管梁安裝支架成形模具設計
2014-04-22 06:30:56彭坤龍
科技視界 2014年22期
彭坤龍 嚴 松
(陜西重型汽車有限公司,陜西 西安 710200)
0 引言
圖1所示為我公司某車型零件上管梁安裝支架,材料厚為1.2mm。該零件底面有凹坑,兩立面有凸筋,兩側立面為由低到高的斜面,其成形可借鑒壓彎或壓形成形。
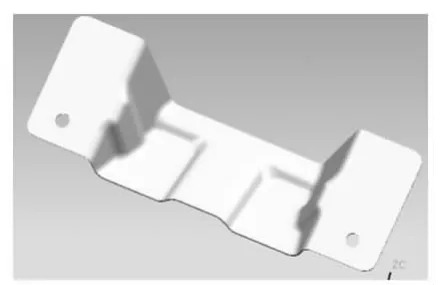
圖1 零件圖
1 成形工藝分析
該件直接壓形材料會出現材料成形不充分,彈性回復較大等缺陷。單件直接成形,會出現單向側向力,需做工藝補充部分改為拉延成形可消除側向力,也可以采用一模兩件的類拉延壓形形式可消除。采用拉延成形,做工藝補充需增加材料量較大,且模具結構復雜,成本高。而采用一模兩件的類拉延壓形成形,中間增加材料量小,也較易成形。因此,工藝方案定為一模兩件的壓形成形,后續進行剖切齊頭,最后再通過修邊沖孔工序完成整個零件的成形。因此,該零件成形工藝為先壓形——剖切、齊頭——修邊沖孔。
1.1 沖壓方向的確定及工藝補充設計
壓形成形的難點在于沖壓方向的確定,也是首先要解決的問題。如何確定沖壓方向,首先要分析零件結構,保證凸筋部位順利出模,同時考慮后續修切方便。中間部位增加補充料部分,既要考慮剖切方便,又要考慮補充材料盡可能的小,圖2為各種補充形式的設計圖。根據目前的沖壓方位,分別將兩零件間距調為50mm、35mm,橋接兩零件的邊緣曲線,橋接有直線和曲線兩種之分,所以生成一組曲線形成的工藝補充曲面有下面4種類型 (50mm寬的平底和弧底及35mm寬的平底和弧底)。基于材料利用率的基礎上,圖3為最終采用中間寬為35mm的曲線橋接形式的壓形工序圖,有利于材料的充分成形,避免產生折皺的風險。
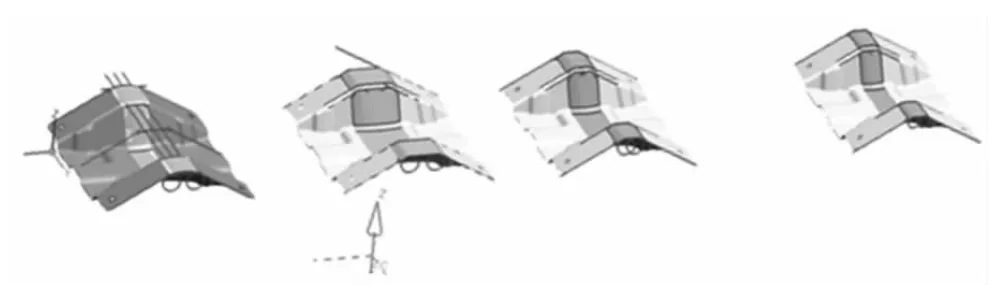
圖2 各種補充設計圖
1.2 毛坯料尺寸的確定
由于零件的形狀極不規則,展開料的計算也比較困難。本設計中采用了以基準面為基準,選擇底面為放置面,然后選取放置面邊界線,利用了UG三維軟件中的鈑金特征下的鈑金成形分析,按沖壓方向,以基準面作為G1面定義區域邊界,再選擇邊界將制件展開。根據此展開的料片,通過分析軟件進行模擬,放大坯料尺寸,發現坯料尺寸太大,成形過程中外側料先接觸凹模部位受限,則出現走料不暢,拉裂現象。所以減小坯料,當坯料太小,壓應力偏大,因此,回彈也較大,調整坯料大小尺寸,逐步加大尺寸,直至壓應力減小,回彈得到控制,同時保證拉應力也在控制在一定范圍內,即制件無缺陷產生,最終得出理想的結果。通過模擬,最終將坯料尺寸調到390*290。
1.3 完整工序圖設計
在沖壓方向及毛坯尺寸確定的情況下,最終的工序圖為圖4所示。
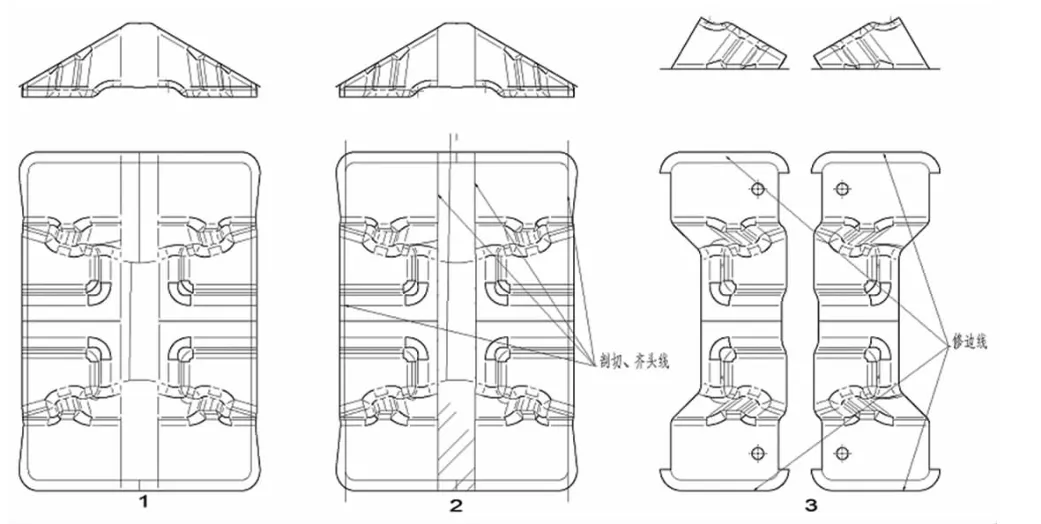
圖4 工序圖
2 模具結構設計
2.1 凸模設計
在本設計中以數模外表面為基準面,即以下凹模為基準,上凸模型面按下凹模放單邊間隙t(一個料厚)。凸模設計為分體式結構,兩側固定,中間為浮動式壓料芯,起壓卸料作用,結構圖見圖5所示。
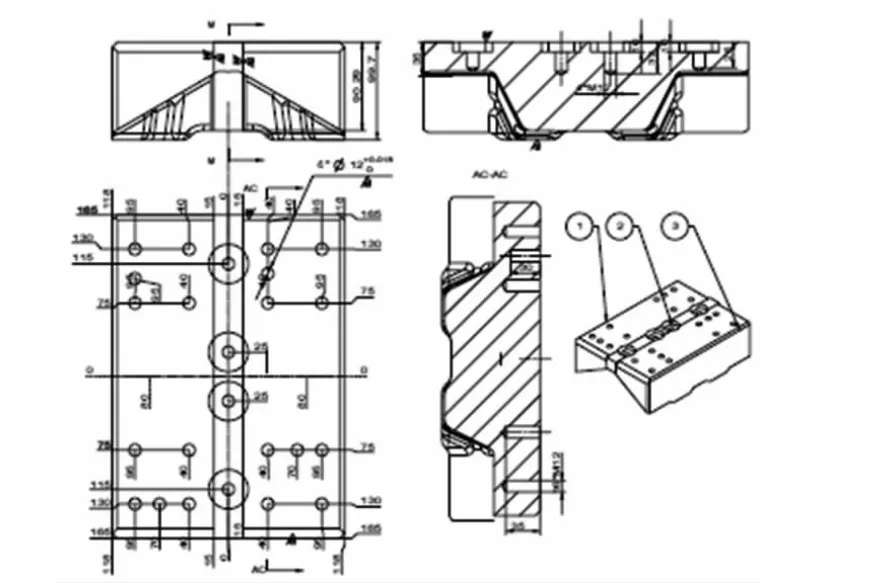
圖5 上凸模結構圖
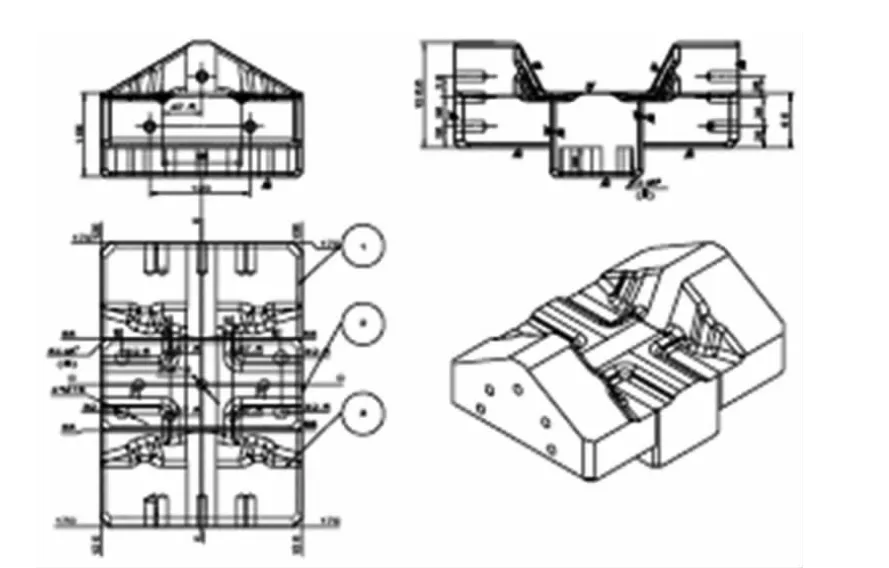
圖6 最終的下凹模及頂出器
2.2 凹模及頂出器的設計
下凹模及頂出器的結構如圖6示,左右兩側為固定式結構,中間為活動托料塊,通過裝在機床上的氣墊頂桿頂出托料塊,實現托料,凹模設計的要點是走料圓弧的設計,凹模型面的設計按產品數模加工,兩固定側與中間托料拼接面要求平齊,整個下凹模塊及托料塊配入下模座的型腔內。
2.3 定位結構設計
在本套模具的設計過程中,考慮壓形過程中會出現料的滑移,所以定位采用了封閉定位,四周設計有定位銷,結構如圖7示。
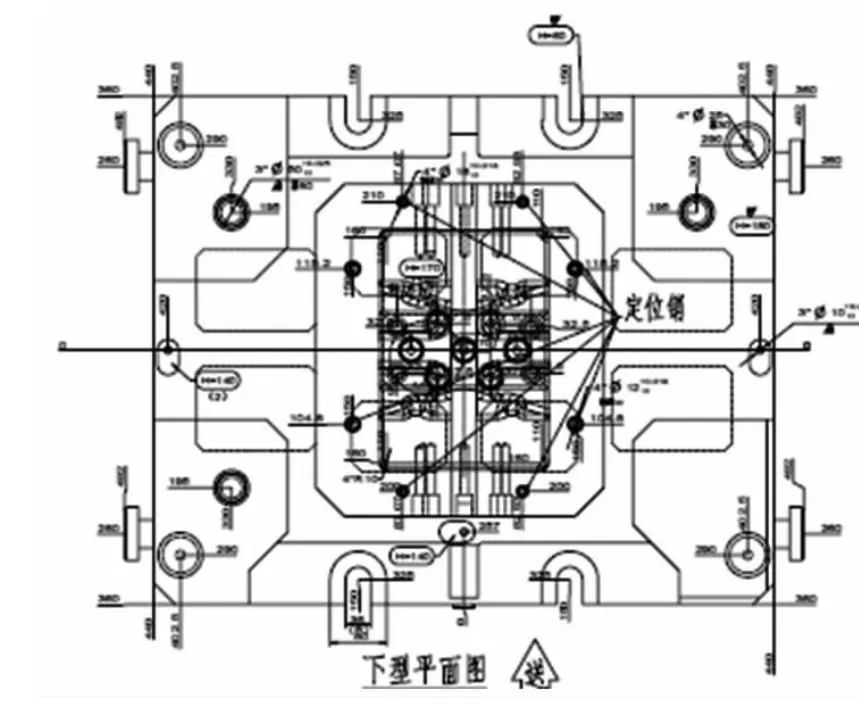
圖7 周圈定位結構圖
3 模具工作過程
模具的工作過程:上模通過壓板槽與機床連接,隨著上模下行,中間壓料芯與頂出器壓料,凸模繼續下行,頂出器在氣墊作用下下行,凸、凹模相互作用開始成形。凸模下行至下死點,壓形成形。壓形結束后,凸模上行,頂出器在氣墊壓力作用下將制件頂出,成形結束。
4 結束語
經過驗證,該零件完全符合圖紙要求,實踐證明,該套模具設計合理,質量穩定可靠。
[1]崔令江.汽車覆蓋件沖壓成形技術[M].機械工業出版社,2004.
[2]王孝培.沖壓手冊[M].機械工業出版社.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
