電動機(jī)軸承端蓋加工關(guān)鍵技術(shù)研究*
2014-04-09 08:24:08
制造技術(shù)與機(jī)床 2014年10期
關(guān)鍵詞:工藝
(①蘇州市職業(yè)大學(xué)機(jī)電工程學(xué)院,江蘇 蘇州215104;②蘇州經(jīng)貿(mào)職業(yè)技術(shù)學(xué)院機(jī)電系,江蘇 蘇州215009)
電動機(jī)是依據(jù)電磁感應(yīng)定律實(shí)現(xiàn)電能轉(zhuǎn)換或傳遞的一種電磁裝置,將電能轉(zhuǎn)換為機(jī)械能,產(chǎn)生驅(qū)動轉(zhuǎn)矩作為用電器或各種機(jī)械的動力源,其應(yīng)用極為廣泛。電動機(jī)軸承端蓋是電動機(jī)的主要部件之一,主要作用是確定電動機(jī)轉(zhuǎn)子和軸的空間位置,通過與軸承的配合,保證轉(zhuǎn)子與定子的間隙,其加工的精度直接影響到定轉(zhuǎn)子之間同軸度、氣隙均勻度和軸向間隙,是電動機(jī)穩(wěn)定可靠工作的關(guān)鍵零件之一。
1 電動機(jī)軸承端蓋加工技術(shù)分析
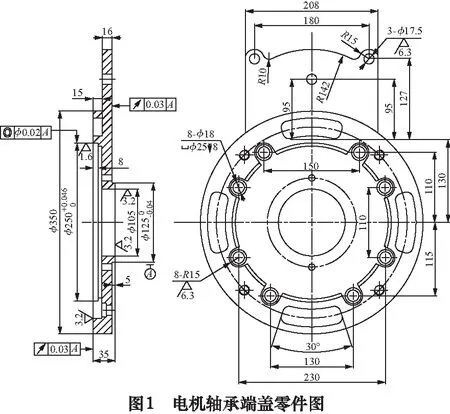
電機(jī)軸承端蓋的材料選用灰鑄鐵HT250,該材料因熱變形小、強(qiáng)度高和一定耐蝕能力,且具備良好的鑄造、減振、耐磨、切削加工性能,廣泛應(yīng)用于泵殼、容器、塔器、法蘭、壓蓋、機(jī)床床身、立柱及氣缸等零件。在原加工工藝中,根據(jù)板材的厚度規(guī)格,毛坯選用40 mm厚的板材,鋸割為457 mm×360 mm×40 mm的長方體,單邊留余量5 mm。根據(jù)圖1中軸承端蓋的結(jié)構(gòu),加工的主要工作集中在端蓋的正面,銑削端蓋面、型腔,再鉆孔和攻絲,故在正面加工時(shí)選擇了壓板作為夾具;背面加工內(nèi)容是端蓋背面的余料和φ125 mm圓,且在圓周方向的定位要求不高,背面加工利用了一個簡易夾具(如圖2所示),所有工序在立式加工中心上完成。原加工工序如表1所示。

表1 電動機(jī)軸承端蓋原加工工序
從表1工序可以看出,正面加工時(shí),夾具采用4個壓板分別壓住長方形毛坯的4個角,根據(jù)端蓋結(jié)構(gòu)的形狀,不會造成干涉情況的發(fā)生。端蓋正面主要加工步驟如下:
(1)首先利用機(jī)夾式端面刀對端蓋正面進(jìn)行粗加工,大量高效地去除材料;
(2)高速鋼端面刀加工端蓋正面、圓孔和型腔,其中φ250 mm圓留余量0.03 mm,其他尺寸加工到位;
(3)利用鉆頭鉆削孔、絲錐對孔進(jìn)行螺紋加工;
(4)利用合金立銑刀完成φ250 mm圓的精加工。
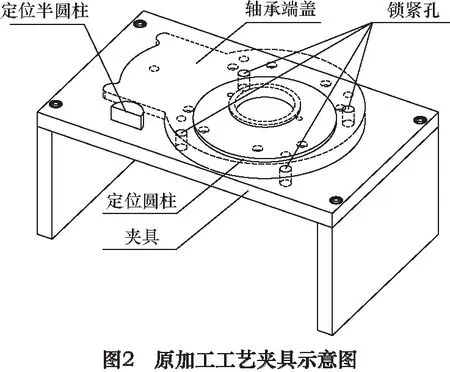
在上述加工過程中,φ250 mm的圓孔、4個M16螺紋孔已經(jīng)加工完成,所以在背面加工中,夾具利用了φ250 mm圓定位和螺紋孔鎖緊功能。如圖2所示,該夾具利用壓板安裝于加工中心工作臺,通過立銑刀銑出上表面、定位圓柱和定位半圓柱,這樣保證夾具上表面的水平,同時(shí)保證圓柱銷的定位精度。凸出的定位圓柱與軸承端蓋正面已加工出的φ250 mm圓孔配合,定位半圓柱面貼緊端蓋的側(cè)面,四個螺絲從夾具下方的鎖緊孔穿過,與端蓋正面已加工好的M16螺紋孔鎖緊。首先采用機(jī)夾式端面刀對端蓋背面進(jìn)行粗、精加工,大量高效地去除材料,最后再利用合金立銑刀完成加工φ125 mm圓任務(wù)。
2 影響因素分析及措施
2.1 問題分析
根據(jù)原加工工序及檢測數(shù)據(jù)不難發(fā)現(xiàn),設(shè)備和刀具的影響可以排除,夾具的結(jié)構(gòu)是問題存在的關(guān)鍵,二次裝夾引起重復(fù)定位精度達(dá)不到要求。在軸承端蓋完成正面加工,翻轉(zhuǎn)加工背面時(shí)利用φ250 mm圓孔與夾具上凸出的定位圓柱相配合。一般情況下,為了提高加工效率,方便裝夾,兩者之間采用間隙配合,間隙的大小則決定了同軸度的精度。在精度要求不是很高的場合,這種方式是機(jī)械加工中的一種通用做法。但在該工件的加工過程中此處的同軸度要求較高,屬于關(guān)鍵性部位,因此該定位方式不可取。
另外,在正面加工時(shí)采用了壓板夾持工件,在加工過程中隨著周邊余料逐步切除,工件在壓板壓力作用下,導(dǎo)致加工后的正面發(fā)生微小翹曲變形;在加工背面時(shí)采用螺絲鎖緊方式,螺釘?shù)逆i緊變形、軸承端蓋正面及夾具定位表面的加工質(zhì)量是造成端面圓跳動超差的主要因素。采用壓板和螺釘鎖緊的方式,使人工裝夾的時(shí)間在整個加工時(shí)間里占了較大的比例。
2.2 解決方法
根據(jù)以上分析,超差主要是由二次裝夾引起,采用圓柱定位精度達(dá)不到軸承端蓋關(guān)鍵部位的精度要求。為了解決同軸度和圓跳動超差問題,提高加工效率,制定了新的加工工藝,加工工序如表2所示。加工設(shè)備仍然采用加工中心獨(dú)立完成,與原加工工藝相比,主要變化如下:
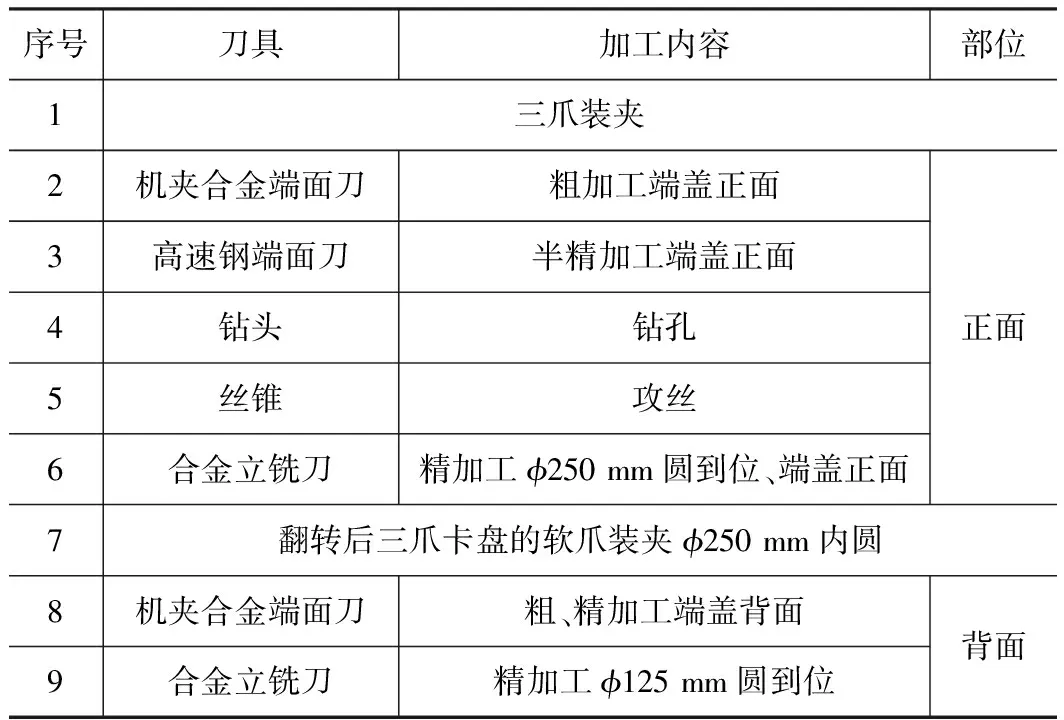
表2 電機(jī)軸承端蓋新加工工序
首先,毛坯是用40 mm厚的HT250板材,直接利用數(shù)控等離子火焰切割機(jī)床割出外形和內(nèi)孔,外形余量留5 mm,內(nèi)孔割出φ95 mm的圓孔。
其次,裝夾方式發(fā)生了變化,正面加工時(shí)利用三爪夾持毛坯圓周部位,背面加工內(nèi)容是平面銑削到圖紙規(guī)定厚度和φ125 mm圓,沒有圓周角度方向定位,固采用三爪反爪夾持已加工出的φ250 mm圓孔的方式。
眾所周知,三爪卡盤由卡盤體、活動卡爪和卡爪驅(qū)動機(jī)構(gòu)組成。三爪卡盤是利用均布在卡盤體上的三個活動卡爪的徑向移動,把工件夾緊和定位的機(jī)床夾具。但利用三爪卡盤加工工件的精度,受到卡盤制造精度和使用后磨損情況的影響。三爪卡盤使用久了,三爪會隨著卡盤的磨損出現(xiàn)喇叭口狀,三爪也會慢慢偏離卡盤中心。為了提高端蓋二次裝夾重復(fù)定位精度而采取的措施是使用軟爪。軟爪夾持使同軸度精度得到了大幅度提高,但經(jīng)過檢測發(fā)現(xiàn)產(chǎn)品精度不穩(wěn)定。本文對軟爪的結(jié)構(gòu)及使用進(jìn)行了改進(jìn),具體步驟如下:
(1)固定卡盤到加工中心工作臺,軟爪安裝到卡爪驅(qū)動機(jī)構(gòu)上,用合金銑刀銑削3個軟爪圓弧面,圓弧面的尺寸為φ200 mm,如圖3所示;
(1)在車床上車削內(nèi)徑為φ200 mm的圓環(huán),并安裝到軟爪剛銑削的圓弧面上,如圖4所示;
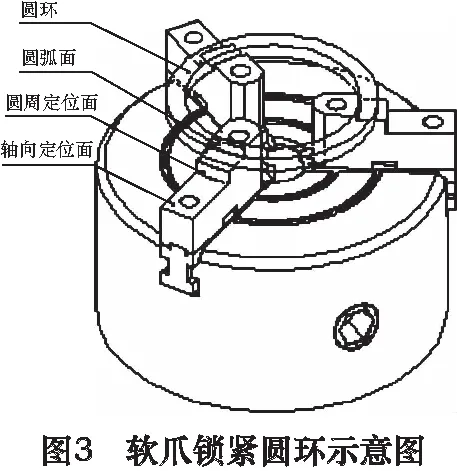

(3)用卡盤鈅匙鎖緊圓環(huán)后,用合金銑刀銑削圖3中所示的圓周定位面和軸向定位面,其中圓周定位面銑到尺寸φ250 mm,與軸承端蓋正面圓孔相同;
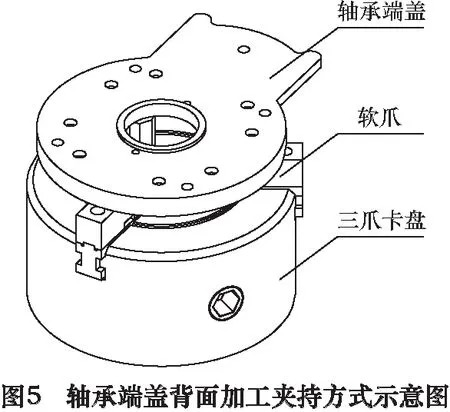
(4)用卡盤鈅匙松開圓環(huán),安裝軸承端蓋到剛銑削的圓周定位面和軸向定位面,如圖5所示。
2.3 注意事項(xiàng)
(1)在工序3中半精加工端蓋正面所留余量為0.03 mm。在工序6精加工端蓋正面過程中,消除存在的微小讓刀現(xiàn)象,同時(shí)銑削去除鉆孔和攻絲引起的毛刺,消除加工背面時(shí)正面毛刺對定位精度的影響。
(2)加工背面時(shí),以軟爪已加工的圓周定位面和軸向定位面定位。安裝端蓋時(shí)須讓軸承端蓋的正面緊貼軟爪的軸向定位面,以保證端蓋的正面和背面的端面圓跳動合格。
(3)對軸承端蓋與鎖緊圓環(huán)的鎖緊力須基本相同、卡爪驅(qū)動機(jī)構(gòu)的移動量盡量小,保證3個軟爪的圓周定位面有較高的同圓度,確保端蓋的同軸度精度合格。
3 工藝對比分析
(1)原加工工藝毛坯為長方體結(jié)構(gòu),新工藝改為數(shù)控等離子火焰切割機(jī)床直接割出外形和內(nèi)孔;減少了刀具去除材料的體積,節(jié)約了切削時(shí)間;端蓋正面加工的夾具由壓板改為三爪卡盤,背面的夾具由原來的專用夾具,改為三爪卡盤的軟爪,節(jié)約了工件安裝時(shí)間;經(jīng)過統(tǒng)計(jì),單件加工時(shí)間減少到了35 min左右,效率提高了53%。
(2)針對軟爪配合間隙的影響,新工藝方案采用圓環(huán)預(yù)先夾緊的方式,消除間隙造成的誤差,在軟爪受壓的情形下車削出軸向定位面和圓周定位面,在相同大小的鎖緊力下,3個軟爪組成的圓周定位面保證了軸承端蓋的圓跳動和同軸度。經(jīng)三坐標(biāo)機(jī)床檢測,合格率超過98%。
4 結(jié)語
工藝在生產(chǎn)中占有極其重要的地位,通過對電動機(jī)軸承端蓋的誤差分析,提出了影響精度的關(guān)鍵因素,制定了合理的加工工藝。通過對夾具的更換,加工出的軸承端蓋精度明顯提高,達(dá)到了圖紙要求;同時(shí)使工件裝夾簡單快捷,效率得到了極大提高,縮短了產(chǎn)品生產(chǎn)周期,產(chǎn)能得以顯著提高。此工藝改進(jìn),協(xié)助加工企業(yè)完成了既定的生產(chǎn)目標(biāo),取得了較大的經(jīng)濟(jì)效益。
[1]車璐,王宗彥,秦慧斌,等.轉(zhuǎn)杯的加工工藝研究[J].組合機(jī)床與自動化加工技術(shù),2013(5):120-121.
[2] 王先逵.機(jī)械加工工藝手冊[M].2版.北京:機(jī)械工業(yè)出版社,2007.
[3]唐霞,謝利民.典型零件的加工工藝及其優(yōu)化.[J]機(jī)床與液壓,2013(2):66-67.
[4]何慶,李郁.機(jī)床夾具設(shè)計(jì)教程[M].西安:電子工業(yè)出版社,2012.
[5]胡相斌.數(shù)控加工工藝[M].北京:中國石化出版社,2009.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
