E4330鋼模擬粗晶區組織與性能的研究
2014-03-12 06:51:10吳麗萍劉順洪龔俊偉
電焊機 2014年4期
吳麗萍,劉順洪,王 磊,龔俊偉
(華中科技大學,湖北 武漢 430074)
0 前言
E4330鋼應用于高壓泵頭體,泵頭體是石油壓裂車壓力液力端極其重要的部件,運行一段時間后由于工作環境惡劣,其吸入腔、排出腔和柱塞腔等部位會出現裂紋,并且制造過程中會出現尺寸超差。為了延長泵頭體的使用壽命,需對其進行焊接修復。
低合金調質高強度鋼合金系統復雜,淬硬性大,在焊接過程中冷裂紋的產生和熱影響區韌性降低是主要問題[1]。一般認為粗晶區是焊接接頭中的薄弱環節[2]。而實際焊接為多層多道焊,后續焊道對前一焊道的粗晶區性能也有影響[3]。了解高強鋼焊接接頭粗晶區性能變化是有意義的。采用熱模擬技術研究了預熱溫度、層間溫度及焊后熱處理對E4330鋼粗晶區組織與性能的變化規律,對于制定合理的焊接工藝具有重要作用。
1 試驗方法
試驗材料為E4330鋼,其化學成分如表1所示。采用調質處理,母材組織為回火索氏體。

表1 E4330鋼化學成分 %
熱模擬試樣尺寸為11 mm×11 mm×100 mm,試驗在Gleeble3500熱力模擬試驗機上進行。熱模擬試驗方案如下:
①考察預熱溫度對E4330鋼粗晶區組織性能的影響,一次熱循環參數如表2所示。
②在A3基礎上進行二次熱循環,考察層間溫度對E4330鋼臨界粗晶區組織性能的影響,二次熱循環參數如表3所示。
③對B2進行(880℃+620℃)調質處理,考察焊后熱處理對臨界粗晶區性能的改善作用。
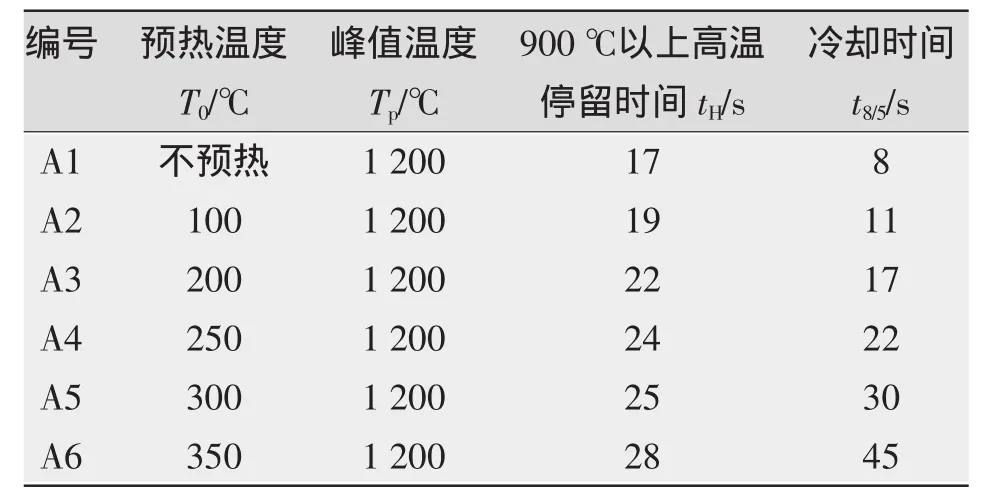
表2 一次熱循環參數
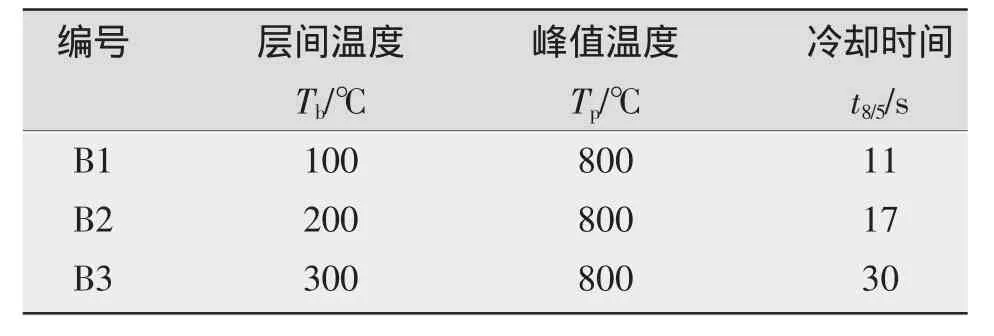
表3 二次熱循環參數
熱模擬試驗后,按照GB/T229-2007《金屬夏比缺口沖擊試驗方法》的規定進行常溫和低溫沖擊試驗,V型缺口開在熱電偶絲的焊接位置。硬度試驗在HXS-1000AK雙壓頭顯微硬度計上操作進行,載荷為1 kgf,保持載荷15s。微觀組織形貌采用4%的硝酸酒精溶液腐蝕顯示,晶粒度試樣則采用過飽和苦味酸水溶液浸蝕,晶粒度測定按《GB/T6394-2002金屬平均晶粒度測定方法》進行。利用Quanta環境掃描電子顯微鏡對斷口進行分析。
2 試驗結果和分析
2.1 預熱溫度對CGHAZ的影響
圖1a~圖1c為模擬粗晶區的組織,圖1d~圖1f為粗晶區的原奧氏體晶粒,表4為不同預熱溫度下粗晶區的晶粒度。預熱溫度升高,對應的高溫停留時間增加,晶粒變大,當預熱溫度為350℃,晶粒度達 2.5。
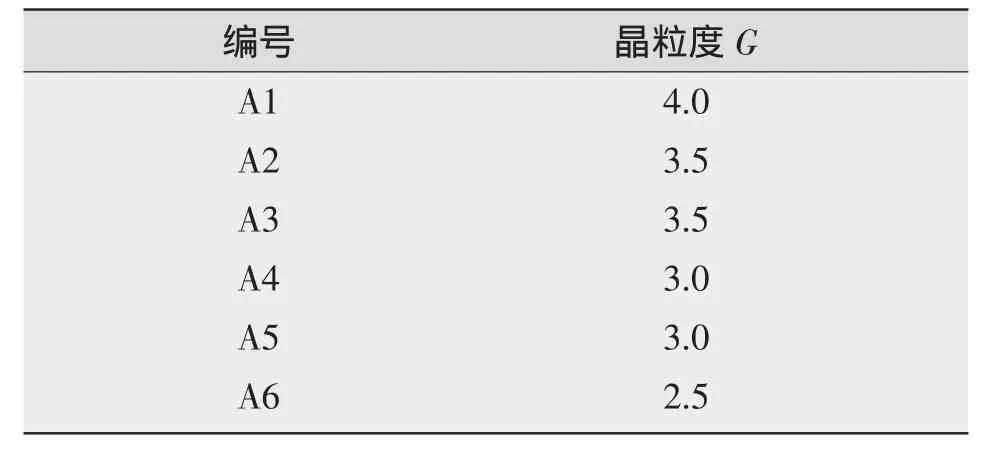
表4 模擬粗晶區的晶粒度
預熱溫度不超過250℃的模擬粗晶區都得到單一板條馬氏體,對應表2中的參數可知,當t8/5<22 s,E4330鋼焊接粗晶區得到組織為馬氏體。預熱溫度為300℃,即t8/5=30 s,模擬粗晶區中出現大量下貝氏體和少量上貝氏體。預熱溫度為350℃時,t8/5延長至45 s,粗晶區中上貝氏體數量增多。預熱溫度為300℃和350℃的貝氏體體積分數分別為25.68%和 32.91%。
模擬粗晶區的硬度如表5所示,不預熱得到馬氏體的硬度為548 HV,E4330鋼熱影響區淬硬傾向大。預熱溫度升高,奧氏體晶粒長大,導致隨后生成的馬氏體板條粗大,硬度降低,當預熱溫度為250℃時,模擬試樣得到的馬氏體硬度最低,為519 HV。當預熱溫度進一步升高,粗晶區中出現貝氏體,此時,混合組織中的馬氏體硬度達到613 HV,這是由于下貝氏體分割奧氏體晶粒,減小馬氏體板條的尺寸,使得板條馬氏體亞結構變精細,硬度升高[4]。而貝氏體的硬度則隨預熱溫度的升高而降低,分別為482 HV和466 HV。
2.2 層間溫度及調質處理對IRCGHAZ的影響
圖2a~圖2c為二次熱循環后臨界粗晶區的組織,圖2d~圖2f為原奧氏體晶粒,對應的晶粒度分別為3.5,4和3.5。臨界粗晶區得到與粗晶區(T0=200℃時)相似的粗大晶粒,即出現了組織遺傳。另外,在原奧氏體晶粒邊界處有成串的細小球狀奧氏體形成。

圖1 模擬粗晶區的組織和晶粒
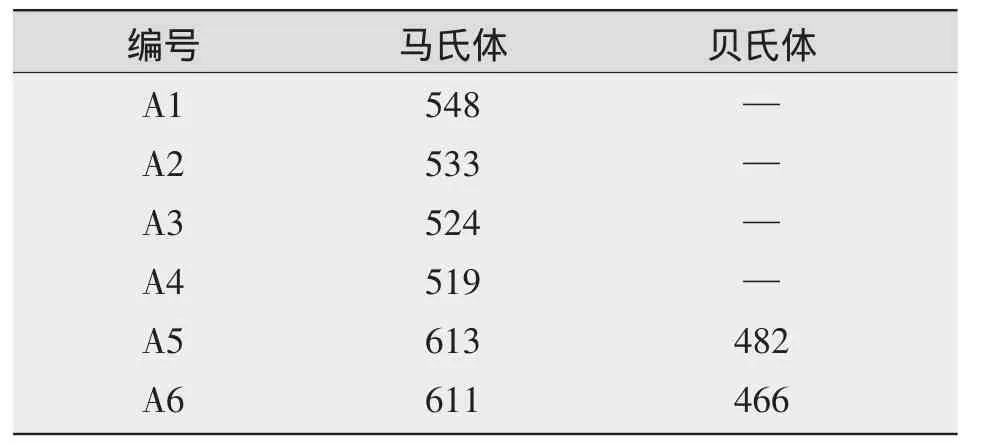
表5 模擬粗晶區的硬度 HV
二次熱循環后臨界粗晶區的組織為板條馬氏體(Tb=100℃和Tb=200℃時)及下貝氏體-馬氏體混合物(Tb=300℃時),這是因為t8/5對粗大晶粒遺傳沒有影響,但對粗大組織遺傳影響顯著。當t8/5較小時,能夠產生粗大組織遺傳;當t8/5較大時,僅產生粗大晶粒遺傳[5]。
原始組織中平衡組織和不平衡組織共存時,一方面發生有序轉變,當馬氏體被重新加熱到AC1以上時,在馬氏體板條間形成與馬氏體有特定取向關系的針狀奧氏體,針狀奧氏體隨后成長匯合,恢復了原奧氏體的晶粒大小和取向。另一方面進行無序轉變,在晶界和亞晶界處形成任意取向的奧氏體晶核并長大成細小的球狀奧氏體晶粒。前者導致組織遺傳,后者稱為“邊界效應”,多次利用邊界效應可細化晶粒[6]。
對比臨界粗晶區的晶粒,發現層間溫度為200℃時,球狀奧氏體晶粒增多,新形成奧氏體晶粒變小(見圖2e)。一次熱循環后,粗晶區中馬氏體轉變量與層間溫度有關,層間溫度越高,轉變過程越不完整。層間溫度為200℃時,生成的馬氏體分割奧氏體晶粒,使未轉變的過冷奧氏體變細小,增加了原奧氏體的晶界,而在重新升溫的過程中,球狀奧氏體在原奧氏體晶界及馬氏體板條間形成,因此球狀奧氏體增多。
層間溫度為300℃時,原奧氏體晶粒邊界處沒有出現球狀奧氏體晶粒(見圖2f)。當試樣冷卻到300℃時,粗晶區開始發生馬氏體轉變,這時立即重新加熱,原始組織主要是過冷奧氏體,在二次熱循環的過程中,新形成的奧氏體直接繼承原奧氏體的晶粒大小和取向,有序轉變區“吞噬”無序轉變區,導致細小晶粒消失。
為了研究晶粒內部和晶界附近組織的差異,測量了不同位置的硬度,如表6所示。層間溫度為100℃和200℃時,不同位置的硬度基本相同,說明原奧氏體晶界附近和晶粒內部組織比較均一。三組層間溫度得到的馬氏體硬度相對原始組織(524 HV)的都有不同幅度的提高。以粗大板條馬氏體為原始組織,重新加熱的過程中,除了粗大晶粒得到恢復,奧氏體在馬氏體中形成時可以繼承馬氏體高密度位錯亞結構,極大地提高馬氏體形核率,有效地細化了馬氏體板條尺寸[7],從而提高馬氏體的硬度。前兩組提高幅度的不同是由于馬氏體轉變量隨層間溫度升高而下降,影響了后續馬氏體的形核率。第三組馬氏體硬度提高則與貝氏體生成有關,貝氏體分割奧氏體晶粒,使馬氏體生長受阻礙,細化馬氏體板條。
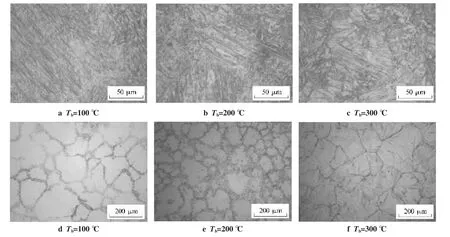
圖2 模擬臨界粗晶區的組織和晶粒

表6 模擬臨界粗晶區的硬度 HV
臨界粗晶區經調質處理得到回火索氏體,硬度為414 HV,但仍殘留粗大的奧氏體晶粒,即調質處理不能完全消除組織遺傳現象。
2.3 沖擊試驗結果及分析
通過對比沖擊試驗數據(見表7),發現臨界粗晶區的沖擊功較粗晶區有所上升。由上述分析可知,臨界粗晶區由于邊界效應生成的細小球狀奧氏體增多,得到比粗晶區細小的晶粒,這兩者增加晶界,使裂紋穿越晶界的消耗功增大,提高韌性。另外,硬度測量結果(見表6)和臨界粗晶區的SEM照片(見圖3)表明奧氏體邊界的細小晶粒與晶粒內的組織基本相同。因此,在本研究中并沒有出現邊界效應引起的組織不均勻,而組織不均勻是部分文獻[3,8]中提及的韌性韌性嚴重惡化的主要原因。總體上,層間溫度為200℃時,細小球狀奧氏體的生成對粗晶區的韌性有改善作用。

表7 熱模擬試樣沖擊試驗結果
相對于母材,粗晶區的常溫及低溫沖擊功分別下降了64.38%和28.13%,而臨界粗晶區的分別下降了53.42%和9.38%。E4330鋼焊后粗晶區韌性惡化嚴重,需要通過熱處理改善性能。經調質處理后,模擬試樣的沖擊功得到提高,常溫和低溫沖擊功分別達到68 J和50 J,其中低溫沖擊功比母材的增加了56.25%。
2.4 熱模擬試樣沖擊斷口形貌
沖擊試樣斷口起裂區的微觀形貌如圖4所示。模擬粗晶區沖擊斷口表層呈準解理形貌,準解理面面積較小,斷口上有大量短而彎曲的撕裂棱。臨界粗晶區為準解理+韌窩混合斷口,韌窩尺寸小而淺,但所占比例較大,主要分布在晶界,說明大量細小球狀奧氏體晶粒的生成是沖擊功提高的原因。模擬調質處理試樣及母材沖擊斷口為韌窩斷口,調質處理的是等軸韌窩,韌窩底部有細小顆粒,韌窩大小不一,大韌窩周圍密集著小韌窩。母材的韌窩沿一定方向被拉長,這表明在斷裂過程中發生了撕裂,韌窩尺寸較調質處理的大,所以其沖擊功最高。
對顆粒物進行微區成分分析,由元素成分比例(見表8)可得,顆粒中O、Al含量相對較多,為Al的氧化物夾雜。
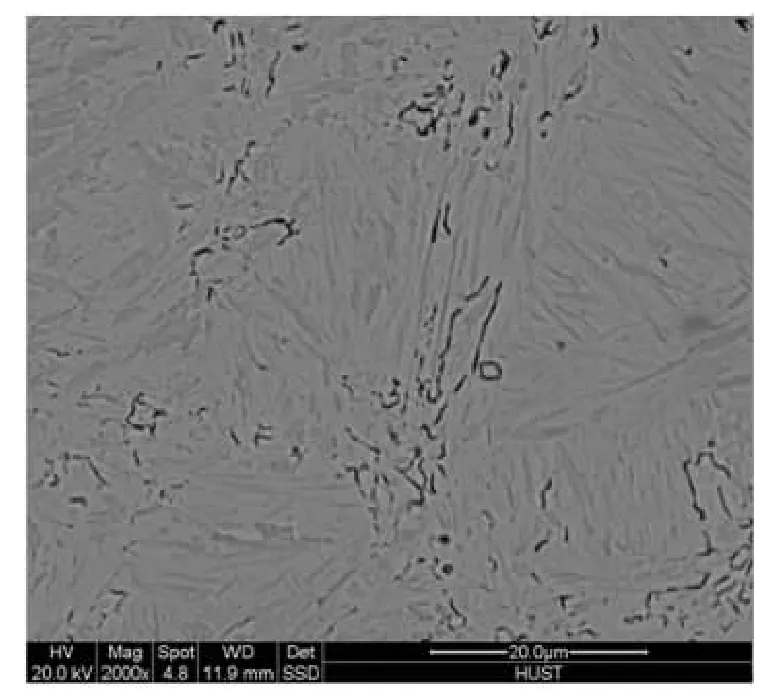
圖3 模擬臨界粗晶區SEM照片
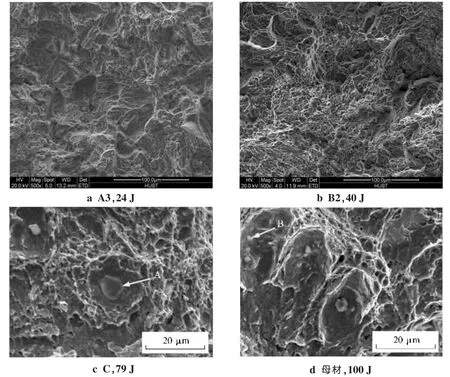
圖4 熱模擬試樣沖擊斷口微觀形貌
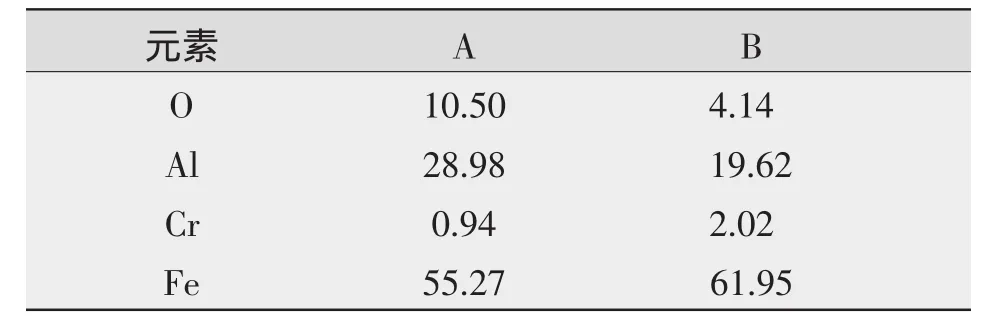
表8 韌窩中心顆粒物的化學成分 %
3 結論
(1)E4330鋼粗晶區在快速冷卻過程中容易得到淬硬組織,因此焊前需要預熱。升高預熱溫度可以延長t8/5,得到下貝氏體,但同時會增加高溫停留時間,導致晶粒嚴重粗大,并且隨著t8/5進一步延長,粗晶區開始出現上貝氏體,使韌性惡化。E4330鋼焊前預熱溫度不宜過高。
(2)層間溫度越高,馬氏體轉變越不完全,而臨界粗晶區中出現的組織遺傳現象與原始組織中的馬氏體有關。層間溫度為200℃時,因原始組織中馬氏體轉變不完全,臨界粗晶區中的球狀奧氏體增多,由于邊界效應得到比粗晶區細小的晶粒。
(3)模擬粗晶區的韌性最差,臨界粗晶區由于原奧氏體晶界的球狀奧氏體增多,抑制粗大晶粒遺傳,因此韌性沒有進一步惡化。調質處理不能完全消除組織遺傳現象,但對韌性有改善作用,其中低溫沖擊功比母材高。
(4)粗晶區的斷口形貌為準解理,臨界粗晶區的是準解理+韌窩。調質處理及母材的斷口形貌為大小不一的韌窩,韌窩底部有Al的氧化物夾雜。
[1]Haruyoshisuzuki.Weldabilityofmodern structural steels[J].Welding Journal,1995,74(12):69-76.
[2]Bhole SD,FoxAG.InfluenceofGTAwelding thermal cycles on HSLA-100steelplate[J].CANADIANMETALLURGICAL QUARTERLY,1996,35(2):151-158.
[3]王 學,常建偉,黃關政,等.WB36鋼臨界再熱粗晶區組織性能[J].焊接學報,2008,29(10):29-32.
[4]Khodamorad Abbaszadeh,Hassan Saghafian,Shahram Kheirandish.Effect of bainite morphology on mechanical properties of the mixed bainite-martensite microstructure in D6AC steel[J].Journal of Materials Science&Technology,2012,28(4):336-342.
[5]方洪淵,魏金山,張田宏.10CrNi3MoV鋼焊接熱影響區組織和晶粒度研究[J].材料科學與工藝,2003,11(3):240-243.
[6]席守謀,楊思品.Cr12MoV鋼奧氏體晶粒細化機理的探討[J].金屬熱處理學報,1991,12(3):6-11.
[7]劉云旭.金屬熱處理原理[M].北京:機械工業出版社,1981.
[8]張寶偉,魏金山,張田宏.10Ni5CrMoV鋼二次焊接熱循環局部脆化研究[J].材料開發與應用,2004,19(3):25-28.
