激光切管機快速穿孔工藝研究
2014-02-26 06:06:12邢振宏
鍛壓裝備與制造技術 2014年2期
關鍵詞:工藝
邢振宏,劉 健,楊 靜,劉 宏
(濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250022)
1 概述
石油管材加工手段主要有金屬塊鑲嵌法、電化學與機械加工復合加工法、陶瓷刀片切割法和激光切割法。前三種方法工序多、效率低、成本高,不能切出折線縫、曲線縫和梯形縫等復雜的縫型,而且管材使用較短時間便會出現砂堵現象。激光切割法則使石油管材的加工工藝和成本發生了很大變化,不僅可以加工上述包括梯形縫在內的復雜縫型,而且切縫質量較好,縫寬規則、縫中無掛渣,保證了加工精度。此外激光切割還具有噪聲低、效率高和成本低等優點。
與傳統石油割縫篩管的加工方法相比,激光加工的石油管材割縫形狀規整,光潔度高,耐銹蝕性好,縫口周圍金相結構變化不大,割縫寬度不受傳統刀具規格的限制,最小割縫寬度可達0.1mm~0.2mm。激光切割因其具有的普通機械加工手段難以比擬的優勢,成為石油篩管割縫加工的首選。
2 研究背景

圖1 割縫篩管
我公司最新研究開發的數控激光切管機是石油篩管割縫加工的專用設備。篩管也稱割縫篩管(圖1),是安裝于油井、水井、地熱井等無縫或焊接鋼制井管最下端,用以將所開采的液體與地層中的砂石分離的一種特殊管型。由于其涉入地層的基本結構特點,接觸的砂石粒度不同,開采液體粘稠度有差異,所需篩管的孔縫規格及形狀也各有不同。近年來,隨著我國石油、地礦工業的高速發展,篩管消耗不斷增加。而隨著市場需求的攀升,加上篩管孔縫切割難度高,孔縫幾何尺寸、形狀精度要求高,使看似簡單的篩管和篩管加工難度提高的同時,“經濟”身價也倍增,從而引起相關行業的極大關注。
激光切管機所加工的石油篩管有成千上萬條割縫,由于激光切割加工設備屬于熱加工,其加工必須要有一個切入點,也就是通常所說的“穿孔”,每切割一條縫就需要穿孔一次,這就意味著每加工一根篩管就可能需要穿孔上萬次,因此縮短穿孔時間是提高加工效率的重要手段之一。
在切割最初階段必須先穿孔,然后激光頭(相當于普通金屬加工設備的刀具)由靜止到運動進行切割。在加工過程中,當給定激光束切割程序初始穿孔后,激光頭由靜止過渡到運動切割的過程中,會瞬間出現反渣現象,不管反渣多少都會使該縫初始端的幾何形狀和精度遭到破壞,導致該縫報廢。經過長期研究,我們找到了產生切割缺陷的機理,研究出一種行之有效的控制技術——多級變頻、變脈沖快速穿孔技術,使缺陷率逐漸降到最低,提高了生產率,為客戶創造更高的加工效益提供了可靠保障。
石油割縫篩管的壁厚從3mm~10mm不等,對于不同壁厚的管材其加工工藝也有所不同,隨著管材壁厚的增加,爆孔率升高,切割難度也隨之增加,特別是初始階段的穿孔工藝更是降低加工缺陷率、提高加工效率的關鍵技術之一。因此,在諸多切割參數中找到合理配置的加工工藝參數是極為重要的。
3 穿孔工藝試驗過程
在進行數控激光切管機實際工藝調試過程中,首先是基于二維平板激光切割機的穿孔工藝參數進行試驗的。對于管壁厚度在3mm~5mm的篩管來說,其穿孔難度較小,工藝也較易調整,其普遍穿孔時間在 0.2s~0.5s之間。但對于管壁厚度在6mm~10mm的篩管來說,隨著穿孔深度的增加其激光穿透的效應也隨之變低,同時穿孔質量也受到極大影響。
20多年來我們積累了大量的平板切割工藝經驗,在二維平板激光切割機上進行厚板的穿孔時工藝參數比較單一,可以用接近激光器滿功率的連續波在板面上形成一個直徑在2mm~4mm左右的圓孔,以達到快速穿孔的目的,至于孔的大小及切渣飛濺對周圍材質的影響并沒有特別要求。而在石油篩管上進行穿孔時,必須要保證孔的直徑不大于割縫的寬度。對于應用于石油行業的篩管,割縫寬度規格范圍在0.2mm~1.0mm之間,所以在保證穿孔時間的同時,控制穿孔的直徑是篩管割縫加工中急需解決的問題。
用二維平板切割機參數進行穿孔,已經不適用于篩管的加工了。分析后我們降低穿孔能量、頻率和占空比,但穿孔時間延長。為提高生產效率,我們降低打孔距離使激光聚焦點在板材的上表面附近。
經過調整后,打孔點變小,但打孔時間卻顯著加長,調整參數如表1所示。

表1 調整參數表
在多次試驗中,我們發現用以上參數進行打孔,除了時間變長外,還會出現爆孔現象,產生的切渣會粘附在切割嘴上影響切割,甚至造成切割嘴的嚴重損耗。
爆孔的原因主要是由于穿孔占空比太大所致,但降低占空比又會造成穿孔時間加長。為了解決此矛盾,我們從電氣自動控制上著手,選配西門子PLC產生PWM波控制占空比,實現穿孔初始采用較低占空比,隨后逐步增大,從而達到快速穿孔的目的。為防止占空比過大引起爆孔,可設定占空比的增長上限。
為了防止在爆孔時切割嘴沾上切渣,把切割嘴到板面的距離由2mm提高到4mm,同時把焦點軸下移2mm,保證打孔時的激光光束能夠聚焦在板面附近,在切割時把自動調焦軸移上去返回原來坐標。經過調整后所用參數如表2所示。
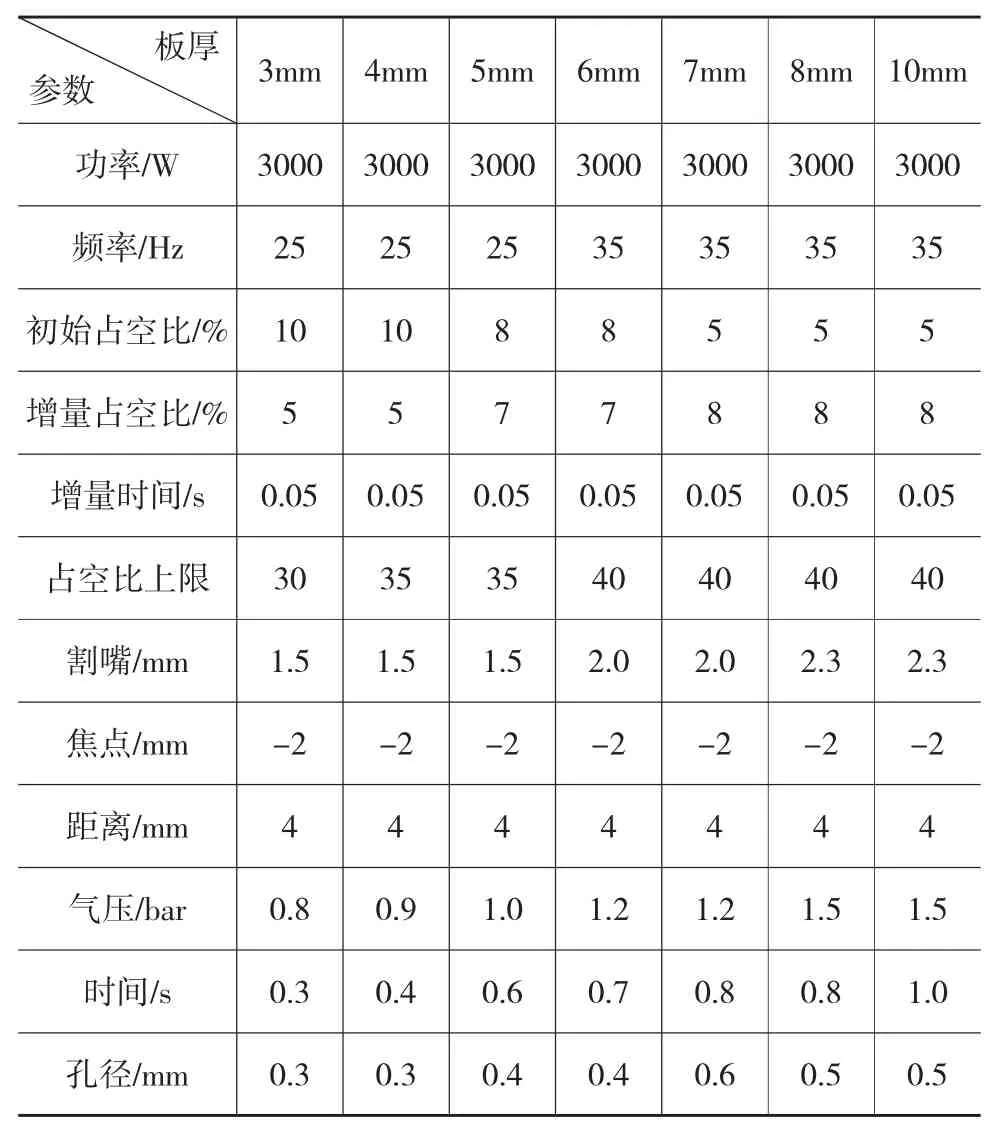
表2 調整后參數表
通過這次調整,穿孔時間及穿孔直徑都有了極大改善,但是對于篩管割縫最細的0.2mm來說穿孔點尺寸偏大。通過反復試驗,我們發現當增大打孔頻率時穿孔點會變小,但同時穿孔時間變長,據此修改PWM波程序,穿孔開始時用一個較高的頻率進行穿孔,然后頻率逐步減小,達到穿孔孔徑變小的目的。為防止頻率過小,我們也給頻率設定了下限,通過切割試驗,達到了滿意的效果。調整后參數如表3所示。
4 結論
結合新型電氣控制方式開發的多級、變頻、變脈沖快速穿孔技術,大幅降低了脈沖傳輸時間,提高了穿孔速度,有效控制了穿孔幾何形狀和精度,在實現快速穿孔的同時,保證孔徑不大于割縫寬度,降低成本,提高效率,有效保證切割質量,滿足了用戶對石油篩管的加工要求。

表3 最終調整參數表
[1] 寧福宏,等.激光切割機床加工篩管的技術研究.鋼管,2002,(6).
[2] 茹冰偉,等.割縫篩管的激光切割.新技術新工藝,2005,(6).
[3] 黃 濤,等.激光切割數控系統激光功率控制研究.組合機床與自動化加工技術,2004,(6).
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
