鈦合金窄間隙TIG焊技術(shù)及質(zhì)量控制評述
2014-03-26 07:33:10席少靜孫清潔趙洪運劉喜明
長春工業(yè)大學(xué)學(xué)報 2014年3期
席少靜, 李 慧, 孫清潔, 趙洪運, 劉喜明*
(1.長春工業(yè)大學(xué)材料科學(xué)與工程學(xué)院,吉林長春 130012;2.哈爾濱工業(yè)大學(xué)(威海)船舶工程學(xué)院,山東威海 264209)
0 引 言
窄間隙焊接技術(shù)是將常規(guī)的焊接工藝與窄間隙坡口相結(jié)合,通過專門的裝置和控制技術(shù)而集成的一種新型焊接技術(shù)。隨著節(jié)能減排和綠色環(huán)保成為人類追求的目標(biāo),以及產(chǎn)業(yè)結(jié)構(gòu)的變化和科學(xué)技術(shù)的發(fā)展,鈦合金由于具有密度小、比強度大、耐腐蝕、抗蠕變性能好、生物相容性好、無磁性、無毒性、工作溫度區(qū)寬、加工性(成形與焊接)好等許多優(yōu)良特性,被譽為未來金屬、空間金屬和海洋金屬,其廣泛應(yīng)用于海洋鉆探、壓力容器、航天、航空、大型機械、造船業(yè)、電力行業(yè)等領(lǐng)域,在國民經(jīng)濟中占有極其重要的地位[1-3]。鈦合金的焊接方法有鎢極氬弧焊(TIG)[4]、熔化極氣體保護焊(MAG)[5]、電子束焊(EBW)[6]、等離子弧焊(PAW)[7]、激光焊(LW)[8]、攪拌摩擦焊(FSW)[9]等。使用傳統(tǒng)焊接方法進行厚板鈦合金焊接時,由于坡口面積的急劇增大,導(dǎo)致了焊接工程量成倍增加;厚板的大拘束度及傳統(tǒng)技術(shù)的大填充量使焊接接頭存在較大的殘余應(yīng)力和殘余變形;還往往帶來焊接接頭較大的塑性、韌性損傷,進而導(dǎo)致焊接接頭的力學(xué)性能變差等。然而窄間隙焊接技術(shù)不僅能使焊縫金屬的填充量大幅度降低,而且坡口的橫截面積也大大減少,所以,它普遍適用于各種大型且重要的焊接結(jié)構(gòu),是一種環(huán)保、經(jīng)濟、能夠得到較好力學(xué)性能的優(yōu)質(zhì)焊接方法[10]。雖然TIG焊的焊接效率低于其它方法,但就目前的焊接狀況看,許多產(chǎn)品對焊接質(zhì)量的要求高于對焊接效率的要求[11]。這就導(dǎo)致了窄間隙TIG焊越來越受到人們的關(guān)注[12]。因為與其它的窄間隙焊接技術(shù)相比,窄間隙TIG焊技術(shù)的優(yōu)點是:1)焊接過程中電弧穩(wěn)定,飛濺少;2)適用于平焊、橫焊以及全位置焊;3)焊縫的極限深度約為200mm,并且焊接精度高;4)接頭的殘余變形和殘余應(yīng)力小,沿板厚方向上更趨于致密化、均勻化;5)焊接線能量相對較小,熔池冷卻速度較高,使得焊縫組織晶粒細化,而且大大降低了焊接熱影響區(qū)的塑性、韌性損傷[13]。
1962年,Brown[14]等先是在不銹鋼、鋁合金、鈦合金焊接中研究電磁攪拌的影響,并且發(fā)現(xiàn)晶粒細化現(xiàn)象;1971年,Tseng和Savage[15]第一個深入研究了TIG焊時電磁攪拌對微觀組織和性能的影響。隨著研究的不斷進行,發(fā)現(xiàn)磁場的引入對于窄間隙TIG焊是十分有發(fā)展前途的。北京工業(yè)大學(xué)的華愛兵[16]等研究了橫向旋轉(zhuǎn)磁場對TIG焊焊縫成形的影響,發(fā)現(xiàn)隨著勵磁電流的增大,焊縫熔深減少,熔寬增加。這一點正好可以應(yīng)用于窄間隙焊接過程中,來解決焊接過程中的側(cè)壁熔合問題[17]。
鈦合金窄間隙TIG焊時要經(jīng)歷加熱熔化、冶金反應(yīng)、冷卻結(jié)晶、固態(tài)相變[18]等一系列復(fù)雜的轉(zhuǎn)化過程,在如此多的過程中,焊縫、熔合區(qū)、熱影響區(qū)的組織和性能會對焊接接頭的疲勞行為產(chǎn)生顯著的影響,進而直接影響鈦合金的使用壽命。因此,文中深入研究了如何通過焊接材料的合理選擇,焊接工藝參數(shù)的正確制定,采取有效的試樣清理方法和氣體保護措施,以便獲得晶粒細小的焊縫組織和滿足性能要求的具有良好質(zhì)量的焊接接頭,并深入分析了該技術(shù)發(fā)展面臨的挑戰(zhàn)和亟待解決的關(guān)鍵基礎(chǔ)問題。
1 窄間隙TIG焊的嚙合強化效應(yīng)機理
俄羅斯的中央結(jié)構(gòu)材料研究院研制出了一種強度比母材低而塑性比母材高的焊絲,將其應(yīng)用于鈦合金的窄間隙TIG焊接技術(shù),這對于鈦合金的焊接是極其重大的突破。焊接后的焊縫金屬不僅塑性較高,而且其強度也可以達到與母材相當(dāng)?shù)乃剑宇^不需要再進行熱處理強化[19-20]。焊縫金屬與母材的等強度是通過嚙合強化機理來實現(xiàn)的。當(dāng)板厚和焊縫金屬的寬度滿足一定比例關(guān)系時,焊接接頭在外力的作用下就會表現(xiàn)為嚙合強化效應(yīng)。鈦合金窄間隙TIG焊引起焊縫嚙合強化的原因:對于鈦合金來說,焊接接頭組織是由基體的等軸晶組織和焊縫馬氏體α′相的針狀組織組成[21-22]。針狀α′相尺寸及形狀取決于焊縫的化學(xué)成分、焊件厚度、焊接工藝、焊接線能量等各種因素。針狀α′相隨著被焊金屬厚度的增加和線能量的減少而細化。厚板鈦合金進行窄間隙TIG焊接時,焊縫冷卻速度快,會形成細針狀α′相。在外加載荷作用下,焊縫組織相互交錯,發(fā)生嚙合,焊縫機械性能得到提高。窄間隙條件下,當(dāng)焊接接頭承受的外加載荷增加到一定程度時,會在焊接接頭位置出現(xiàn)相對復(fù)雜的應(yīng)力分布,進而增強了焊縫金屬承受載荷的能力。
2 鈦合金窄間隙TIG焊的質(zhì)量控制
2.1 焊接材料對焊接質(zhì)量的影響
2.1.1 氬氣
鈦合金窄間隙TIG焊焊接時用的氬氣應(yīng)該為一級氬氣,純度需要達到99.99%以上,相對濕度小于5%,水分小于0.001mg/L,雜質(zhì)總含量必須小于0.02%。焊接過程中,如果氬氣瓶的壓力下降至1MPa時,應(yīng)立即停止使用,以確保焊縫金屬的質(zhì)量。
2.1.2 焊絲
嚴(yán)格來講,焊絲表面不能有氧化色、裂紋、非金屬夾雜物等缺陷存在,最好以真空退火狀態(tài)供貨。在焊接開始前,應(yīng)對焊絲進行徹底的清理,否則焊絲表面的雜質(zhì)可能會污染焊縫金屬。
比較常用的焊絲牌號有TA1,TA2,TA3,TA4,TA5,TA6及TC3等。一般來說,填充焊絲的成分應(yīng)該與母材金屬的成分相同。為了提高焊接接頭的塑性,可以選用塑性比母材高而強度比母材金屬稍低的焊絲。例如焊接TC4和TA7等鈦合金時,盡量選用純鈦焊絲,但要保證焊絲中的雜質(zhì)含量應(yīng)比母材金屬低。
2.2 焊前清理及氣體保護對焊接質(zhì)量的影響
2.2.1 焊前清理
在鈦合金窄間隙TIG焊焊接前,必須對坡口及其附近的區(qū)域進行仔細清理。焊絲和焊件的焊前清理在很大程度上決定了焊接接頭的質(zhì)量,當(dāng)清理的不徹底時,就會在焊絲和焊件的表面形成吸氣層,并導(dǎo)致焊接接頭氣孔和裂紋的產(chǎn)生。
因此,鈦合金對焊前焊接區(qū)域的清潔程度要求十分嚴(yán)格。試樣焊前清洗工藝過程[23]為:試板切割下料→待焊面機械加工(通過奧氏體不銹鋼絲刷、細銼等進行加工)→除油處理(采用(5%~10%)NaOH+丙酮溶液清洗的方法,將焊絲表面和坡口兩側(cè)30mm以內(nèi)的油脂、氧化皮、毛刺等清理干凈)→水沖洗→酸洗(酸洗液配方為(2%~4%)HF+(30%~40%)HNO3+H2O,試樣需在酸洗液中浸泡5min左右)→水沖洗→烘干保存。酸洗后的試樣為銀白色,在臨焊前,再用丙酮或酒精擦洗一遍,洗凈烘干后立即進行焊接,且焊件必須在2h內(nèi)焊完,否則應(yīng)重新進行酸洗烘干處理。
2.2.2 惰性氣體保護
焊縫表面顏色是衡量鈦合金焊接時惰性氣體的保護情況和焊縫質(zhì)量的重要指標(biāo),見表1[24]。
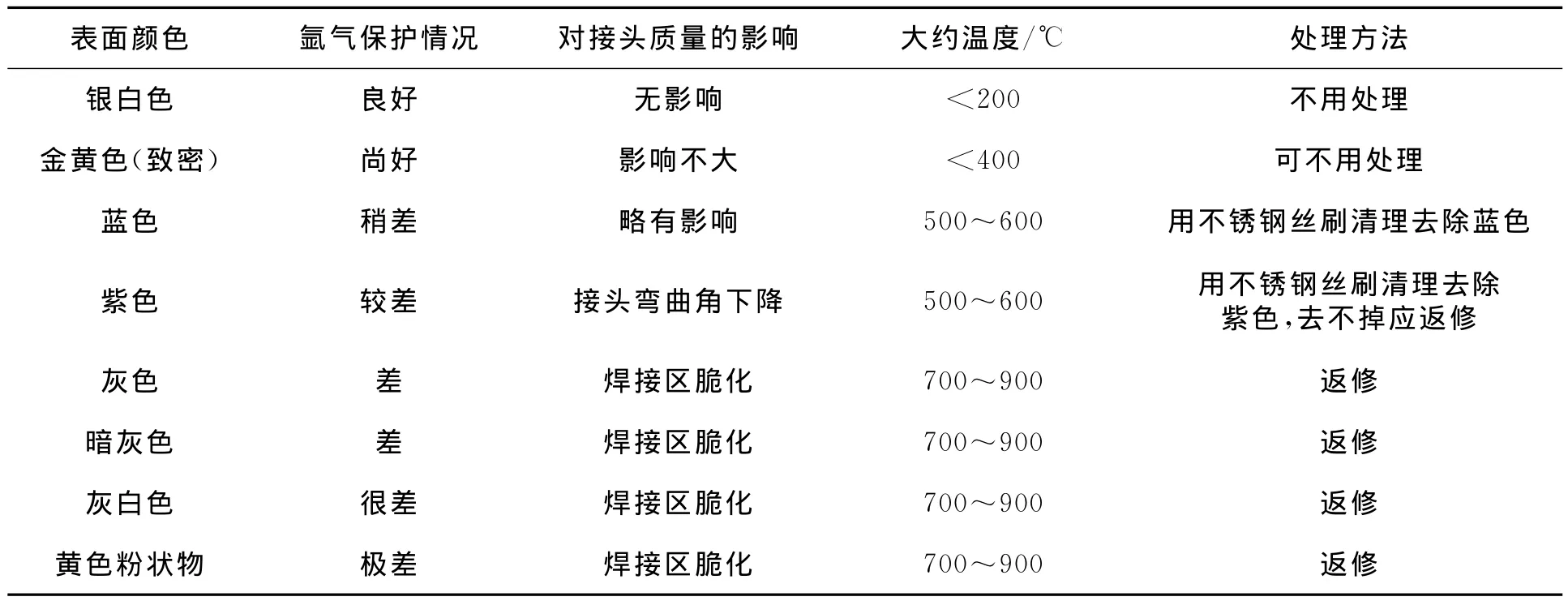
表1 鈦合金表面顏色對接頭質(zhì)量的影響和處理措施
焊接結(jié)束后,可通過焊縫的顏色來判斷接頭被污染的程度。
鈦表面生成的氧化膜的顏色與溫度有很大關(guān)系:當(dāng)溫度在200℃以下時為銀白色,說明焊縫表面幾乎沒有被污染;300℃時為淡黃色,400℃時為金黃色,表明焊縫受到了輕微的污染;500℃時為深藍色,600℃時為紫色;700~900℃為灰色,說明焊縫污染嚴(yán)重,這樣的焊接接頭在任何場合下都是不合格的。溫度較低時氧化色僅為表面薄薄的一層,可以通過酸洗的方法去除;溫度較高時的氧化程度逐漸加深,對焊縫金屬的質(zhì)量產(chǎn)生了極其嚴(yán)重的影響。
2.3 工藝參數(shù)對焊接質(zhì)量的影響
鈦合金窄間隙TIG焊的工藝參數(shù)主要包括:焊接速度、焊絲直徑、焊接電流、送絲速度、電弧長度、電流衰減時間等。
2.3.1 焊接速度對焊接質(zhì)量的影響
當(dāng)焊接電流等工藝參數(shù)一定時,焊接速度越小,焊接的材料厚度越大;如果焊接速度超過合適的范圍區(qū)間,便會產(chǎn)生燒穿、凹陷、未焊透等缺陷。在鈦合金窄間隙TIG焊中采用較低的焊接速度更有利于保證焊縫金屬的質(zhì)量。但是焊接速度低到一定程度時,會導(dǎo)致焊件變形增大,且生產(chǎn)效率降低。
2.3.2 焊絲直徑對焊接質(zhì)量的影響
接頭間隙、焊件厚度與焊絲直徑具有一定的匹配關(guān)系,當(dāng)接頭間隙、焊件厚度很大時,則應(yīng)該選擇稍大一些的焊絲直徑。選擇不當(dāng)就會造成焊縫余高過大、過小或未熔合等問題,使得焊縫金屬成形質(zhì)量較差。
2.3.3 焊接電流對焊接質(zhì)量的影響
在焊縫尺寸符合要求、焊接過程穩(wěn)定的情況下,倘若焊接電流選擇適當(dāng),則焊接接頭質(zhì)量良好;焊接電流過大時,容易產(chǎn)生燒穿現(xiàn)象,背面熔化的金屬下淌,形成凹坑、咬邊等缺陷;然而焊接電流過小時,則會產(chǎn)生未熔合、未焊透等缺陷。
2.3.4 送絲速度對焊接質(zhì)量的影響
焊接速度、焊接電流、接頭間隙、焊絲的直徑等因素與焊絲的送絲速度關(guān)系密切。一般認(rèn)為,若焊絲直徑較大時,送絲速度應(yīng)該稍微減慢一些;當(dāng)焊接速度、焊接電流、接頭間隙較大時,送絲速度則應(yīng)該加快一些;假如送絲速度選擇的不合理,將導(dǎo)致凹坑、燒穿、未焊透、焊縫余高過量等缺陷的產(chǎn)生。
2.3.5 電弧長度對焊接質(zhì)量的影響
電弧長度與焊絲直徑、焊接電流、電弧電壓有一定的關(guān)系,一般采用大直徑焊絲,大電流時可以適當(dāng)?shù)卦龃箅娀¢L度;如果電弧長度選擇的不合理,便會導(dǎo)致氣體保護效果不好、未焊透、碰鎢等嚴(yán)重問題。然而,電弧長度與電弧電壓表現(xiàn)為線性比例關(guān)系,當(dāng)電弧長度增大時,電弧電壓成正比例增加,電弧產(chǎn)生的熱量也愈多。但是當(dāng)電弧長度超過合適的范圍后,在弧長增大的同時,弧柱的橫截面積也增加,導(dǎo)致氣體保護效果變差,而且熱效率降低。
2.3.6 電流衰減時間對焊接質(zhì)量的影響
窄間隙TIG焊焊縫金屬的收尾處常常會產(chǎn)生弧坑缺陷,為了消除弧坑缺陷必須采用焊接電流衰減裝置。電流衰減裝置可以延長氣體對熔池的保護時間,使焊接電流按照需要的速率下降,進而使得熔池的冷卻速度大大降低,改善熔池的流動方向和熔化金屬對縮孔、弧坑的填補情況,從而弧坑缺陷得到了有效地解決。
3 面臨的挑戰(zhàn)和亟待解決的基礎(chǔ)問題
鈦合金在窄間隙TIG焊接過程中經(jīng)歷著電弧的劇烈加熱擴散和冷卻凝固,在鈦合金內(nèi)部產(chǎn)生很大、極其復(fù)雜的熱應(yīng)力、組織應(yīng)力和機械約束應(yīng)力及其強烈非穩(wěn)態(tài)交互作用和應(yīng)力集中,可能會導(dǎo)致鈦合金嚴(yán)重變形與開裂,是制約該技術(shù)發(fā)展和應(yīng)用的“第一大”瓶頸問題。
與此同時,在鈦合金窄間隙TIG焊焊接過程中,主要的工藝參數(shù)、合理的焊接材料、有效的試件清理方法和氣體保護措施等一切影響焊接質(zhì)量的因素,都可能在鈦合金局部區(qū)域產(chǎn)生各種特有的內(nèi)部缺陷(如氣孔、裂紋、咬邊、未熔合等)并影響鈦合金最終的焊縫質(zhì)量、力學(xué)性能和使用安全。事實上,顯微組織和焊縫缺陷控制一直是制約鈦合金窄間隙TIG焊技術(shù)發(fā)展和應(yīng)用的又一重大“瓶頸問題”。
要實現(xiàn)對鈦合金窄間隙TIG焊接過程內(nèi)應(yīng)力的有效控制和零件變形開裂的有效預(yù)防,必須首先認(rèn)識清楚:
1)電弧劇烈熱循環(huán)作用下零件“熱應(yīng)力”的演化規(guī)律及其與鈦合金窄間隙TIG焊焊接工藝條件及零件結(jié)構(gòu)的關(guān)系;
2)劇烈加熱擴散和冷卻過程中材料的“組織應(yīng)力”形成規(guī)律鈦合金窄間隙TIG焊接工藝條件和零件結(jié)構(gòu)的關(guān)系;
3)“凝固收縮應(yīng)力”形成機理、演化規(guī)律鈦合金窄間隙TIG焊接工藝條件和零件結(jié)構(gòu)之間的關(guān)系;
4)熱應(yīng)力、組織應(yīng)力、凝固收縮應(yīng)力和外約束應(yīng)力的非穩(wěn)態(tài)耦合行為、演化規(guī)律和零件變形開裂之間的關(guān)系。
然而,要實現(xiàn)對鈦合金窄間隙TIG焊接過程中“焊縫質(zhì)量”的有效控制,必須深入認(rèn)識以下問題:
1)局部凝固組織特征及其與鈦合金窄間隙TIG焊接工藝參數(shù)和焊接條件之間的相互關(guān)系;
2)局部凝固過程和鈦合金特有缺陷形成規(guī)律間的關(guān)系。
總之,應(yīng)對鈦合金窄間隙TIG焊接技術(shù)“變形與開裂”預(yù)防和“焊縫質(zhì)量”控制兩大“瓶頸問題”的最有效措施,是加強對鈦合金“內(nèi)應(yīng)力演化規(guī)律與變形開裂行為”、“凝固組織形成規(guī)律焊縫缺陷形成機理”等關(guān)鍵性問題的認(rèn)識和研究。
4 結(jié) 語
窄間隙焊接技術(shù)已成為焊接領(lǐng)域的一個熱點,它正在改變焊接中采用常規(guī)的大坡口、大填充量、大能耗的局面。但是,鈦合金窄間隙TIG焊的嚙合強化效應(yīng)機理以及質(zhì)量控制有待于國內(nèi)外學(xué)者們進行更深層次的研究。特別是開發(fā)研制大厚板鈦合金及其配套焊接材料和工藝技術(shù)的研究,以擴大窄間隙TIG焊接技術(shù)在鈦合金厚板焊接領(lǐng)域的推廣應(yīng)用。目前,窄間隙焊接技術(shù)已逐漸成為中厚板焊接的主流技術(shù),成為當(dāng)今低碳、節(jié)能時代潮流之中的佼佼者。最重要的一點,鈦合金窄間隙TIG焊接技術(shù)所帶來的巨大的經(jīng)濟效益和社會效益是毋庸置疑的。
[1] Zhou Shuiliang,Tao Jun,Du Yuxiao,et al.Analysis of tempera-ture field for TIG welding fine grain titanium alloy thin sheet[J].Transactions of the China Welding Institution,2010,31(12):33-36.
[2] C Leyens,M Peters.Titanium and titanium Alloys[M].Cologne:Wiley-VCH,2003:19-23.
[3] 孫建科,陳春和.我國船用鈦合金研究、應(yīng)用及發(fā)展[J].金屬學(xué)報,2002,38(2):33-36.
[4] W H Kerans.Welding hand book[M].Miami:A-merican Welding Society,1982:43.
[5] R Boyer,G Welsch,E W Collings.Materials properties handbook:Titanium alloys[M].Ohio:Materials Park,1994:1159.
[6] N K Babu,S G S Raman,C V S Murthy,et al.Influence of beam oscillation patterns on the structureand mechanical properties of Ti-6A-4Velectron beamweldments[J].Sci.Technol.Weld.Join,2005,10:583-590.
[7] Y L Qi,L Deng,Q Hong,et al.Electron beamwelding,laser beam welding and gas tungsten arcwelding of titanium sheet[J].Mater.Sci.Eng.A,2000,280:177-181.
[8] M Kimura,S Nakanura,M Kusaka,et al.Mechanical properties of friction welded joint between-Ti-6Al-4Valloy and Al-Mg alloy(AA5052)[J]. Sci.Technol.Weld.Join,2005,10:666-672.
[9] L Fratini,F(xiàn) Micari,G Buffa,et al.A new fixture for FSW processes of titanium alloys[J].CIRP Ann Manuf Technol.,2010,59:271-274.
[10] Hou Jijun,Dong Junhui.A study on TIG weldability of TC4titani-um alloy[J].Journal of Inner Mongolia University of Science and Technology,2010,29(2):180-183.
[11] 楊春利,林三寶.電弧焊基礎(chǔ)[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2003:85-88.
[12] Z Yang,J W Elmer,J Wong,et al.Evolution of titanium arc welding macro and microstructuresmodeling and real time mapping of phases[J]. Welding Research,2000(4):97-110.
[13] 張富巨,羅傳紅.窄間隙焊及其新進展[J].焊接技術(shù),2000(6):33-36.
[14] D C Brown.The effect of electromagnetic stirring and mechanical vibration on arc-welding[J].Welding Journal,1962,41(2):241-250.
[15] C F Tseng,W F Savage.The effect of arc oscillation in either the transverse or longitudinal direction has a beneficial effect on the fusion zone microstructure and tends to reduce sensitivity to hot cracking[J].Welding Journal,1971,50(12):777-785.
[16] 華愛軍,陳樹君,殷樹言.橫向磁場對TIG焊焊縫成形的影響[J].焊接學(xué)報,2008,29(1):5-8.
[17] АбраловМА,АбдурахмановРУ.Electromagnetic effect welding technology[M].Beijing:China Machine Press,1988:5-13.
[18] 高賓,鄧琦林,周春燕.鈦合金激光焊接過程中氣體保護問題的研究[J].電加工與模具,2009(5):44-49.
[19] Academician I V Gorynn.Titanium99’:Science and Technology Central Research“Prometey”[C]//Russia:St.Petersburg,1999.
[20] S Ushkov,J D Khesin,N V Suvorov. Titanium99’:Science and Technology Central Research“Prometey”[C]//Russia:St.Petersburg,1999:1050.
[21] 張喜燕,趙永慶,白晨光.鈦合金及應(yīng)用[M].北京:化學(xué)工業(yè)出版社,2005.
[22] C萊茵斯,M皮特爾斯.鈦與鈦合金[M].陳陣華,譯.北京:化學(xué)工業(yè)出版社,2005.
[23] 王家淳.消除鈦合金激光焊接的缺陷[J].焊接技術(shù),2001,30(1):16-17.
[24] 李亞江.先進材料焊接技術(shù)[M].北京:化學(xué)工業(yè)出版社,2012.
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26