來的板料,屬于從動電機。因此,鋼板的運行速度主要由平板機來決定。
根據復塑鋼板生產線的工作原理,在運行中,必須保持生產線前后的板速一致,即圖2中的V1=V2=V3=V4=V5,因此,當平板機傳送板料的速度恒定時,要求放卷機對板料也進行恒速輸出,后面的三臺從動電機也必須嚴格跟蹤平板機給出的板速運行,即實行板速同步。

圖2 生產線電動機拖動運行方框圖
(2)變頻器容量的選擇
按照生產線在運行過程中,電動機可能出現最大電流來選擇,一般變頻器的額定電流應大于電動機可能出現的最大電流[3],即

式(1)中:
IMmax——電動機的最大運行電流(A);
IN——變頻器的額定電流(A)。
該生產線放卷機的功率為5.5 kW,運行中放卷機一般不會出現過載現象,可選5.5 kW的變頻器功率。平板機為主傳動系統,有時可能會出現短暫的過載,它的工作穩定性直接影響從動電機的工作穩定,故需選擇比電動機大一檔的變頻器,由于平板機的功率為7.5 kW,筆者選擇一臺11 kW的變頻器對其進行控制。三臺從動電機的過載可能性較小,但也不能完全忽略,選擇一臺7.5 kW的變頻器足夠對三臺2.2 kW的電動機進行控制。
(3)對放卷機實施恒張力控制的方法
1)放卷機的工作特點與要求
生產線運行時,放卷機不停地輸送板料,使卷筒的直徑D越來越小,因整個生產線運行時的板速要求保持恒速運行,即張力F必須保持恒定,故拖動系統應實現恒張力控制(圖3)。放卷機卷筒的直徑D越來越小,故卷筒的阻轉矩T也越放越小[3],即

式(2)中:D——放卷機卷筒的直徑;
TL——卷筒的阻轉矩。
由于放卷時的運行功率將保持恒定,故負載的功率也不變,卷筒的轉速n將隨著轉矩T的減小而逐漸增高,即

式(3)中:nL——放卷機的轉速;
PL——恒張力運行時負載功率。
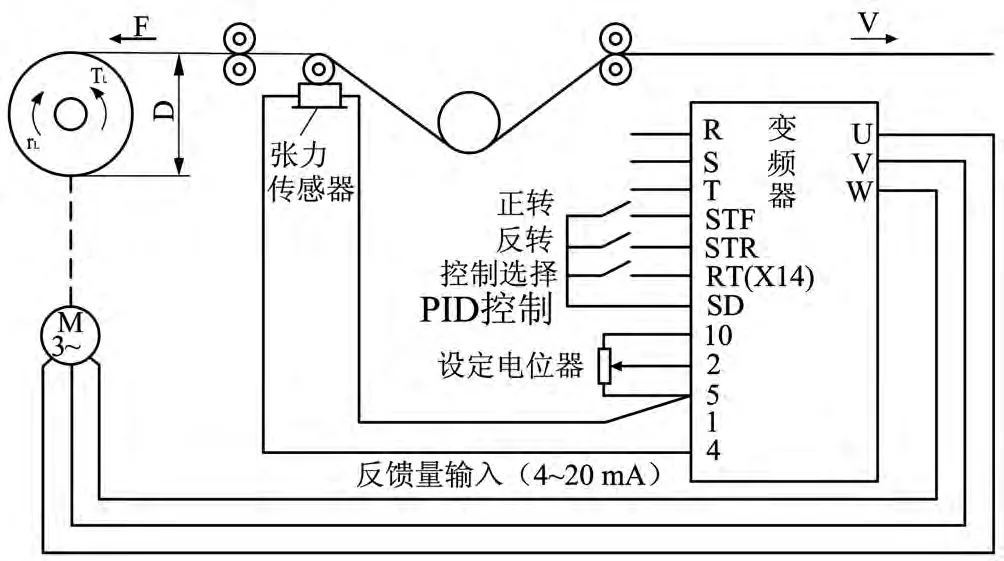
圖3 放卷機的恒張力控制接線圖
2)恒張力控制的方法
變頻器的恒張力控制(接線如圖3)主要是利用變頻器內置的PID調節功能[2],使放卷機實現比較穩定的恒張力運行。將變頻器的PID功能預置為有效,即用RT端子代替X14作為PID控制有效端子,通過運行時張力傳感器檢測到的信號反饋到變頻器的反饋量輸入端子4與PID目標設定值進行比較,得出偏差,再由變頻器根據計算的結果來改變電動機輸出的頻率,調節電動機的轉速,達到對鋼板傳送的恒張力控制。
3)變頻器參數的設置
根據變頻器對恒張力控制的要求,在張力控制過程中,主要由張力傳感器來檢測張力,再轉換為電流信號反饋到變頻器,因此,變頻器的部分參數的設置須通過張力傳感器的壓力值來設定。
選量程為0~100 kg的張力傳感器,傳感器的4 mA對應0 kg,20 mA對應100 kg。按生產線運行的要求,傳感器的目標壓力為60 kg,傳感器的上限壓力90 kg,下限0 kg。傳感器量程與輸出電流的對應關系(如圖4)可用直線方程y=kx+b[1]表示,當x=100 kg時,y=20 mA,當x=0 kg時,y=4 mA,由此解出k=0.16,b=4,因此,求得方程y=0.16x+4,將傳感器的目標壓力及上、下限壓力值代入方程,即可求得對應的目標值為13.6 mA,上限值18.4 mA,下限值4 mA。
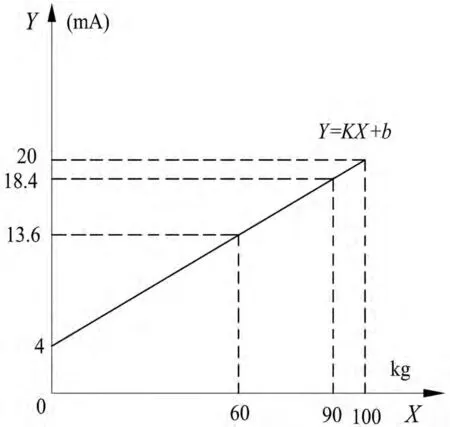
圖4 傳感器的量程與輸出電流的對應關系
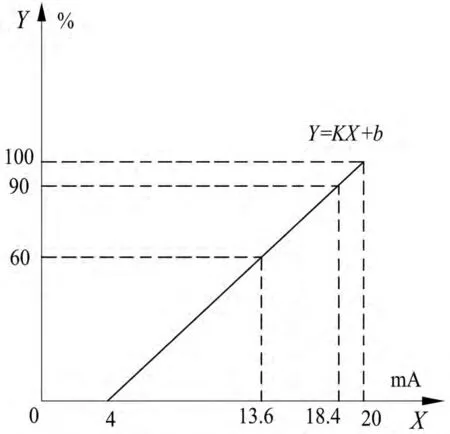
圖5 設定值與傳感器輸出的比例關系
由于變頻器參數的設定值為百分數,因此須將設定值再轉換成百分數進行設置,設定值與傳感器輸出的比例關系(如圖5)也可用直線方程y=kx+b[1]表示,由傳感器輸出的各值,代入方程可計算得變頻器參數中PID的目標設定值為60%,上限值90%,下限值0%。
根據生產線的運行調試,變頻器對恒張力控制的主要參數設置如表1。
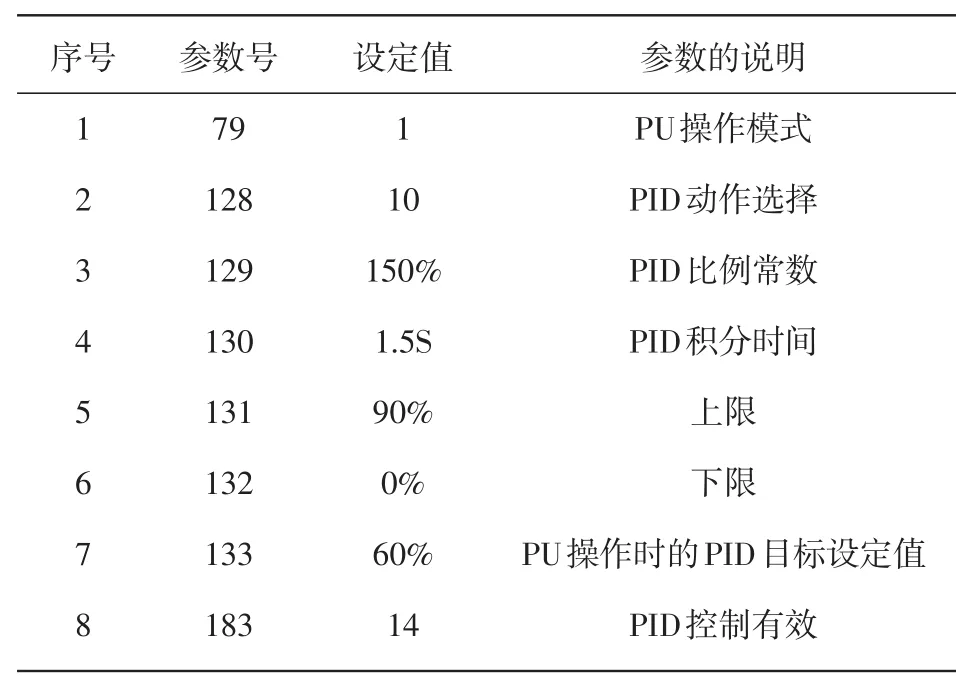
表1 恒張力控制相關參數設置
(4)對主傳動電機與從動電機實施同步控制的方法
1)主傳動與從動電機調速控制的特點與要求
復塑鋼板生產線的工作是連續運行的,如后面的從動電機快于主傳動電機,鋼板會拉得很緊,還會導致從動電機過載運行;如從動電機慢于主傳動電機,則會使鋼板產生堆積、彎曲變形。因此,各臺電機運送鋼板的速度必須完全相等,即須實現轉速同步。鋼板的運行速度由主傳動電機(平板機)來決定和調整的,膠水機、復膜機和底漆機的運行速度必須嚴格跟蹤平板機,以保持對鋼板的運送速度前后一致,否則無法實現板速同步。
2)板速與電機轉速及工作頻率的范圍
復塑鋼板主要有0.5 mm、0.6 mm、0.8 mm、1.0 mm四種厚度規格。因板的厚度不同,所以在運行中對板加熱的時間也不同,薄板加熱的時間短,鋼板運行的速度較快,厚板加熱的時間比較長,鋼板的運行速度也較慢。另外,在每次開機時,將鋼板從放卷機處逐漸引入,直到最后,并使各電動機的運行協調,屬于預備階段,此時,鋼板的運行速度很慢,一般為3 m/min。鋼板的運行速度VL與對應的電動機轉速nL及工作頻率fx的值,如表2。
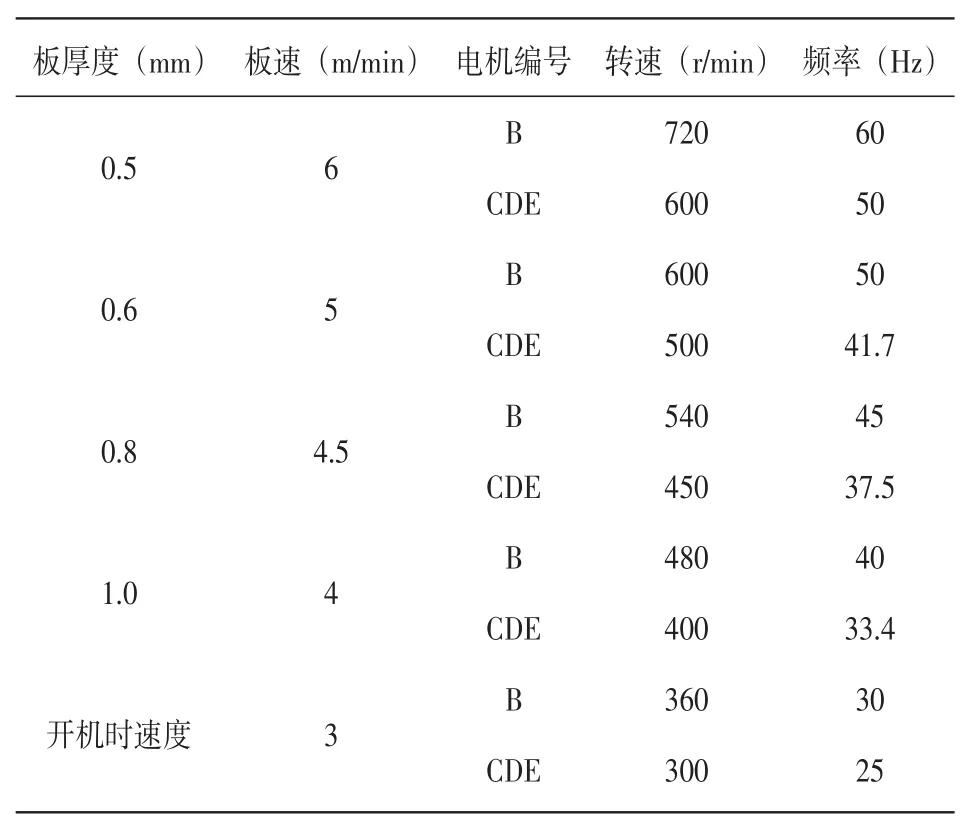
表2 各板速和電動機轉速及工作頻率的對應關系
注:電動機編號如圖2。
(3)同步控制的方法
對主傳動電機與從動電機實施同步控制,由表2可以看出,由于主傳動電機與從動電機的轉速不同,故兩臺變頻器各控制電機所輸出的頻率也不同。按照同步控制的要求,變頻器與各電機的接線如圖6。
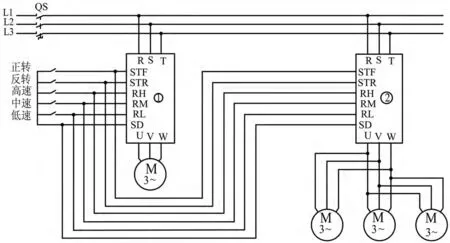
圖6 變頻器同步控制接線圖
由表2與圖6可以看出,根據鋼板的厚度不同以及開機引板與運行時生產線的運行速度不同,變頻器須對電動機實行多段速控制運行,在此需用到5段速度控制。按變頻器上的高、中、低(即RH、RM、RL)三個速度選擇開關組合控制對5段速度的輸出(表3)。
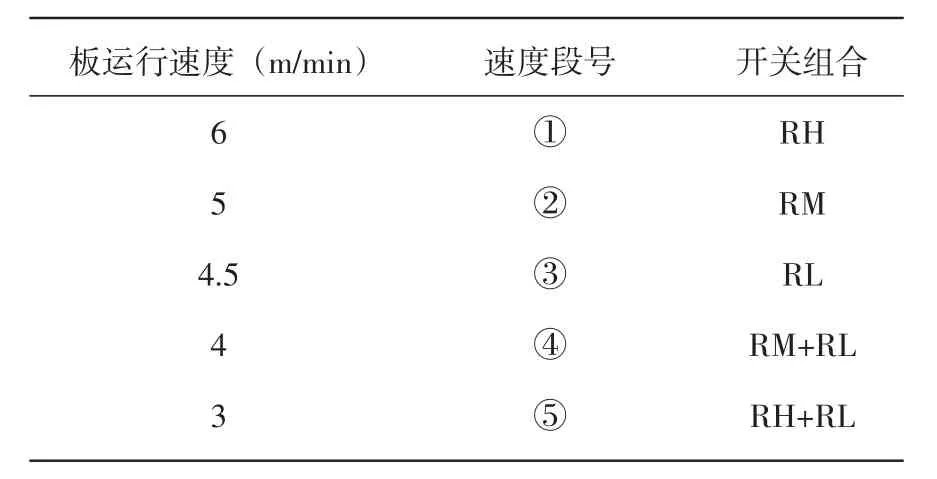
表3 板速與開關的對應關系
由上述圖表知,當生產線開機運行,須先將板逐步引入,此時處于預備階段,板速為3 m/min,即按第⑤段速度運行,按下正轉STF,再接通RH和RL,便可控制主、從動電機對鋼板按3 m/min的速度同步運行。如生產線加工的鋼板厚度為0.5 mm,則當進入正常的運行狀態時,板速應調到6 m/min,此時必須斷開RL,只接通RH,即執行第①段速度。相同地,如果生產線加工其他厚度不同的鋼板時,只需按其相對應的速度調節變頻器上的各開關即可實現板速同步穩定運行了。
(4)變頻器的參數設置
按變頻器實施同步控制的要求,由圖6可知,參數設置見表4和表5,①號變頻器控制主傳動電機,②號變頻器控制三臺從動電機。
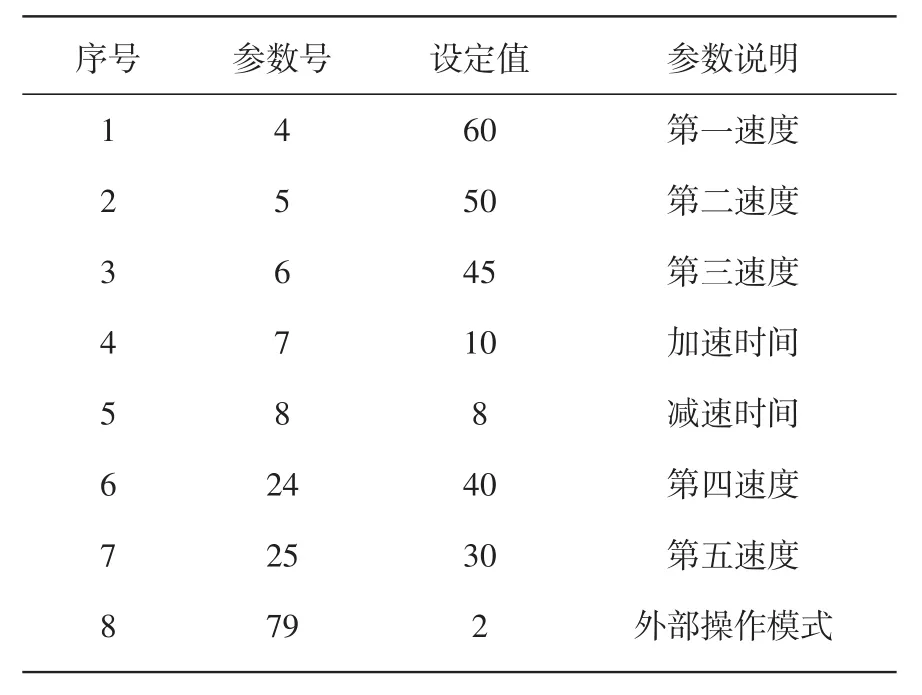
表4 ①號變頻器的參數設置
注:①、②兩臺變頻器的Pr.7和Pr.8號參數設定值不同,是因為兩臺變頻器所控制的電動機轉速不同,經過實際運行調試,在給電動機執行加速時,主傳動電機必須比從動電機稍慢,減速時則需稍快一些。
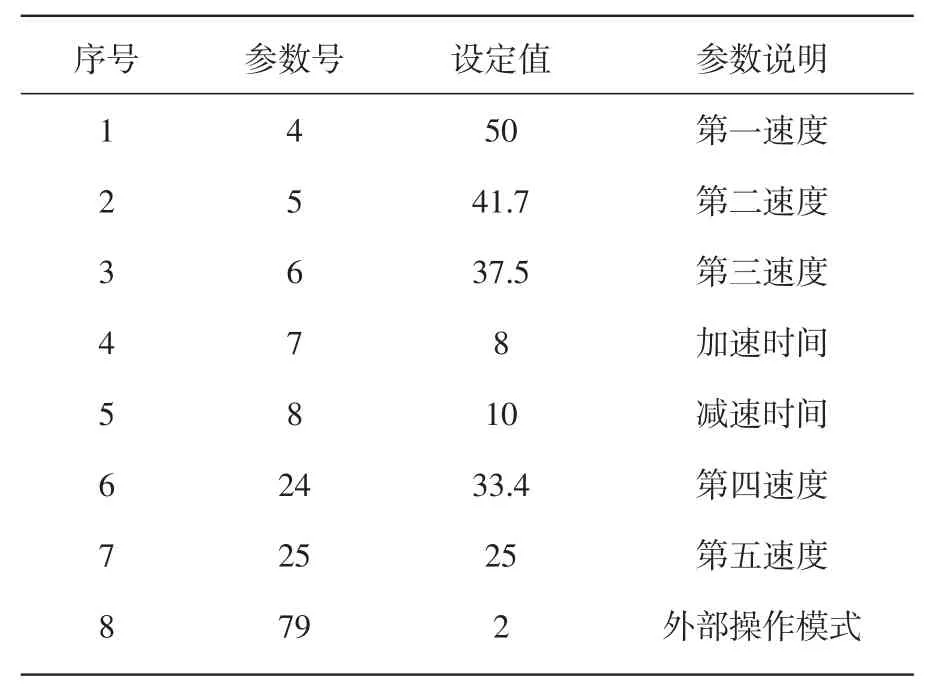
表5 ②號變頻器的參數設置
4 改造后的效果分析
復塑鋼板生產線經改造后,經過運行調試,基本上解決了以前出現的系列問題。投入生產一年后經統計,與上一年相比,廢品率降低了4%,按統計數據來計算,一年節約成本近十萬元。經改造后,由于生產運行很穩定,不但節約了人力,降低了工人的勞動強度,勞動生產率提高了10%,而且,產品的質量也上升了一個檔次,從而贏得了更多的客戶,擴大了公司產品的市場占有率。
[1]李方圓.變頻器自動化工程實踐[M].北京:電子工業出版社,2007.
[2]張燕賓.SPWM變頻調速應用技術[M].北京:機械工業出版社,2012.
[3]吳忠智,吳加林.變頻器應用手冊[M].北京:機械工業出版社,2004.
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52