掛面干燥工藝研究及其關鍵參數分析
2014-03-14 01:57:01張影全魏益民
中國糧油學報 2014年10期
關鍵詞:工藝
王 杰 張影全 劉 銳 張 波 魏益民
(中國農業科學院農產品加工研究所/農業部農產品加工重點實驗室,北京 100193)
掛面干燥工藝對掛面質量和生產效率有重要影響。在線監測烘房的掛面干燥工藝參數,測定產品質量,分析掛面干燥工藝及參數對掛面質量的影響,確定干燥工藝關鍵控制點,對穩定和提升掛面產品質量、保證生產效率有重要意義。
掛面干燥一般采用對流熱力干燥法,即利用熱源加熱干燥室的空氣,并借助風力使熱空氣產生對流,用以加熱濕面條,同時帶走濕面條中蒸發出來的水分,其中包含著復雜的能量傳遞和質量變化過程[1]。根據掛面的干燥特性,掛面干燥工藝通常分為3個階段,即預干燥階段、主干燥階段和最后干燥階段[2-3]。也有學者在此基礎上提出4階段或5階段干燥的概念或方案。各階段掛面干燥介質(空氣)的濕熱狀態和動力學參數對掛面產量、質量和能耗具有重要的影響,特別是干燥介質的溫度和相對濕度對掛面干燥速率和干燥質量的影響較大。大量研究表明[4-10],面條屬于內部擴散控制性物料,當干燥介質的溫度和濕度控制不當,就會使面條表面的水分迅速蒸發,從而使面條表面和內部的水分梯度增大;同時,由于面條表面失水過多而結膜,且易收縮,使面條內部受壓、外表緊繃,會產生變形、酥條、抗彎強度差等不良后果。因此,掛面干燥工藝的關鍵是要控制干燥過程溫度和相對濕度,使面條表面水分的蒸發速度與內部水分擴散速度達到動態平衡。
目前,掛面加工企業對于掛面干燥還沒有標準化的工藝參數和設備模型,而是根據廠房建設需要,以及憑借生產經驗來調整和控制。掛面干燥工藝參數控制不當,或者關鍵控制點不明確時,容易導致掛面產品出現水分含量超標、酥面、劈條、條型不直、色澤不均勻、抗彎強度差等問題,給企業造成較大的損失。本研究通過在線監測烘房掛面的干燥溫度和相對濕度,同時測定掛面產品的水分含量、色澤和抗彎強度;通過相關性和逐步回歸分析,明確干燥工藝參數與掛面質量的關系,確定掛面干燥工藝參數和關鍵控制點。
1 材料與方法
1.1 時間和地點
試驗于2013年5月7日至10日在大型掛面生產企業索道式烘房實施。
索道式烘房也叫單排回行式烘房,即單排掛面在烘房中往復運行,依次經過由隔墻劃分的若干(3~4)區域進行分段熱力干燥(圖1)。

圖1 烘房平面及取樣位置示意圖
1.2 儀器和設備
179A -TH智能溫度濕度記錄儀:美國Apresys精密光電有限公司;BSA323S-CW電子天平:賽多利斯科學儀器(北京)有限公司;DHG-9140電熱恒溫鼓風干燥箱:上海一恒科技有限公司;DA7200近紅外分析儀:瑞典Perten公司;CR-400彩色色差計:日本柯尼卡美能達公司。
1.3 試驗方法
1.3.1 掛面干燥工藝參數在線監測
根據掛面在面桿上的懸掛長度,制作長1.30 m、寬0.05 m的不銹鋼鉤條。將智能溫度濕度記錄儀分別固定在不銹鋼鉤條的上、中、下,即三等分位置;掛面切條上架后,將溫度濕度記錄儀懸掛于烘房掛面的傳送裝置上;溫度濕度記錄儀跟隨掛面的鏈條傳送裝置一起運行,動態在線監測烘房上、中、下位置掛面干燥過程的溫度和相對濕度。被監測產品為2 mm精粉掛面。監測試驗重復3次。
1.3.2 干燥曲線的計算方法
干燥曲線為掛面水分含量隨干燥時間變化的曲線。掛面干燥過程的取樣位置如圖1圓點所示。根據掛面的上、中、下位置分別取樣。水分含量測定參照GB/T 5009.3—2010,重復3次。掛面樣品的水分含量(Wt)計算如下式所示:

式中:mt為掛面在任意干燥t時間的總質量/g;m為掛面的干物質質量/g。
1.3.3 掛面產品質量性狀測定
被監測的掛面運行至烘房末端時,將溫度濕度記錄儀的前、后兩桿掛面取下,在上、中、下位置取樣;每個位置取樣500 g,截取的掛面長度不得小于20 cm;密封包裝,室溫存放24 h,測定其產品質量。
水分含量測定:采用近紅外分析儀測定,每份樣品重復測量3次,取平均值。
色澤測定:將掛面均勻擺放在長方形的平底托盤里,用遮光布將彩色色差計的探頭和掛面罩住測量,每份樣品重復測量5次,取平均值。
抗彎強度測定[11-12]:截取長度為20 cm的掛面,用自制的測量儀將掛面左端固定于零刻線位置,右端以恒定速度沿刻度尺的水平方向緩慢向左移動;記錄掛面斷裂時的軸向壓縮距離;該距離的大小則表示掛面的抗彎強度。軸向壓縮量越大則掛面抗彎強度越大;反之,則掛面抗彎強度越小。每份樣品重復測量10次,取平均值。
1.4 數據處理方法
采用SPSS18.0和Excel 2007處理數據,做統計分析。
2 結果與分析
2.1 掛面干燥溫度曲線及特征
圖2為烘房某一班次掛面干燥溫度曲線。干燥溫度曲線呈現近似拋物線形狀。初始干燥溫度為28℃,此后逐漸上升;上升過程的烘房上、中、下溫度差異較為明顯。40 min時,烘房溫度上升到40℃,掛面進入主干燥區(二區和三區);主干燥區的烘房溫度保持在(45±2)℃。80 min和160min時段出現的“U”型波動是由于掛面在回行轉彎時,烘房的保溫性較差導致。188 min時,掛面進入烘房四區,其溫度不但沒有下降,反而有所升高,在205 min達到最高的52.83℃后溫度開始降低,降溫速率小于0.5℃/min,末尾干燥溫度為38℃。

圖2 掛面干燥過程溫度曲線
烘房4個區域的上、中、下位置溫度參數如表1所示。烘房一區溫度平均值較低,變幅較大,其標準差和變異系數均大于其他3個區域;烘房二、三、四區溫度平均值較為接近;但烘房二區溫度的變幅、標準差和變異系數均小于三區和四區。另外,對烘房4個區域上、中、下位置的溫度值進行配對方差分析認為,上、中、下位置間的溫度均存在顯著差異,其基本規律為從上到下溫度逐漸降低。
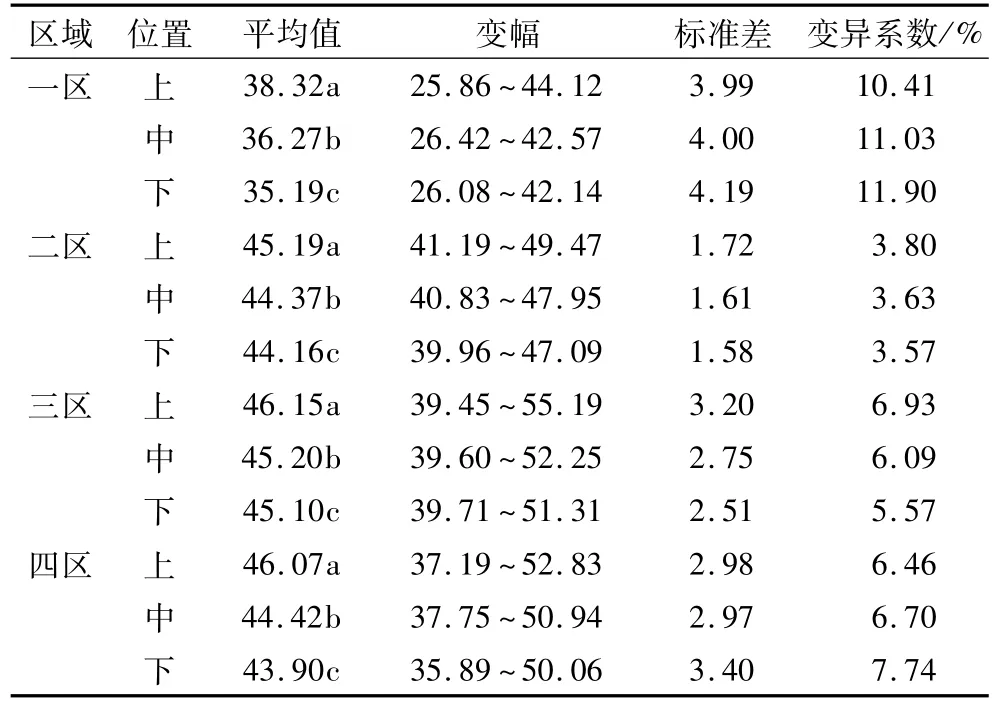
表1 烘房空間位置的溫度特征及差異分析
2.2 掛面干燥濕度曲線及特征
圖3為與溫度曲線相對應的掛面干燥濕度曲線。從圖3中可以看出,掛面干燥的起始濕度為70%;20 min后,烘房中、上位置的相對濕度達到90%以上,而烘房下位置的相對濕度達到了100%(飽和狀態)。在主干燥階段,烘房相對濕度保持在(90±5)%。80 min和160 min時段出現的“V”型波動與溫度參數的波動原因相同;但與溫度相比,相對濕度的波動幅度更大。195 min烘房濕度開始下降,下降速率約每分鐘1%;烘房末尾的相對濕度與車間內的相對濕度接近,為(40±5)%。

圖3 掛面干燥過程濕度曲線
烘房4個區域的上、中、下位置濕度參數如表2所示。烘房一、二、三區的濕度平均值較高,在80%~95%之間,其標準差和變異系數均小于烘房四區。烘房四區濕度的平均值較低,變幅、標準差及變異系數較大。另外,對烘房4個區域上、中、下位置的濕度值進行配對方差分析認為,烘房下位置的濕度均顯著高于上、中位置;烘房三區上、中位置間的相對濕度無顯著差異。
2.3 掛面干燥脫水曲線及特征
在線監測掛面干燥溫度和相對濕度的同時,測定掛面干燥過程脫水曲線(圖4)。

圖4 掛面干燥脫水曲線
由圖4和表3可知,掛面干燥的初始水分含量為(28.34±0.91)%,變異系數僅為3.21%。隨著掛面在烘房的運行,相同位置掛面水分含量表現出較大差異,標準差范圍在±1.39%~±3.49%,變異系數均大于10%。其中,烘房上、中、下位置掛面的干燥速率存在規律性差異,表現為上>中>下;不同生產班次(1、2、3)掛面的干燥速率也存在較大差異。
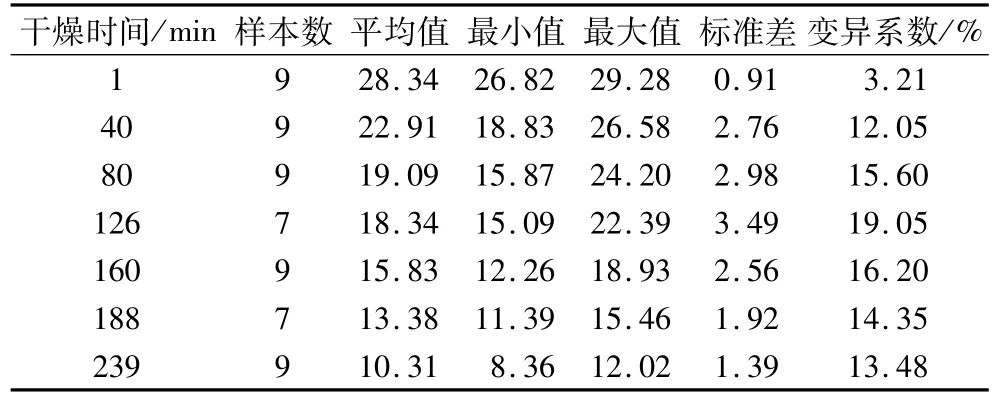
表3 掛面干燥過程的水分含量特征
2.4 掛面產品的質量性狀
對3個班次生產的9份掛面樣品進行質量性狀測定,結果如表4所示。掛面產品的水分含量、色澤a*值和抗彎強度的變異系數較大,色澤L*值和色澤b*值的變異系數較小。

表4 掛面產品的質量性狀
2.5 掛面干燥工藝參數與產品質量的關系
2.5.1 產品質量與工藝參數的相關性
由相關分析可知(表5),掛面產品的水分含量、色澤a*值和抗彎強度與掛面干燥工藝參數關系最為密切。其中,水分含量與烘房的一區溫度極顯著負相關,與三、四區濕度極顯著正相關;色澤a*值與烘房的三、四區濕度極顯著負相關;抗彎強度與烘房一、二、三區的溫度極顯著正相關,而與一、二、三區的濕度顯著負相關。
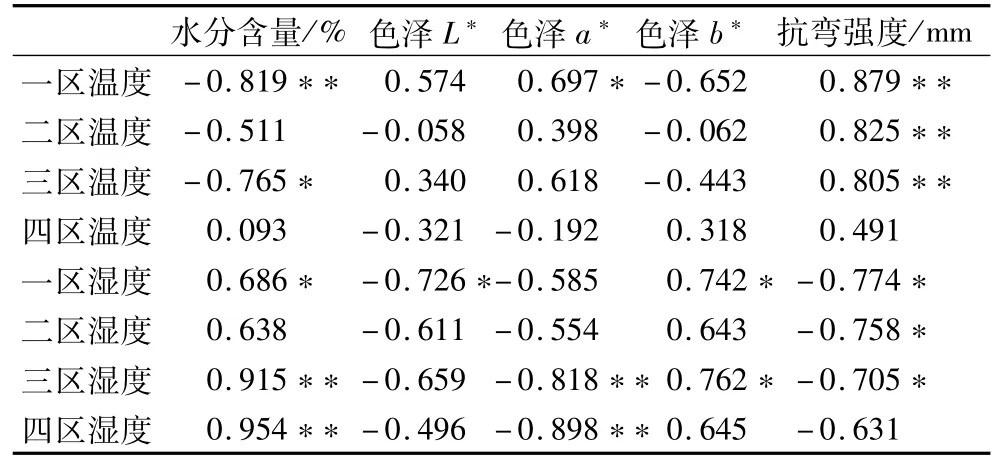
表5 產品質量與工藝參數的相關性分析
2.5.2 掛面干燥工藝參數與產品質量的回歸分析
以掛面干燥工藝參數(一區溫度X1、二區溫度X2、三區溫度X3、四區溫度 X4、一區濕度 X5、二區濕度X6、三區濕度X7、四區濕度X8)為自變量,對掛面產品的質量(水分含量Y1、色澤a*值Y2、抗彎強度Y3)分別進行逐步回歸分析,得到多元線性回歸方程(表6)。

表6 工藝參數與產品質量的逐步回歸分析
上述回歸分析表明,烘房的四區相對濕度是影響掛面產品水分含量和色澤a*值的重要因素;四區平均相對濕度越高,則掛面產品的水分含量越高、色澤a*值越小。另外,烘房的一區溫度與掛面產品抗彎強度關系密切,一區平均溫度越高,則掛面產品的抗彎強度越大。因此,將烘房的一區溫度和四區相對濕度作為掛面干燥工藝的關鍵控制點。
3 討論
3.1 掛面干燥工藝及其研究方向
通過對索道式烘房掛面干燥工藝參數(溫度、相對濕度、干燥時間等)在線監測顯示,掛面干燥過程的溫度為“升高、保持、降低”的近似拋物線形式;而相對濕度則整體呈現為“從高到低”的下降趨勢;不同之處在于其下降的時間點和速率大小不同。干燥過程所用的時間為240~250 min。以上是烘房掛面干燥工藝的基本特征和規律。
控制和掌握掛面的干燥脫水速率是保證產品質量和提高生產效率的關鍵。然而,掛面干燥時的水分擴散是一個復雜的過程,包括分子擴散、毛細管流、Knudsen(努森)流、吸水動力學流和表面擴散等現象[13]。此外,掛面的干燥脫水速率會隨著掛面含水量以及干燥介質溫度和相對濕度的變化而變化。目前,干燥研究中常提及的測量物料水分有效擴散系數和物料剖面水分分布的方法包括吸附動力學法、干燥法、Regular regime法、數值解法—回歸分析法、放射性示蹤法、核磁共振法(NMR)和順磁共振法(ESR)等[14]。采用上述方法來研究掛面在不同條件或階段下的干燥脫水速率,以及掛面在干燥過程中的水分遷移、擴散和排除機理是今后確定掛面最佳干燥工藝及參數的有效技術方法。
3.2 關鍵控制點分析與確定
關鍵控制點(critical control point,CCP)是指能夠控制并使某一危害因素得到預防、消除或降低到可以接受的水平的某一點、某一步驟或程序[15]。本研究在確定掛面干燥工藝的關鍵控制點時,選擇掛面產品水分含量、色澤和抗彎強度作為質量控制指標,以掛面干燥4個階段(烘房4個區域)的溫度和相對濕度作為影響因素進行分析和探討。結果表明,干燥產品的質量波動主要來源于烘房一區溫度和四區相對濕度的波動。
烘房一區屬于掛面的預干燥階段。預干燥階段的主要目的是蒸發面條表面水分,固定面條組織,防止掛面由自身重力而導致面條拉長或斷裂[13,16]。由掛面干燥脫水曲線(圖4)可知,掛面在烘房一區的干燥脫水范圍為(22.91±2.76)%~(28.34±0.91)%。陸啟玉[13]認為,引起面條干燥龜裂和斷條的極限含水量為(25.5±0.5)%。該極限含水量正好介于烘房一區的掛面干燥脫水范圍。因此,控制烘房一區的溫度和相對濕度,特別是掛面在極限含水量時的干燥溫度不能過高,相對濕度不能過低,否則由于面條表面水分梯度過大而產生較大的剪應力,使面條發生龜裂(劈條)和斷條。另外,烘房一區的入口與外界相通,烘房溫度和相對濕度容易受到季節和天氣變化的影響而產生波動,使得掛面在起始時的干燥速率不能夠保持一致,從而擾亂了后續階段的掛面干燥脫水速率,增加了對后續工藝參數的調整難度。密切監測烘房一區的溫度、相對濕度以及掛面的干燥脫水速率是保證產品質量的重要前提。
由烘房的掛面干燥溫度和濕度曲線(圖2、圖3)可知,主干燥階段(二區和三區)的干燥溫度和相對濕度除了在回行轉彎時受到一定的影響和波動外,其余時刻基本穩定在了較高的水平,分別為(45±2)℃和(90±5)%。因此,主干燥階段的掛面干燥完全滿足“保濕烘干”的工藝理論和技術要求,而且掛面在高溫、高濕的環境下干燥,既減少了由于排濕而耗費的能量,同時又保證了產品質量。在此過程中,由于面條表面水分的汽化速度小于或等于內部水分向表面的遷移速度,從而使面條表層的水分不斷積聚。當掛面進入烘房四區時,必須進一步升溫,并且逐步降低烘房的相對濕度,使面條水分在高溫低濕條件下全面及時地蒸發。否則,由于濕傳導作用,使得面條“回濕”。此階段雖然是面條脫水的高峰區,但由于面條自身溫度較高,表層水分的汽化速度較快,而內部水分因濕傳導和溫濕傳導作用并沒有徹底遷往表層,仍有“結膜”的可能,使得面條“外干內濕”。因此控制該過程的排濕量,不能使烘房的相對濕度下降過快和過低。另外,在干燥末尾時,還需要對掛面進行降溫和緩蘇來平衡面條內外部的水分和溫度。綜合分析認為,烘房的一區和四區是掛面干燥過程的關鍵控制區域;一區溫度和四區相對濕度是掛面干燥過程的關鍵控制參數。
4 結論
4.1 采用智能溫度濕度記錄儀在線監測烘房的掛面干燥溫度和相對濕度,得到掛面干燥溫度和相對濕度的變化曲線及分布特征,為研究掛面干燥工藝參數及其對產品質量的影響提供了方法和依據。
4.2 掛面產品的質量性狀中,水分含量、色澤a*值和抗彎強度的變異系數較大,且與烘房干燥溫度和相對濕度關系最為密切。因此,將掛面水分含量、色澤a*值和抗彎強度作為質量控制指標來研究掛面干燥工藝及其關鍵控制點。
4.3 通過分析烘房的掛面干燥工藝及參數特征,采用逐步回歸分析方法建立掛面干燥工藝參數與產品質量性狀之間的關系認為,烘房的一區溫度和四區相對濕度是掛面干燥工藝的關鍵控制點。
[1]張偉.掛面烘干工藝的研究與應用[J].西部糧油科技,1999,24(1):12-14
[2]SB/T 10072—1992,掛面生產工藝技術規程[S].
[3]居然,秦中慶.簡論掛面三段干燥法[J].食品科技,1996(5):28-29
[4]高飛.掛面高溫干燥系統工藝參數控制及掛面品質研究[D].鄭州:河南工業大學,2010
[5]Bin Xiao Fu.Asian noodles:history,classification,raw materials,and processing[J].Food Research International,2008,41:888-902
[6]Massimo M,Domenico G,Bruno de C,et al.Modelling of high quality pasta drying:quality indices and industrial application[J].Journal of Food Engineering,2005,71:242-251
[7]Villeneuve S,Gélinas P.Drying kinetics of whole durum wheat pasta according to temperature and relative humidity[J].Swiss Society of Food Science and Technology,2007,40:465-471
[8]Hills B P,Godward J,Wright K M.Fast radial NMR microimaging studies of pasta drying[J].Journal of Food Engineering,1997,33(3/4):321-335
[9]Tadao I,Kenichi I,Takeshi F.Effectof temperature and relative humidity on drying kinetics of fresh Japanese noodle(udon)[J].Lebensm.-Wiss.U.-Technol,2002,35,(8):649-655
[10]Takenobu O,Takashi K,Adachi S.Prediction of pasta drying process based on a thermogravimetric analysis[J].Journal of Food Engineering,2012,111(1):129-134
[11]姜松,栗春艷,陳章耀,等.面條軸向壓縮力學模型的建立[J].中國糧油學報,2009,24(4):159-162
[12]姜松,劉瑞霞,陳章耀,等.基于壓桿屈曲大撓度理論的掛面彎曲折斷分析與驗證[J].中國糧油學報,2010,25(8):118-122
[13]陸啟玉.掛面生產工藝與設備[M].北京:化學工業出版社,2007
[14]潘永康,王喜忠,劉相東.現代干燥技術[M].第二版.北京:化學工業出版社,2007
[15]劉銳.掛面質量調查與質量安全控制方案分析[D].北京:中國農業科學院農產品加工研究所,2012
[16]沈群.掛面生產配方與工藝[M].北京:化學工業出版社,2008.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
