X65鋼級海洋管道全尺寸疲勞性能試驗研究
2014-03-15 08:50:12胡艷華唐德渝方總濤牛虎理
石油工程建設 2014年6期
胡艷華,唐德渝,方總濤,牛虎理
1.中國石油集團工程技術研究院,天津300451
2.中國石油天然氣集團公司海洋工程重點試驗室,天津300451
X65鋼級海洋管道全尺寸疲勞性能試驗研究
胡艷華1,2,唐德渝1,2,方總濤1,2,牛虎理1,2
1.中國石油集團工程技術研究院,天津300451
2.中國石油天然氣集團公司海洋工程重點試驗室,天津300451
文章針對X65鋼級海洋管道,綜合考慮焊接殘余應力、應力集中、焊接初始缺陷、管道停輸及內部介質壓力波動等多因素影響,在國內首次開展了管道四點彎曲+內壓聯合的全尺寸疲勞試驗研究。通過管道全尺寸疲勞性能試驗,得到不同規格管道在不同應力幅下的疲勞循環次數,而后依據國際通用的標準規范BS 7608與DNVC203對全尺寸疲勞試驗結果進行了量化的評定分析。該研究不僅有利于積累海洋管道全尺寸疲勞性能試驗數據,且可為評價海洋管道后續的全尺寸疲勞試驗壽命及服役期間的安全運行周期提供定量依據。
海洋管道;焊接接頭;全尺寸疲勞試驗;疲勞性能
0 引言
以往,國內管道疲勞試驗方法一般采用小尺寸疲勞試驗分析方法。該方法在試驗過程中忽略了尺寸效應,且試樣加工過程中存在釋放焊接殘余應力與應力集中的影響,導致試驗結果偏高,實際應用中需對其結果進行適當調整與修正。
隨著電液伺服疲勞試驗機的飛速發展,近年來國外將研究重點由小尺寸疲勞試驗轉為全尺寸疲勞試驗,取得了一定的研究成果,并在海洋重點管道工程中得到應用[1]。可以說,依據海洋管道全尺寸疲勞試驗所得到的試驗數據,用于其壽命預測與安全性評價,已逐漸成為行業的共識。鑒于此,本文針對X65鋼級海洋管道,在國內首次開展了管道四點彎曲+內壓聯合的全尺寸疲勞試驗研究,為其疲勞壽命評價及服役期間的安全運行提供參考依據。
1 海洋管道全尺寸疲勞試驗設備的提出與設計
通過對國外管道全尺寸疲勞試驗設備的調研分析,不難發現:國外管道全尺寸疲勞試驗機以臥式結構為主,其目的主要是為了增加疲勞試驗機的系統行程,更好地滿足全尺寸試樣的試驗要求。鑒于此,通過對國外技術的消化吸收,本文研究人員自主攻關研制開發了國內第一套海洋管道全尺寸疲勞試驗設備[1-2]。該試驗設備采用臥式結構,主要由機械系統、液壓系統、冷卻系統、控制系統等四部分組成,見圖1。由于海洋管道在海流和波浪力的作用下,管壁往往會產生較大的垂直張力,該張力極易造成管道焊接接頭的疲勞破壞,出現疲勞失效現象;此外,管壁還需承受由于輸送油、氣或水導致壓力波動所引起的交變應力。故機械系統中需包含有可施加循環彎曲載荷以及內壓載荷的伺服作動器,控制系統中需包含有可對試驗過程中的數據進行實時存儲與讀寫的設備。另外,考慮到試驗周期較長,試驗設備還需具備較好的實時監測與在線自動穩幅、限位保護與自保護等功能。
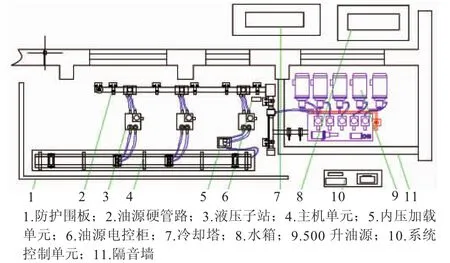
圖1 管道疲勞試驗機系統構成
2 海洋管道全尺寸疲勞試驗技術研究
2.1 全尺寸疲勞試件制備

表3 焊接工藝參數
管道全尺寸疲勞試驗采用國產X65 SSAW焊管,規格分別為D 108 mm×16 mm、D 323.9 mm×16 mm,其化學成分(質量分數)和力學性能見表1、表2。

表1 化學成分/%

表2 力學性能
全尺寸疲勞試驗用管道全長為12 m。試驗采用四點彎曲+內壓靜態疲勞加載方式,試驗過程中為了消除封頭效應對試驗結果的影響,兩端采用焊接堵頭封堵。在一端堵頭上制作進水口,出水口與進水口共用同一根軟管。在另一端距離管道端部不遠處鉆一小孔,并焊上閥門,用于排出管道內部的空氣。
X65鋼級管道全尺寸疲勞試驗接頭形式為環焊縫對接接頭,焊接方法采用STT打底+自保護藥芯焊絲半自動焊填充、蓋面,坡口型式為圖2所示的雙V型復合坡口。坡口下部開口較大,打底過程便于焊工觀察熔池,易于控制焊接質量;坡口上部開口角度變小,可減少焊接填充量,提高焊接速度。焊接過程中,管道預熱溫度為100~200℃,具體的焊接工藝參數見表3。
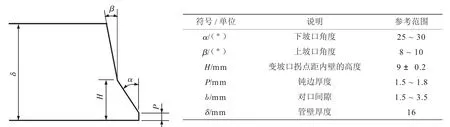
圖2 坡口示意
2.2 全尺寸疲勞試件的裂紋預制
在海洋管道的加工預制過程中,會產生裂紋或裂紋式的缺陷;在管道的服役過程中,由于疲勞、蠕變、腐蝕等各種原因,管道內部也極易出現裂紋。隨著海洋管道服役周期的延長,裂紋不斷生長,導致結構承載能力和剛度下降,成為管道安全運行的隱患。一般來說,海洋管道內部出現裂紋后,并不會立即引起斷裂,而是有一段穩定擴展期,即裂紋擴展壽命。僅當裂紋擴展到臨界尺寸后,斷裂才會發生。因此,試驗過程中,為了克服管道全尺寸疲勞試驗機加載頻率過低、試驗周期過長的缺陷,可根據試驗周期需要針對性地在試驗管道焊接接頭處預制疲勞裂紋缺陷,從而在后續對其進行疲勞壽命評價時,可在忽略管道早期疲勞裂紋萌生壽命的條件下,基于小尺寸疲勞試驗得到的疲勞裂紋擴展速率與斷裂韌性,對管道的剩余疲勞壽命進行定量評價。
對于管道表面的疲勞裂紋,其顯著特點就是裂紋前沿的裂紋擴展速率各不相同,且裂紋前沿最深點處裂紋擴展速率最高。裂紋前沿各點擴展速率的差異化及不規則性,使得裂紋擴展過程中的裂紋形狀也具有不確定性。在ASME XI以及BSIPD6493標準中規定,表面裂紋擴展前沿形狀可按近似半橢圓形狀模擬。Newman和Lin等人分別采用雙自由度法和多自由度法對不同形狀因子的表面裂紋前沿擴展規律進行了研究[3-4]。結果表明,疲勞裂紋貫穿前,其表面裂紋形狀一般用半橢圓來描述;疲勞裂紋貫穿后,其表面裂紋前沿可以用橢圓的一部分來近似代替;隨著裂紋的擴展,其表面裂紋前沿逐漸過渡到用直線來代替。對于海洋管道,大多數超標缺陷都是淺長型缺陷。無論在拉伸還是彎曲條件下,淺長型裂紋的擴展主要是以深度方向為主,裂紋長度方向的變化極小。因此,研究裂紋沿壁厚方向的擴展比研究裂紋沿管體軸向的擴展更有意義。
另外,管道服役運行期間,泄漏也是一種重要的管道破壞形式,所以很多研究者以表面裂紋擴展成為穿透裂紋作為疲勞壽命試驗結束的判據,即以管道壁厚作為裂紋最深處的深度。由此只需獲得表面裂紋最深處的裂紋尖端應力強度因子,就可計算出管道在給定疲勞條件下的疲勞壽命。本試驗中,為了模擬含缺陷管道的疲勞斷裂過程,同時保證樣管道疲勞失效斷裂的指定性,可根據試驗周期需要,在試驗管道的中部焊縫處預制出環向或軸向的外表面半橢圓形裂紋缺陷。其中,對于內壓加載的管道試樣,在其中部焊縫處預制出軸向的外表面半橢圓形裂紋缺陷;對于彎曲加載的管道試樣,在其中部焊縫處預制出環向的外表面半橢圓形裂紋缺陷;而對于四點彎曲與內壓靜態聯合加載的管道試樣,其疲勞裂紋預制方式按彎曲加載試樣對待。
2.3 全尺寸疲勞試驗的載荷施加
全尺寸疲勞試驗在圖1所示的試驗裝置上進行,試驗采用恒幅加載方式。試驗前先小載荷加載預制裂紋,隨后加大載荷進行疲勞試驗。對于彎曲加載,可根據試驗需求輸入加載波形與應力比,彎曲加載的最大載荷可達到1 000 kN;四點彎曲加載時,要求兩個作動器同步動作(即相位角為0°),且保證管道中間環焊縫處于系統最大彎矩段內;對于內壓加載,可根據需要選取波形與應力比,由此模擬實際管道內部的介質停輸以及內部輸送介質的壓力波動。本文所述的X65鋼級海洋管道,其全尺寸疲勞試驗采用四點彎曲與內壓聯合加載的研究方式。四點彎曲加載時橫向載荷通過兩個相同的加載裝置加載在距離端部等距離的兩點,加載載荷在試樣的中間截面即環焊縫處引起最大彎矩。內壓加載采用與管道端部連接的液壓子站施加,加載載荷在管道圓周截面內引起相同數值的周期應力。
由于慢性病患者的就醫行為主要發生在門診[13]和自購藥品[14]上,糖尿病長期而頻繁的門診治療和疾病管理所花費的醫療費用是因病致貧的主要原因[15]。上述分析顯示,糖尿病患者,尤其是低收入組和中低收入組的患者面臨著門診自付費用帶來的更大的疾病經濟風險,也即,收入越低對長期而頻繁的門診治療的花費越敏感。
2.4 全尺寸疲勞試件的應力應變測試及裂紋監測
本試驗中,應力應變測試采用XH5861(32通道)全程控動態采集系統。考慮到管道受力的對稱性,應變片分別粘貼在管道的9點鐘和12點鐘位置,全部采用單臂的貼片方式進行應力應變測試,兩枚應變片分別沿著平行焊縫方向和垂直焊縫方向粘貼。
試驗前,通過在焊縫附近粘貼應變片,將采集到的試驗數據與疲勞試驗機的加載輸入值進行對比,若吻合較好則表明焊縫部位采集到的應力應變變化數值較為準確,可為整個試驗過程中采集到的測試數據精度提供參考依據。另外,試驗過程中,可通過在試樣焊趾附近及裂紋尖端附近粘貼多枚應變片,測試裂紋附近應力應變的變化來判斷裂紋的擴展,以及在重復載荷作用下裂紋的變長變寬。此時裂紋尖端的應力應變也逐漸增大,即曲線的振幅增大,從而可推斷、檢測裂紋的擴展。隨著疲勞試驗的進行,裂紋逐漸擴展到管道的內表面,管道內部壓力瞬間釋放,且伴隨有內部輸送介質的外流,此時間點可定義為貫穿厚度裂紋的出現及失效點。見圖3。
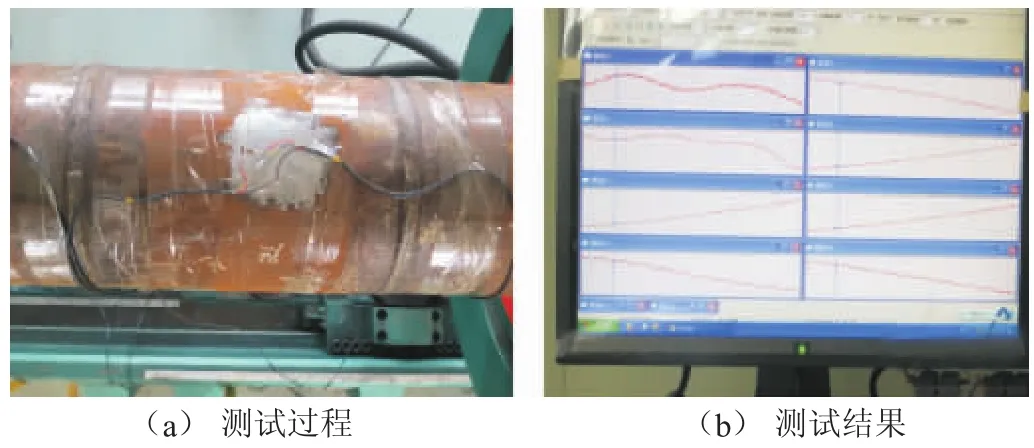
圖3 海洋管道全尺寸疲勞試件的應力應變測試
3 海洋管道全尺寸疲勞試驗結果及分析
本試驗樣本為8組國產X65 SSAW焊管,規格分別為D 323.9 mm×16 mm×8 000 mm(1#~6#鋼管)與D108 mm×16 mm×8 000 mm(7#、8#鋼管)。試驗加載波形為正弦波,加載頻率為0.5 Hz,外部加載應力幅值為0~200 MPa,內部壓力為0~20 MPa。每組全尺寸疲勞試驗結束后,均對試驗結果及數據進行了分析處理,并依據國際通用的標準規范BS 7608與DNVC203進行了最終的疲勞性能評定與對比分析,見圖4、圖5。

圖4 海洋管道全尺寸疲勞試驗的評定分析結果

圖5 管道失效狀況
綜合分析圖4及圖5,可以發現在管道全尺寸疲勞試驗中,管道疲勞失效形式可歸為以下三類。結合現場的管道失效示意圖進行分析,可得到如下結論:
(1)對于失效位置未知的管道。
該情況下,X65鋼管焊接接頭的疲勞循環次數已達到標準評定要求,出于時間考慮,停止試驗,評定時認定該種情況為:管道的疲勞壽命滿足要求。
其一,一般而言,疲勞裂紋在管道與夾具的接觸區(母材)萌生,先貫穿壁厚,然后沿著管道的周向擴展。
其二,造成疲勞失效的原因在于:鋼管外表面與夾具內表面的接觸面積過小,且由于夾具內表面的粗糙度較高,導致該處應力集中,成為系統最薄弱區域;夾具內表面打磨后可消除應力集中。
其三,當應力幅值過高時,母材的S-N曲線與焊接接頭的S-N曲線基本吻合。若母材受制造缺陷等因素影響,會造成該應力范圍內母材處的疲勞強度低于焊接接頭,導致母材先開裂。
(3)對于失效位置為焊接接頭的管道。
其一,一般而言,裂紋在焊接接頭及焊趾處萌生,先貫穿壁厚然后沿著管道周向擴展,最后造成失效。
其二,焊接接頭焊趾部位沿熔合線處易存在微觀咬邊或夾雜物,形成不連續性區域,會導致該尖銳缺陷成為疲勞裂紋初始萌發源。因此,焊接過程中形成的微觀咬邊對焊接接頭的疲勞強度影響較大,焊接過程中應嚴格控制此類缺陷。
其三,對于焊接接頭預制裂紋管道而言,此預制裂紋的存在,會引起管道中裂紋尖端局部應力的升高,如此管道疲勞斷裂會發生在指定的預制裂紋處,可評定為管道的指定失效。此類管道,研究其斷裂過程與斷裂判據,更接近于工程實際情況。
[1]胡艷華,唐德渝,方總濤,等.海洋管道全尺寸疲勞試驗技術的研究現狀與發展趨勢[J].石油工程建設,2013,39(4):1-6.
[2]唐德渝,方總濤,胡艷華,等.海洋管道全尺寸疲勞試驗機的研制[J].石油工程建設,2013,39(3):20-25.
[3]Newman J C,Raju I S.An empirical stress—intensity factor equationforthesurfacecrack[J].EngineeringFracture Mechanics,1981,15(1-2):185-192.
[4]Lin X B,Smith R A.Numerical analysis of fatigue growth of external surface cracks in pressurized cylinders[J].Int.Journal of Pressure Vessels and Piping,1997,(71):293-30.
Full-scale Fatigue Test Research ofX65 SteelSubmarine Pipeline
Hu Yanhua1,2,Tang Deyu1,2,Fang Zongtao1,2,Niu Huli1,2
1.CNPC Research Institute of Engineering Technology,Tianjin 300451,China
2.CNPC Key Laboratory of Offshore Engineering,Tianjin 300451,China
In this paper,the fatigue performance of X65 steelsubmarine pipeline is domestically studied by means of full-scale fatigue tests(four-point bending+internal pressure),in which all the influencing factors,such as welding residual stress,stress concentration,initial defects,internal pressure shutdown and pressure fluctuation are comprehensively taken into consideration.Consequently,the fatigue cycles under different stress amplitudes can be derived and applied to predict quantitatively the fatigue lives of pipes with different dimensions.Additionally,the test results are compared with the recommended data of international general standards,such as BS 7608 and DNV C203,by which the fatigue safety of pipes could be evaluated.Therefore,this study is not only beneficial to the accumulation of full-scale fatigue test data of pipes,but also can provide the quantitative basis for evaluating the fatigue life and ensuring the safety operation cycles of pipes.
submarine pipeline;welded joint;full-scale fatigue test;fatigue performance
10.3969/j.issn.1001-2206.2014.06.007
胡艷華(1981-),女,湖北荊州人,高級工程師,2009年畢業于中國石油大學(北京),工學博士,現主要從事海洋鋼結構建造安裝技術研究工作。
2014-04-02
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
