微構件的熱注射近凈成型控制
2014-03-26 07:33:08韋麗君尹曉鵬張鐵鑫
長春工業大學學報 2014年3期
韋麗君, 尹曉鵬, 張鐵鑫
(長春工業大學機電工程學院,吉林長春 130012)
0 引 言
隨著微機電系統(Micro-Electro-Mechanical Systems,MEMS)和3C行業的迅速發展,微器件的需求迅速增加,微型化、薄型化的要求也越來越高,其應用涉及國防、醫療、交通、電子封裝等各個領域。微構件需求增加的同時,各種微細加工技術也在不斷發展,現有的微細加工技術可以分為硅基和非硅基加工[1]。微構件復雜程度和加工材料適用性都存在局限性。粉末微注射成型(Micro Power Injection Molding,MPIM)技術是一種新技術,由于其成本低,可大規模生產復雜微構件和材料的適用性高(陶瓷、金屬等粉末)[2],使其迅速成為現今的微制造技術的研究熱點。因此以微/納米技術和流體力學理論為基礎,采用先進實驗方法和技術手段研究熱注射微成型機理和方法,對于陶瓷的微構件和微系統的實用化與產業化和改善微構件成型水平的意義十分重要。
1 注射成型的方法
微構件成型的方法多種多樣,注射成型技術是其中之一,它的優點是能夠制造出外形復雜、精度較高的微構件,因其機械化部分所占比例較大,深受人們的青睞。但隨著技術的不斷更新進步,人們對于產品精度、性能和其它方面都有更高的追求,所以在常規注射成型技術上催生出一大批新的注射成型技術,如氣體輔助注射成型、水輔助注射成型、模具滑合成型、層狀注射成型、熱壓注成型技術等[3]。下面簡單介紹這幾種注射成型的方法:
1)氣體輔助成型技術是在中空制件與大型平板制件的制件過程中,為了消除構件表面的縮痕,減少使用材料,常常在制件內部注塑高壓氣體,以產生中空截面,氣體積壓減少殘余的內應力[4],從而使構件表面的縮痕消除。這個過程必須先要注射熔體之后再進行氣體注射,最后達到氣體保壓階段。
2)水輔助注射成型技術在熱塑性塑料和內表面光滑的導管的生產過程中,將氣體輔助注射成型技術中的氮氣用水取代[5],使之在輔助體內部流動,最后進行空氣壓縮,將其內部的水全部壓出。
3)模具滑合成型使產品的尺寸精度提高,改善產品表面精度。它是將中空的制品分為兩半,分別注射成為半成品,再將其兩部分與模具對合,進行二次合模,最后在制品兩部分的結合縫中注入熔體得到完整的中空制品[6]。
4)層狀注射成型技術使產品在阻擋氣體滲透、透明性等方面有較為突出的優點,它是兩種類型的樹脂進行注射,使其通過多級共擠模頭各股熔體在共擠模頭中逐級分層[7-8],之后進入注塑模腔疊加。
5)熱壓注成型技術是基于石蠟加熱熔融,熱的石蠟液和無塑性陶瓷粉料均勻地混合成漿,并在一定的壓力下,使其注入模具。再根據石蠟遇冷凝固的特點,待蠟漿冷卻凝固后取出成型的胚體。經過適當的修整,脫蠟燒結以形成最終制品。
在眾多注射成型的技術中,熱壓注成型技術更適合本次實驗的研究,因為得到的制品精度高,制造過程效率高、自動化程度高,因此,我們改進了熱壓注成型技術,得到一種適用于微構件成型的技術,將其稱之為微構件的熱注射近凈成型技術。
2 微構件的熱注射近凈成型的基本原理
微注射成型工藝是對傳統注射工藝的改進,這個過程是將處理好的陶瓷粉料或金屬粉料與粘結劑混合充分[9],然后通過推桿的推動,以一定的壓力將混合在一起的陶瓷粉末和粘結劑同時注入能夠控制溫度的料筒中,之后通過對料筒中溫度的控制對陶瓷粉末和粘結劑的混合料進行加熱,粘結劑充當載體與陶瓷粉末一起注射到型腔內形成毛坯,最后在特定的氣氛下脫膠,燒結成為微構件,如圖1所示。
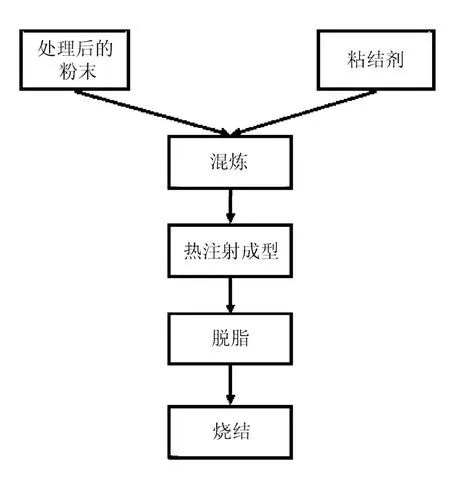
圖1 注射成型工藝流程
微注射成型具有工藝簡單、生產效率高、成本低、零件精度和強度高的特點,所以近年來微注射加工方法和微注射模具設計得到了很大發展。微陶瓷熱注射可制備μm~mm范圍內的微陶瓷零件[10]。陶瓷熱注射微模具成型可以精密成型各種三維形狀復雜的陶瓷和金屬微型零件,特別適合于大規模生產的微器件。
微構件熱注射成型工藝所用的粉末尺寸一般在0.5~20μm,因為顆粒數多,表面積就大,更有利于成型、燒結。粘結劑的作用是使混合料在料筒中具有流變性和潤滑性,可以說是帶動粉末流動的一種載體,所以粘結劑通常使用與粉末不起任何化學反應、流變性好以及容易清除的[11]。將特殊加工的粉末與選取好的粘結劑混煉之后,使流變性達到適用于注射成型的狀態,將混合料喂入加熱裝置中熔化,使用一個具有往復運動的推桿以一定的壓力來聚集和加壓混合料,將其注入模具中。在充模之前,熔體從噴嘴流經流道和澆口。充填完畢后,喂料過程中的熱量通過模具散發出去,最后打開模具,取出成型毛坯[12]。成型的毛坯要將其中的粘結劑去除,這個過程就是脫脂,最后進行燒結,得到成型的微構件,如圖2所示。
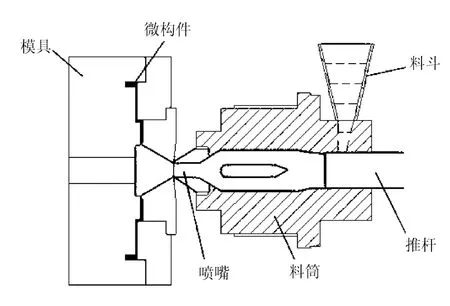
圖2 注射成型原理圖
注射成型過程中主要研究的工藝參數有注射速率、混合料流動中受到的阻力、水頭損失系數、注射壓力、料筒直徑、微構件材料等,它們會影響產品的質量,所以建立合適的數學模型,選取適當參數對于制造效率高、質量好的微構件十分重要。
3 建立微構件熱注射近凈成型的數學模型
諾維-斯托克斯方程(Navier-Stokes)是一種對不可流動且具有粘性的流體動量守恒進行描述的運動方程,我們稱之為N-S方程。首先要建立方程,然后確定粘性流動的流場,確定流動的邊界條件初和始條件來控制流體流動。對于特定的流動問題,為了簡化方程,使N-S方程中的若干項等于零,得到一個常微分方程。其中圓管流動是典型的例子,通過此方法可得到其精確解。這里要研究的是如何保障加熱裝置中的微構件和粘結劑的混合料均勻地進行流動,選取適當的參數。
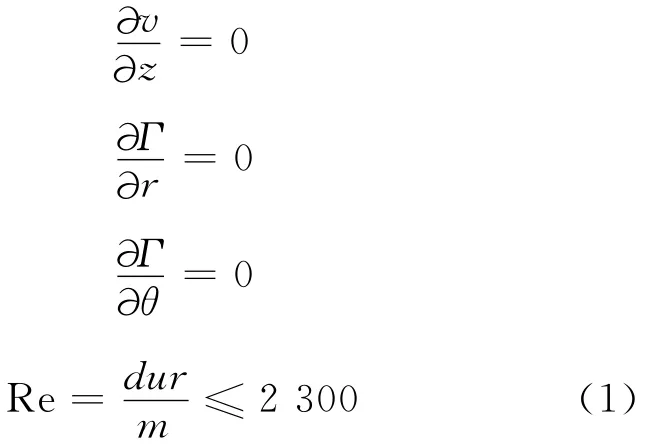
對于圓管內不可壓縮流體的穩定層流流動,最簡單的辦法是使用柱坐標方程。流體具有不可壓縮性,Dr/Dt=0,流動平穩,r/t=0,圓管內的流動屬于一維流動,vr=vq=0,且流動軸向對稱,r/q=0。將上述條件代入不可壓縮流體柱坐標系下的連續性方程和N-S方程中化簡得:
可將上式中最后一個表達式的偏微分寫成常微分,即:

經過簡化,非線性的N-S方程轉化成了常微分方程。根據數理方程的基本知識,只有等式兩側同時等于一個常數時該式才成立,即:

設管長L內廣義壓力降為DG=G1-G2,則:

對式(3)進行兩次積分可得通解為:

邊界條件:r=R(圓管半徑)時,v=0;r=0時,v為有限值。
將邊界條件代入式(4)得積分常數為:
所以,不可壓縮流體在圓管內穩定層流時的速度分布方程:

可知,速度分布為拋物線。當r=0時,v有最大值:

由式(5)和式(6)可得v與vmax的關系式:

平均流速:
通過推導出的流速分布,可以計算出范寧摩擦因數:
式中:τw——壁應力。
由牛頓粘性定律可知,圓管內層流時:

式(9)和式(10)化簡得:

式中:d——管的直徑;
μ——動力粘度;
ρ——密度。
在圓管內流動問題中,這時的水頭損失系數λ表示阻力系數,λ=4f,因此:
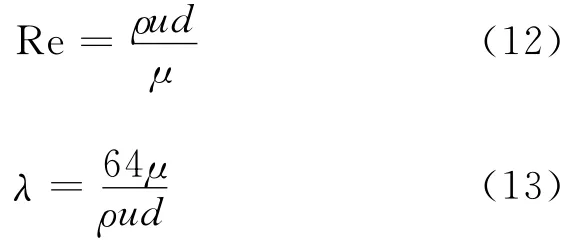
式(12)和式(13)適用范圍為Re=dur/m≤2 300。
根據N-S方程的推導,求解出了速度分布、平均流速和阻力系數等關系式,利用了廣義壓力的概念,所以不論是傾斜管道還是水平管道,這些結果都適用。這樣便可以確定適合微陶瓷熱注射成型的流變方程及邊界條件,從而建立微陶瓷熱注射成型的研究模型。
4 實驗分析
實驗選取適當參數,混合料的動力粘度近似于石蠟油的動力粘度,取μ=1.499Pa·s,密度近似于石蠟油的密度為0.83~0.89g/cm3,加熱裝置內部直徑d取150~250mm,注射速度范圍在0.3~0.7m/s。
范寧摩擦因數與速度關系如圖3所示。
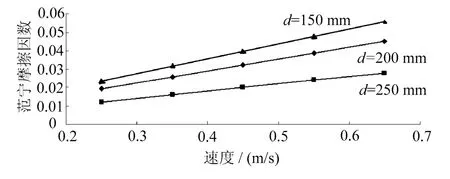
圖3 范寧摩擦因數與速度關系
從圖中可以看出,在速度為0.3~0.7m/s范圍內,直徑大小不同,范寧摩擦因數大小也不同,直徑越大,范寧摩擦因數就越小,導致較小的壓差。
雷諾系數與速度關系如圖4所示。
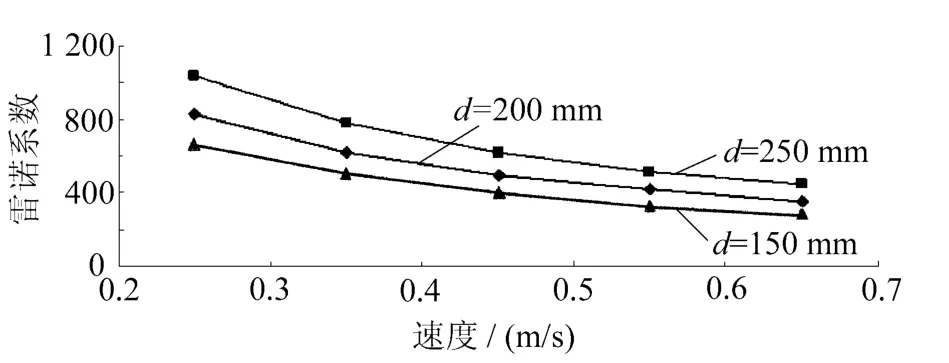
圖4 雷諾系數與速度關系
從圖中可以看出,在速度為0.3~0.7m/s范圍內,雷諾系數隨直徑的增大而增大,雷諾系數的增大影響流動的穩定性,從而會產生噪音。
水頭損失系數與速度關系如圖5所示。
從圖中可以看出,在速度為0.3~0.7m/s的范圍內,水頭損失系數隨直徑的增大而減小,導致沿程損失增大,沿程阻力水頭損失主要用于流體的粘性造成的流體內部層流間存在的內摩擦阻力,它造成一部分機械能不可逆的轉化為熱能。
實驗表明,應該選取范寧摩擦因數較大、雷諾系數較小、水頭損失系數較小的參數,由圖3、圖4、圖5比較來看,速度范圍為0.3~0.7m/s時,推桿的直徑應選取中間值,從而能夠兼顧摩擦因數和雷諾系數,則取d=200mm,對應的范寧摩擦因數范圍為0.019 3~0.045,雷諾系數范圍為355.477~829。通過上述數學模型的分析和實驗,能夠良好地實現對微構件的熱注射近凈成型的控制。
5 結 語
微構件的熱注射近凈成型技術在發展過程中展現出了許多優秀的特性,引起了社會的廣泛關注。通過查閱眾多注射方法的資料,我們選取了熱注射成型技術進行實驗,微構件的熱注射成型的原理是粘結劑和陶瓷粉末的混合料通過推桿的推動,在加熱裝置中以流體的形式通過噴嘴的噴射注入到型腔中形成毛坯,最后在特定的氣氛下經過脫脂、燒結形成微構件。由于在實驗過程中,有許多因素影響著流體的流動,所以需要建立數學模型控制其影響因素。經過實驗分析,當范寧摩擦因數較大(0.019 3~0.045)、雷諾系數較小(355.477~829)、水頭損失系數較小時(0.019 3~0.045),能夠良好地實現對微構件的熱注射近凈成型的控制,起到讓熱注射成型技術效率高、機械能損失小的作用。
[1] 楊闖.微熔模精鑄過程微尺度成形及充型流動規律研究[D]:[碩士學位論文].哈爾濱:哈爾濱工業大學,2010.
[2] 于學勇,潘毅,華征瀟,等.超細粉末注射成型技術的研究進展[J].常熟理工學院學報,2006,20(6):70-73.
[3] 孟兵,孫建麗,劉志學.新型注射成型技術及特點[J].成都航空職業技術學院學報,2013(1):42-44.
[4] 劉方,輝錢心,遠張杰.注塑成型新技術的發展概況[J].塑料科技,2009(3):83-88.
[5] 周建源,匡唐清,熊國良.水輔助注射成型技術及其研究現狀[J].模具工業,2007,33(2):40-44.
[6] 張大生.我國中空塑料成型機的拓展分析[J].塑料包裝,2009,19(6):11-14.
[7] 尹興昌.注塑加工中熱塑性塑料老化特性和結晶行為的研究[D]:[碩士學位論文].青島:青島科技大學,2005.
[8] 崔善子,孫彩云,朱艷秋,等.PMMA樹脂低溫成型的探討[J].長春工業大學學報:自然科學版,2007,28(2):121-123.
[9] 朱宏,劉炯,戴亞春,等.陶瓷結構件微注射成型研究進展[J].機床與液壓,2012,40(14):117-119.
[10] 謝志鵬,劉偉.高技術陶瓷產品的精密注射成型制備技術的應用與發展[J].中國陶瓷工業,2010,17(5):47-51.
[11] 張馳,胡建軍,程大堂.箱形件金屬粉末注射成形技術(MIM)研究與應用[J].現代制造工程,2004(1):51-54.
[12] 蔣炳炎,許靜靜,梁叔全,等.金屬粉末注射成形模具澆口對成形性能的影響規律[J].粉末冶金技術,2004,22(6):323-327.