基于產(chǎn)品批量生產(chǎn)的標(biāo)準(zhǔn)工時(shí)測(cè)量
2014-03-20 12:18:42殷秀清
張 峰, 殷秀清
(山東理工大學(xué) 商學(xué)院, 山東 淄博 255012)
在經(jīng)濟(jì)全球化背景下,市場(chǎng)對(duì)產(chǎn)品的需求更加趨向于高質(zhì)量、個(gè)性化,致使制造業(yè)向多品種、小批量式生產(chǎn)模式轉(zhuǎn)變.國(guó)內(nèi)的制造業(yè)水平與國(guó)外相比,在成本與效率管理、產(chǎn)品附加值、產(chǎn)品經(jīng)濟(jì)效益等方面都存在著較大的差異.同時(shí),面臨人力成本與原材料價(jià)格不斷提升的困境.為強(qiáng)化企業(yè)資源利用,提升企業(yè)市場(chǎng)競(jìng)爭(zhēng)力,越來越多的企業(yè)學(xué)習(xí)精益生產(chǎn)模式,以導(dǎo)入工業(yè)工程的渠道實(shí)現(xiàn)生產(chǎn)系統(tǒng)的作業(yè)優(yōu)化.IE(industrial engineering)的作業(yè)模式是以對(duì)生產(chǎn)環(huán)節(jié)的工時(shí)測(cè)量與標(biāo)準(zhǔn)化為基礎(chǔ),進(jìn)而發(fā)現(xiàn)改善空間,消除瓶頸.在實(shí)際作業(yè)中,通過計(jì)算機(jī)輔助工藝規(guī)劃系統(tǒng)可有效測(cè)得機(jī)械加工時(shí)間,而人工操作受到人的主觀因素影響,存在較大隨機(jī)性,其測(cè)量方法有模特法、工作因素法等,測(cè)量方法和修正誤差制定不良時(shí),易導(dǎo)致企業(yè)生產(chǎn)能力與生產(chǎn)成本無法正確核算,進(jìn)而影響生產(chǎn)技術(shù)改進(jìn)等,難以做到精益化作業(yè).
目前國(guó)內(nèi)外部分學(xué)者對(duì)標(biāo)準(zhǔn)時(shí)間進(jìn)行了研究,但主要集中在原有方法的理論層面,缺乏結(jié)合具體企業(yè)實(shí)際作業(yè)情況,采取靈活的制定方式.Philip Bohle等[1]利用調(diào)查問卷的形式,對(duì)不同人員的就業(yè)種類、作業(yè)時(shí)間和健康狀況進(jìn)行了統(tǒng)計(jì)分析,對(duì)標(biāo)準(zhǔn)作業(yè)時(shí)間做出了闡述;Rafael Sánchez[2]論述了企業(yè)標(biāo)準(zhǔn)時(shí)間的制定與就業(yè)率增減之間的關(guān)系,并提出通過有效的相關(guān)政策可提升就業(yè)率;Ronald B. Davies等[3]運(yùn)用面板數(shù)據(jù)對(duì)多個(gè)國(guó)家的企業(yè)進(jìn)行分析,發(fā)現(xiàn)眾多企業(yè)利用放寬標(biāo)準(zhǔn)工時(shí)的策略以吸引員工.國(guó)內(nèi)的羅文德等[4]通過研究工時(shí)數(shù)據(jù),構(gòu)建了聚類分析模型和統(tǒng)計(jì)分析模型,將工時(shí)進(jìn)行分布統(tǒng)計(jì),確定出標(biāo)準(zhǔn)工時(shí);王疆等[5]利用秒表測(cè)試法統(tǒng)計(jì)各生產(chǎn)線的作業(yè)時(shí)間,分析瓶頸環(huán)節(jié),使用ECRS等方法進(jìn)行作業(yè)改善;董艾丹等[6]構(gòu)建各加工工序的標(biāo)準(zhǔn)時(shí)間數(shù)據(jù)庫(kù),提出加工工序管理信息模型,解決了生產(chǎn)成本控制問題.標(biāo)準(zhǔn)時(shí)間是進(jìn)行現(xiàn)場(chǎng)改善的依據(jù),但均未突破時(shí)間測(cè)量與標(biāo)準(zhǔn)時(shí)間制定的原有方法,在此,通過對(duì)現(xiàn)有理論及方法進(jìn)行分析,構(gòu)建基于產(chǎn)品批量生產(chǎn)的標(biāo)準(zhǔn)工時(shí)測(cè)定模型,為標(biāo)準(zhǔn)工時(shí)的測(cè)定與應(yīng)用提供理論依據(jù).
1 傳統(tǒng)標(biāo)準(zhǔn)工時(shí)量測(cè)方法
標(biāo)準(zhǔn)工時(shí)是指標(biāo)準(zhǔn)的作業(yè)條件下,用合適的操作方式,以普通熟練工人的正常速度完成測(cè)定工序所需要的人工時(shí)間,其結(jié)構(gòu)如圖1所示[7].傳統(tǒng)標(biāo)準(zhǔn)工時(shí)的測(cè)定方法有秒表時(shí)間測(cè)定、標(biāo)準(zhǔn)資料法和預(yù)定動(dòng)作時(shí)間標(biāo)準(zhǔn)法等,國(guó)內(nèi)以秒表測(cè)時(shí)法應(yīng)用較廣,部分企業(yè)使用MTM(Methods Time Measurement)法和MOST(Maynard Operation Sequence Technique)法等.

圖1 標(biāo)準(zhǔn)工時(shí)構(gòu)成
1.1 秒表測(cè)時(shí)法
通常秒表測(cè)時(shí)適用于重復(fù)作業(yè)的環(huán)節(jié)時(shí)間測(cè)定,采用密集性抽樣的方式,對(duì)生產(chǎn)過程中的工序進(jìn)行研究[8].如圖2所示,使用秒表測(cè)時(shí)方法制定標(biāo)準(zhǔn)工時(shí)需要按照科學(xué)的操作程序,在觀測(cè)者與被觀測(cè)者間建立良好的合作關(guān)系,確保數(shù)據(jù)的準(zhǔn)確性.
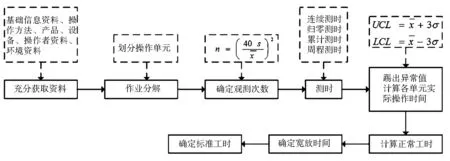
圖2 秒表測(cè)時(shí)法制定標(biāo)準(zhǔn)工時(shí)流程
秒表測(cè)時(shí)法是以對(duì)作業(yè)資料的充分獲取為前提,進(jìn)而劃分出界限清晰、長(zhǎng)短適宜的操作單元.由于秒表測(cè)時(shí)采取抽樣觀測(cè),依據(jù)所需樣本容量確定觀測(cè)次數(shù),其中在測(cè)時(shí)時(shí),必然會(huì)有異常值影響計(jì)算結(jié)果,須踢出異常值后計(jì)算正常工時(shí).各企業(yè)結(jié)合自身實(shí)際情況,確定作業(yè)人員的寬放率,得到寬放時(shí)間,最終依據(jù)相關(guān)計(jì)算方法獲取標(biāo)準(zhǔn)工時(shí).標(biāo)準(zhǔn)工時(shí)計(jì)算公式如下:
(1)
SLT=NH+WRH=ST·α·(1+β)
(2)
式中:β表示寬放率;zi包括一般寬放和特殊寬放,該指標(biāo)需依據(jù)各企業(yè)實(shí)際情況而定;SLT指標(biāo)準(zhǔn)工時(shí);NH指正常工時(shí);WRH指寬放時(shí)間;ST表示規(guī)測(cè)時(shí)間;α表示評(píng)定系數(shù).
1.2 MOST法
MOST法是通過對(duì)MTM法的修改,把動(dòng)作分為一般動(dòng)作、控制動(dòng)作和使用工具動(dòng)作三個(gè)大類,并進(jìn)一步細(xì)分為手的動(dòng)作、手指動(dòng)作、裝配動(dòng)作等,得到比較可靠準(zhǔn)確的科學(xué)時(shí)間分析法[9].應(yīng)用MOST法進(jìn)行制定標(biāo)準(zhǔn)工時(shí),以TMU(Time Measurement Unit)作為基本單位,其基本換算為1TMU=0.00001h=0.0006min=0.036s
定義1 普通動(dòng)作包括拿、取、放,無運(yùn)動(dòng)軌跡無限制.

(3)
式中:A為動(dòng)作距離;B為身體動(dòng)作;G為控制;P為定位
定義2 控制動(dòng)作指物體的移動(dòng)受到一定的約束,且該約束至少來自一個(gè)方向.

(4)
式中:M為受控移動(dòng);X為工時(shí);I為對(duì)準(zhǔn),移動(dòng)且控制方向.
定義3 使用工具動(dòng)作是前兩者的組合,指一般動(dòng)作與受控動(dòng)作的特定組合.


(5)
工具使用參數(shù)U:F為擰緊;L為松開;C為切;S為表面處理;M為檢測(cè);R為記錄;T為思考.
綜上,傳統(tǒng)的標(biāo)準(zhǔn)工時(shí)測(cè)定方法需遵循規(guī)定的程序?qū)ιa(chǎn)系統(tǒng)各工序進(jìn)行時(shí)間測(cè)量,考慮到現(xiàn)階段制造型企業(yè)人員流動(dòng)性強(qiáng),市場(chǎng)產(chǎn)品需求變化率高的特點(diǎn),按照原有的工時(shí)測(cè)量難以快速響應(yīng)市場(chǎng)需求,且測(cè)時(shí)成本較高.分析批量生產(chǎn)的狀態(tài)下,通過對(duì)標(biāo)準(zhǔn)工時(shí)的有效測(cè)定,提升生產(chǎn)系統(tǒng)運(yùn)作效率.
1.3 學(xué)習(xí)曲線
美國(guó)學(xué)者T. P. Wright等[10]提出了描述生產(chǎn)作業(yè)系統(tǒng)熟練性的學(xué)習(xí)曲線,即隨著產(chǎn)品累計(jì)產(chǎn)量的不斷增加,所需時(shí)間和成本逐漸降低,最終產(chǎn)品數(shù)量達(dá)到一定值時(shí),時(shí)間和成本趨于穩(wěn)定.眾多學(xué)者利用學(xué)習(xí)曲線對(duì)動(dòng)態(tài)工時(shí)定額進(jìn)行研究,例如周占峰等[11]利用學(xué)習(xí)曲線設(shè)計(jì)了計(jì)算機(jī)輔助動(dòng)態(tài)工時(shí)定額系統(tǒng).學(xué)習(xí)曲線數(shù)學(xué)模型為
y=ax-b
(6)
式中:y指需求工時(shí);x指產(chǎn)品產(chǎn)量;a為第一件產(chǎn)品生產(chǎn)所需時(shí)間;b員工操作熟練度系數(shù).
單件小批量生產(chǎn)模式下,可抽取工時(shí)數(shù)據(jù)(x1,y1)與(x2,y2),利用公式(6)可計(jì)算
(7)
批量生產(chǎn)時(shí),假設(shè)批量為m,則第一次批量生產(chǎn)平均工時(shí)為
(8)
同理可求出第二次批量生產(chǎn)平均工時(shí),以此類推,第次批量生產(chǎn)時(shí)平均工時(shí)為:

(n=2,3,…)
(9)
標(biāo)準(zhǔn)工時(shí)的制定有多種方法,但是秒表測(cè)時(shí)法、MOST法多以單件產(chǎn)品生產(chǎn)標(biāo)準(zhǔn)工時(shí)測(cè)定為主,在此基礎(chǔ)上推算批量生產(chǎn)標(biāo)準(zhǔn)工時(shí).學(xué)習(xí)曲線是批量生產(chǎn)下測(cè)定標(biāo)準(zhǔn)工時(shí)的有效方法,被廣泛應(yīng)用到制造型企業(yè),但是該方法需要統(tǒng)計(jì)并分析大量數(shù)據(jù),操作較為繁瑣.為此本文在考慮批量因素的基礎(chǔ)上,提出了便于操作的測(cè)定批量生產(chǎn)標(biāo)準(zhǔn)工時(shí)測(cè)定方法.
2 批量生產(chǎn)標(biāo)準(zhǔn)工時(shí)測(cè)定建模
2.1 概念界定
對(duì)于批量生產(chǎn)條件下的工時(shí)測(cè)定,需要將整個(gè)生產(chǎn)線視為一個(gè)系統(tǒng),考慮該系統(tǒng)的整體作業(yè)時(shí)間,其易造成與生產(chǎn)節(jié)拍的混淆.生產(chǎn)節(jié)拍指先后出產(chǎn)兩件制品的時(shí)間間隔,節(jié)拍值大小反映流水作業(yè)效率或者生產(chǎn)率的高低,同時(shí)也表明生產(chǎn)中每件產(chǎn)品的加工時(shí)間上限,計(jì)算公式如下:
(10)
(11)

依據(jù)上述分析,節(jié)拍屬于計(jì)劃值,即無法單純通過測(cè)量時(shí)間而測(cè)定,其值大小由計(jì)劃產(chǎn)出產(chǎn)品數(shù)量Q和計(jì)劃期內(nèi)有效生產(chǎn)時(shí)間T決定,在產(chǎn)品生產(chǎn)之前可依據(jù)原有數(shù)據(jù)及經(jīng)驗(yàn)取得.而批量生產(chǎn)標(biāo)準(zhǔn)時(shí)間屬于標(biāo)準(zhǔn)時(shí)間范疇,雖需要統(tǒng)計(jì)數(shù)據(jù)后運(yùn)用公式計(jì)算而得,但數(shù)據(jù)須來源于現(xiàn)場(chǎng)作業(yè)測(cè)定.因此,本文定義批量生產(chǎn)標(biāo)準(zhǔn)工時(shí)為:在標(biāo)準(zhǔn)作業(yè)環(huán)境下,每批產(chǎn)品加工完畢所需要的時(shí)間標(biāo)準(zhǔn).
2.2 批量生產(chǎn)標(biāo)準(zhǔn)工時(shí)測(cè)定模型
不同的系統(tǒng)在不同的約束條件下,需選取合適的標(biāo)準(zhǔn)工時(shí)測(cè)定模型,依據(jù)統(tǒng)計(jì)時(shí)間求解最終值.現(xiàn)階段企業(yè)為節(jié)省換線時(shí)間,減少換線次數(shù),即在一定時(shí)間段內(nèi)生產(chǎn)同種類產(chǎn)品,本文結(jié)合現(xiàn)階段企業(yè)標(biāo)準(zhǔn)工時(shí)應(yīng)用情況,提出無產(chǎn)品種類約束、有約束條件批量生產(chǎn)標(biāo)準(zhǔn)工時(shí)測(cè)定模型:
模型1(無產(chǎn)品種類約束):假設(shè)批量生產(chǎn)前提下,通過作業(yè)流程分析等可查找出生產(chǎn)線瓶頸,則此時(shí)可利用模型為
(12)

由假設(shè)條件可知,此模型適用于產(chǎn)品批量生產(chǎn)、瓶頸工序明顯、且易測(cè)得標(biāo)準(zhǔn)工時(shí)的情況.模型1的執(zhí)行中,如果配料容易,可縮短生產(chǎn)線的長(zhǎng)度,實(shí)行以小線換大線的作業(yè)模式,加快生產(chǎn)速率;瓶頸工站的人員配置需要經(jīng)常輪替,盡量避免因?yàn)槿斯ぷ鳂I(yè)疲勞度上升而導(dǎo)致的效率低下問題.此外,該模型的實(shí)施必須以批為單位,準(zhǔn)確測(cè)時(shí),同時(shí)可實(shí)施團(tuán)體激勵(lì)制度,提升作業(yè)人員的積極性,保障作業(yè)準(zhǔn)確度及效率.
模型2(有種類條件約束):同為批量生產(chǎn)前提下,生產(chǎn)線生產(chǎn)同種產(chǎn)品,且期間無換線需求,此時(shí)可利用模型為
(13)

3 批量生產(chǎn)標(biāo)準(zhǔn)工時(shí)測(cè)定應(yīng)用
標(biāo)準(zhǔn)工時(shí)的準(zhǔn)確度直接影響到生產(chǎn)系統(tǒng)的各個(gè)運(yùn)行環(huán)節(jié),其合理的測(cè)定方法是制造業(yè)進(jìn)行科學(xué)管理的基礎(chǔ)性工作,同時(shí)也是最重要的工作.利用測(cè)算的有效工時(shí)可客觀而準(zhǔn)確的實(shí)施其它工作,應(yīng)用范圍廣泛[10],例如:制定生產(chǎn)計(jì)劃;計(jì)算人工工時(shí),制定人員計(jì)劃;對(duì)工作績(jī)效和作業(yè)方法進(jìn)行評(píng)價(jià);制定計(jì)件工資標(biāo)準(zhǔn),對(duì)生產(chǎn)制造與人力成本進(jìn)行控制管理;設(shè)備及工裝的需求計(jì)劃;對(duì)顧客的估價(jià)與報(bào)價(jià);改善績(jī)效評(píng)價(jià).
在上述應(yīng)用中,標(biāo)準(zhǔn)工時(shí)的并不是固定化的,需要針對(duì)作業(yè)模式及人員流動(dòng)等進(jìn)行適當(dāng)變更,做到適時(shí)調(diào)整,以符合生產(chǎn)運(yùn)營(yíng)的需要.
4 結(jié)束語
本文在論述現(xiàn)階段測(cè)定標(biāo)準(zhǔn)工時(shí)的秒表法、MOST法、學(xué)習(xí)曲線等基礎(chǔ)上,考慮批量因素對(duì)標(biāo)準(zhǔn)工時(shí)測(cè)定的影響,提出了無產(chǎn)品種類約束與有種類條件約束的標(biāo)準(zhǔn)工時(shí)測(cè)定模型.綜合制造業(yè)的整體現(xiàn)狀,對(duì)多品種、小批量生產(chǎn)模式下的標(biāo)準(zhǔn)工時(shí)測(cè)定標(biāo)準(zhǔn)更加嚴(yán)格,雖對(duì)該問題進(jìn)行了建模分析,但缺乏實(shí)證分析.以上標(biāo)準(zhǔn)工時(shí)測(cè)定方法已在相關(guān)企業(yè)實(shí)施應(yīng)用.企業(yè)可結(jié)合該模型進(jìn)行融合應(yīng)用,以實(shí)現(xiàn)在批量生產(chǎn)環(huán)境下制定標(biāo)準(zhǔn)工時(shí)準(zhǔn)確化、快速化,加強(qiáng)企業(yè)的實(shí)施精益生產(chǎn)的深度.
[1] Bohle P,Willaby H,Quinlan M,etal.Flexible work in call centres: working hours, work-life conflict & health [J]. Applied Ergonomics,2011, 42(2):219-224.
[2] Sánchez R.Do reductions of standard hours affect employment transitions: evidence from chile [J].Labour Economics,2013,20:24-37.
[3] Davies R B,Vadlamannati K C.A race to the bottom in labor standards an empirical investigation [J]. Journal of Development Economics,2013, 103:1-14.
[4] 羅文德,陳慶新,毛寧,等.基于聚類和統(tǒng)計(jì)分析的模具工序標(biāo)準(zhǔn)工時(shí)制定方法[J].工業(yè)工程,2013,16(4):126-131.
[5] 王疆,張彥如,王旭.運(yùn)用IE技術(shù)降低轉(zhuǎn)向節(jié)的標(biāo)準(zhǔn)工時(shí)[J]. 機(jī)械工程師,2013(5):222-223.
[6] 董艾丹,張健.基于標(biāo)準(zhǔn)工時(shí)的產(chǎn)品加工工序管理研究及應(yīng)用[J].工業(yè)技術(shù)與職業(yè)教育,2011,9(3):18-20.
[7]劉光達(dá).汽車總裝線標(biāo)準(zhǔn)工時(shí)制定方法的應(yīng)用研究[D].北京:北京交通大學(xué), 2012:17-20.
[8] 易樹平,郭伏.基礎(chǔ)工業(yè)工程[M]. 北京:機(jī)械工業(yè)出版社,2007.
[9] 馬力,王福林,王奕嬌,等.工作因素法及MOST法在制定標(biāo)準(zhǔn)時(shí)間中的應(yīng)用對(duì)比[J].工業(yè)工程,2009,12(3):51-53.
[10] Wright T P. Factors affecting the cost of airplanes[J].Journal of the Aeronautical Sciences,1936,3:122-128.
[11] 周占峰,李濤,閆莉,等.基于學(xué)習(xí)曲線的計(jì)算機(jī)輔助動(dòng)態(tài)工時(shí)定額系統(tǒng)研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2006(10):28-29.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
小學(xué)生作文(低年級(jí)適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(jí)(2017年4期)2017-06-09 16:22:28
作文評(píng)點(diǎn)報(bào)·低幼版(2017年7期)2017-03-11 20:49:41
故事大王(2016年7期)2016-09-22 17:30:08
專用汽車(2016年4期)2016-03-01 04:13:43
少兒科學(xué)周刊·少年版(2015年4期)2015-07-07 20:56:37