一種新型切邊圓盤剪的設計研究
2014-02-26 06:06:10李劍峰薛麗菲
鍛壓裝備與制造技術 2014年2期
李劍峰,薛麗菲,曲 杰,閆 軍
(濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250022)
0 概況
切邊圓盤剪是帶鋼精整設備的核心設備之一,用來剪切帶鋼的邊部缺陷,保證帶鋼的寬度精度,以生產出合格的帶鋼產品。廣泛應用于帶鋼的酸洗機組、拉矯機組、重卷機組及橫切線等。高精度的圓盤剪可以在提高生產效率的同時保證帶鋼的質量。尤其對板厚小于0.2mm的薄帶,剪切時極易產生邊浪,對圓盤剪的要求更高。我們為國內某冷軋廠設計制造了拉矯切邊重卷機組,其中切邊圓盤剪為核心設備。下面對其設計過程進行分析探討。
1 圓盤剪的結構組成及主要技術參數
如圖1所示,圓盤剪由傳動系統、刀軸及圓盤刀、刀軸支承座、上下刀盤重疊量調節機構、剪切側隙調節機構、圓盤剪開口度調節機構、圓盤剪底座等組成。圓盤刀通過液壓螺母鎖緊在懸臂的刀軸上,根據所需剪切板材的參數設置好圓盤剪開口度、剪切間隙、上下刀盤重疊量等參數后,由交流變頻電機通過減速機、齒輪分配箱帶動刀軸旋轉實現剪切。
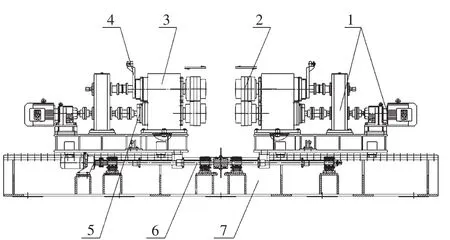
圖1 切邊圓盤剪組成總圖
圓盤剪主要技術參數:剪切材質為冷軋碳鋼、鍍錫板(馬口鐵)基板;材料強度 σb≤350MPa,σs≤235 MPa;材料厚度0.15mm~0.8mm;材料寬度750mm~1280mm;切邊寬度5mm~20mm;剪切毛刺≤0.008mm;生產線速度300m/min。
2 圓盤剪的主要結構特點
2.1 刀軸、支承座及圓盤刀
由圖1可見,兩個刀軸支承座左右對稱。上下刀軸安裝在支承座上,刀軸采用鍛造合金鋼淬火處理。剪切時,圓盤刀、脫料膠圈、墊片被液壓螺母鎖緊在刀軸上。刀片采用材質Cr12Mo1V1,經淬火后精磨。當刀刃鈍化后,采用磨削端面的方法重新獲得鋒利刀刃,根據磨削量重新調整墊片厚度尺寸或調整刀片側向間隙調整機構。該配刀方法簡單,容易操作,結合液壓螺母的使用,整個調整過程控制在幾分鐘內。
考慮到圓盤刀的通用性,上下刀軸設計相同直徑,如果上下刀軸中心在一垂線上,根據剪切機理(參考圖3),會造成板料向上翹,廢邊不能順利向下進入廢料活套直至由廢邊卷取機收卷。因此,設計時將上刀軸沿著送料方向向前偏移一定距離,從而使剪切后的板料在水平方向向前運行,廢邊也能夠劇烈向下運動,保證機組運行順暢。
2.2 刀盤重疊量及剪切間隙調整機構(圖2)
2.2.1 刀片重疊量調整機構
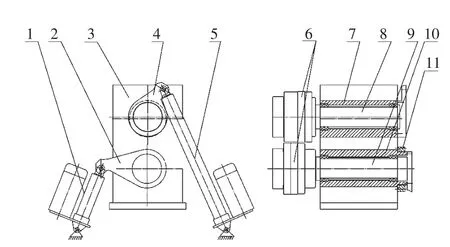
圖2 刀盤重疊量及剪切間隙高速機構示意圖
由圖2可見,圓盤剪的刀片重疊量調整機構通過上電動推缸調整安裝在偏心套上的上擺臂來驅動偏心套旋轉,旋轉的偏心套帶動通過滾動軸承支承的圓盤剪上刀軸實現上下運動,從而改變安裝在刀軸上圓盤刀上下的位置,實現上下刀盤重疊量的調整。
電動推缸通過伺服電機驅動,在缸體內將旋轉運動轉化為缸桿的直線運動,從而帶動安裝在偏心套上的擺臂擺動。通過電氣檢測元件反饋結合程序計算實現圓盤剪重疊量調整的數字化控制。
2.2.2 刀片剪切側隙的調整機構
由圖2可見,通過下電動推缸的作用,帶動下擺臂擺動,下擺臂帶動刀軸支承套轉動,在刀軸支承套與固定在刀軸支承座上的固定絲母之間的螺紋副的作用下,刀軸支承套帶動通過由軸承和隔套軸向固定在其中的下刀軸軸向移動,從而帶動刀片軸向移動。實現刀片剪切間隙的電動調整。
通過電氣檢測元件的反饋結合程序計算實現圓盤剪剪切間歇的數字化控制。
2.3 圓盤剪傳動系統
由圖1可見,圓盤剪采用主動剪切方式,兩側的圓盤剪均由變頻電機通過減速機、膜片聯軸器、齒輪分配箱、連接上下刀軸的球籠式萬向聯軸器組成。
由于剪切鋼板厚度較薄,采取恒轉矩的輸出方式,減速比i為:

式中:n額——電機額定轉速;
nmax——刀盤轉動的最大速度。
為減少傳動系統誤差,電機和減速機采用直連式,減速機和齒輪分配箱之間考慮到安裝誤差,采用精度較高并可承受一定安裝誤差的膜片聯軸器,連接刀軸的萬向軸采取球籠式萬向軸,提高了使用的精度及可靠性。
2.4 圓盤剪開口度調節機構和底座
由圖1可見,圓盤剪開口度調節機構安裝于底座上,圓盤剪可根據板寬和修邊的寬度調整板帶兩側剪刃的距離,使用懸臂剪相對于通軸剪的優勢在于不同寬度修邊時調節簡單,省去了繁瑣的換刀工作,通過變頻電機、滾珠絲杠、直線導軌實現,保證了精度,由編碼器反饋實現開口度調整的數字化控制。底座為鋼板焊接結構,支承圓盤剪的其他所有部分,通過地腳螺栓固定在地基上,其整體框架形式保證了設備的剛性、裝配精度,并易于包裝運輸。
3 圓盤剪工藝參數的選擇
圓盤剪基本參數有剪切力、重疊量、側向間隙、刀片厚度和刀片楔角。
重疊量Δ:剪切時兩圓盤式刀片,一般互相重疊,其重疊量與剪切鋼板厚度有關。可按照表1參考選用。
側向間隙c:兩刀片的側向間隙c,隨被剪切鋼板厚度不同而異。該圓盤剪主要用于剪切<0.8mm的薄板,側向間隙一般按照板厚的7%選用,也可以按照表1選用。實際使用時還要考慮刀具的磨損、材質等因素,對側向間隙進行適當調整。

表1 重疊量Δ和側向間隙c的選擇/mm
刀片厚度 δ:一般可按 δ=(0.06~0.1)D 計算。其中D為圓盤刀直徑。實用上還可按表2選用。因為考慮到刀片修復刀刃使用端面磨,實際應用中可以適當加厚刀片的厚度,厚度還應考慮裝刀方便和懸臂刀軸的承受能力。
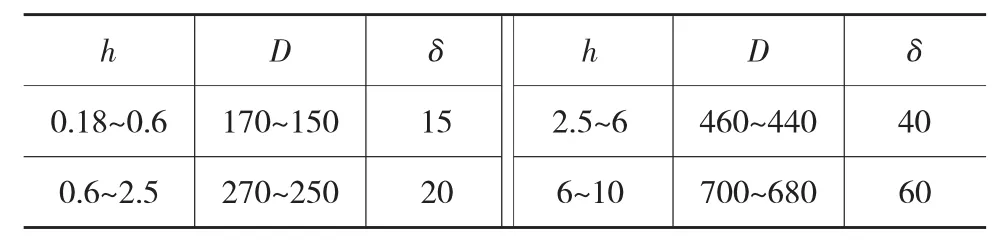
表2 刀片厚度值/mm
刀片直徑D:圓盤刀片直徑可按下式確定:

式中:h——被剪切帶鋼厚度/mm;
α0——允許咬入角/rad;
Δ——刀片重疊量/mm。
根據上式可以得到,允許咬入角等于8°~12°,即α0=0.14~0.19rad時,圓盤刀片直徑可近似采用D=(50~100)h。實用上還可以按照表2選用。
由于圓盤刀具有電動間隙調整機構,因此當圓盤剪手動控制時,由人工測量來控制修邊后板寬,對圓盤刀的厚度公差要求一般。當該設備為全自動控制使用時,一般取厚度公差±0.002mm;圓盤刀外徑公差一般取+0~+0.02mm;內徑公差一般取配合偏差G6;刀片的不平度公差為0.002mm。
刀片楔角:對于圓柱形刀片的刀片楔角,一般取90°。
4 圓盤剪剪切力計算
由圖3可見,剪切時,圓盤刀相對于板帶的速度作圓周運動,形成一對無端點的剪刃。板帶的剪切過程是上下刀的刃口距離隨著刀盤不斷轉動不斷減小,中間的板帶被刀不斷的切入,使板帶材料不斷發生變形,最終被刀完全切斷的過程。可分解為彈性變形、塑性變形、斷裂三個過程。
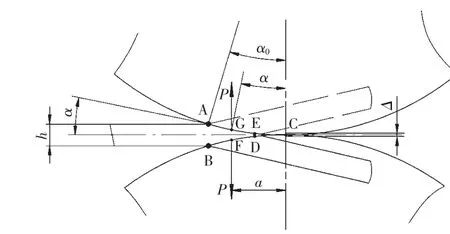
圖3 圓盤剪刀盤上的作用力簡圖
圓盤剪的剪切力,國內一般按諾沙里公式進行計算。即:

對于圓盤剪可建議取 ε=1.25δ5,系數 Z1=1.4,則上式簡化為:

圓盤剪的刀片所受的側向推力約為剪切力的5%左右。
注:α為剪切角,可按公式:

實際計算時,可根據個人習慣選擇公式(1)或(2)計算。
5 圓盤剪傳動功率計算
圓盤剪剪切時,一對刀盤的剪切力矩為:

式中:a=Rsinα,α 由公式(3)獲得。
剪切時一對圓盤刀軸承處的摩擦力矩為:

式中:μ——軸承處的摩擦系數;
d——軸承處的樞軸直徑。
一對刀片的總的靜力矩為:

n對刀片時圓盤剪的傳動功率為:

式中:k——考慮到被剪切鋼板與圓盤剪刀摩擦損失對功率的影響,一般取k=1.1~1.2;
v圓刀——圓盤刀片的圓周速度/(m/s);
D——圓盤刀片直徑/m;
M靜——靜力矩/kg·m;
η——傳動效率,一般取η=0.90~0.95。
注:考慮到脫料膠圈選擇時有時候偏大造成功率損失,建議在計算時增加0.5~1kW左右的補償值。
6 小結
新設計的切邊圓盤剪已經得到成功運用,目前運行穩定,效果良好,保證了整個機組的正常運行,也作為機組的核心設備為用戶贏得了巨大的經濟效益。針對國內冷軋薄板切邊的普遍要求,通過這次設計,對圓盤剪的主要參數選擇,力能參數計算方面做了分析、研究,積累了一些經驗。實現了刀片重疊量和剪切間隙的數字化電動調整機構,較之傳統圓盤剪,大大提高了操作性、自動化水平。其運行參數也反映了圓盤剪優越的性能,對提高剪切設備國產化,實現控制自動化,提高該產品和包含該產品機組的市場競爭力起到了非常重要的作用。
[1] 周國盈.帶鋼精整設備[M].北京:機械工業出版社,1979:73-77.
[2] 劉寶珩.軋鋼機械設備[M].北京:冶金工業出版社,2004:135-137.
[3] 陶有能.切邊圓盤剪設計[J].華中科技大學學報(城市科學版),2006,23(S2):77-79.
[4] 蔣國美,等.提高縱剪機刀軸旋轉精度的探討[J].鍛壓裝備與制造技術,2010,45(3):19-22.
[5] 楊建軍,等.縱剪機設計中一些問題的探討[J].鍛壓裝備與制造技術,2007,42(1):18-21.
