UMAC 下數(shù)控機(jī)床定位精度補(bǔ)償技術(shù)研究*
2014-04-27 13:06:58李志明胡海龍吳榮華王培德陳喜東
制造技術(shù)與機(jī)床 2014年6期
李志明 胡海龍 吳榮華 王培德 陳喜東
(①燕山大學(xué)信息科學(xué)與工程學(xué)院(軟件學(xué)院),河北 秦皇島066004;②河北省計(jì)算機(jī)虛擬技術(shù)與系統(tǒng)集成重點(diǎn)實(shí)驗(yàn)室,河北 秦皇島066004;③北京機(jī)床所精密機(jī)電有限公司,北京100102)
定位精度是評(píng)價(jià)數(shù)控機(jī)床優(yōu)劣的一個(gè)重要性能指標(biāo),直接影響產(chǎn)品的加工精度。然而,數(shù)控機(jī)床本身制造或者裝配缺陷、機(jī)床溫度變化而引起熱變形、機(jī)床切削力引起力變形、傳動(dòng)絲杠或?qū)к壍馁|(zhì)量、直線電動(dòng)機(jī)[1]等因素都會(huì)影響到定位精度,因此必須要對(duì)數(shù)控機(jī)床的定位精度進(jìn)行補(bǔ)償,以提高產(chǎn)品的加工精度。
現(xiàn)代數(shù)控機(jī)床定位精度誤差補(bǔ)償包括間隙誤差補(bǔ)償和螺距誤差補(bǔ)償。提高數(shù)控機(jī)床定位精度主要有兩種方式:一是從產(chǎn)生誤差的根源采取措施,比如:提高加工工藝水平和安裝方法上提高精度,但該方法經(jīng)濟(jì)代價(jià)高,局限性大;另一種是采取誤差補(bǔ)償方法,即人為產(chǎn)生一種新的誤差去抵消當(dāng)前成為問題的原始誤差,是一種提高機(jī)床定位精度既經(jīng)濟(jì)又有效的手段[2]。對(duì)于后者,主要有3 種方法,即根據(jù)所測(cè)誤差對(duì)NC 程序進(jìn)行調(diào)整、借助于運(yùn)動(dòng)控制器補(bǔ)償功能[3-4]、智能方法[5]。定位精度補(bǔ)償有可能使數(shù)控機(jī)床加工出超過機(jī)床本身精度的工件,從而實(shí)現(xiàn)“精度進(jìn)化”[6]。
本文針對(duì)自主研發(fā)的某型號(hào)精密激光切割數(shù)控機(jī)床的定位精度問題,詳細(xì)介紹了借助UMAC 的定位精度補(bǔ)償技術(shù)對(duì)該機(jī)床各軸實(shí)施補(bǔ)償?shù)脑怼⒉襟E、數(shù)據(jù)處理方法、數(shù)據(jù)緩沖區(qū)的創(chuàng)建原則等,并對(duì)該機(jī)床實(shí)施了定位精度補(bǔ)償,分析了補(bǔ)償效果。
1 UMAC 定位精度補(bǔ)償技術(shù)
目前,以“IPC +運(yùn)動(dòng)控制器”形式架構(gòu)的數(shù)控系統(tǒng)是開放式數(shù)控系統(tǒng)的主流架構(gòu)形式,其中“IPC +UMAC 運(yùn)動(dòng)控制器”是此類數(shù)控平臺(tái)的典型應(yīng)用[7]。UMAC 為用戶提供了螺距補(bǔ)償、間隙補(bǔ)償、轉(zhuǎn)矩補(bǔ)償?shù)榷喾N補(bǔ)償功能[8],為便捷地對(duì)數(shù)控機(jī)床的定位精度實(shí)施補(bǔ)償?shù)於嘶A(chǔ)。
1.1 補(bǔ)償原理
UMAC 運(yùn)動(dòng)控制器的定位精度誤差補(bǔ)償原理是人為地制造一個(gè)與原誤差大小相等、方向相反的誤差去修正原有誤差。
在實(shí)施補(bǔ)償前,首先應(yīng)通過誤差測(cè)量及相關(guān)數(shù)據(jù)處理,建立并下載螺距補(bǔ)償表和間隙補(bǔ)償表。螺距補(bǔ)償功能,僅在機(jī)床軸正向運(yùn)動(dòng)時(shí)生效。機(jī)床軸正向運(yùn)動(dòng)時(shí),UMAC 會(huì)根據(jù)當(dāng)前實(shí)際位置距離零位的距離,從螺距補(bǔ)償表中計(jì)算匹配的校正值,然后附加到相應(yīng)電動(dòng)機(jī)上。間隙補(bǔ)償功能,可實(shí)現(xiàn)機(jī)床軸反向運(yùn)動(dòng)時(shí)的補(bǔ)償;螺距補(bǔ)償與間隙補(bǔ)償功能的配合,可以產(chǎn)生雙向螺距補(bǔ)償?shù)男ЧB菥嘌a(bǔ)償表和間隙補(bǔ)償表中,列出的僅是各個(gè)補(bǔ)償點(diǎn)的校正值;當(dāng)機(jī)床軸運(yùn)動(dòng)位置處于兩個(gè)補(bǔ)償點(diǎn)之間時(shí),UMAC 則在兩個(gè)補(bǔ)償點(diǎn)之間以線性插值的方式求得當(dāng)前位置的修正值,并將該值附加到相應(yīng)電動(dòng)機(jī)上[9]。
1.2 補(bǔ)償步驟
利用UMAC 進(jìn)行定位精度補(bǔ)償?shù)牟襟E如下:
(1)根據(jù)機(jī)床軸的有效長(zhǎng)度確定補(bǔ)償間隔;補(bǔ)償間隔越小,補(bǔ)償精度越高。此外,補(bǔ)償間隔應(yīng)能夠整除機(jī)床軸有效長(zhǎng)度,這樣才能使補(bǔ)償點(diǎn)均勻地分布于驅(qū)動(dòng)軸上[1]。
(2)確定補(bǔ)償點(diǎn)后,首先通過相關(guān)指令將機(jī)床軸移植補(bǔ)償點(diǎn)位置,然后再利用激光干涉儀測(cè)量機(jī)床軸的實(shí)際位置(需含正、負(fù)向行程),并將測(cè)量數(shù)據(jù)記錄在相應(yīng)表格中,最后按一定的算法計(jì)算出各補(bǔ)償點(diǎn)的螺距補(bǔ)償值、間隙補(bǔ)償值(見2.2)。
(3)按照UMAC 的語法要求,編制創(chuàng)建螺距補(bǔ)償表、間隙補(bǔ)償表的程序并下載。在下載補(bǔ)償表時(shí),應(yīng)根據(jù)UMAC 用戶緩沖區(qū)的使用規(guī)則依次創(chuàng)建(見2.3)。
(4)將I51 變量設(shè)置為1,使補(bǔ)償表生效。
2 定位精度補(bǔ)償?shù)膶?shí)施
2.1 機(jī)床軸相關(guān)部件
本文所述定位精度補(bǔ)償方法,以項(xiàng)目組研發(fā)的某型號(hào)精密激光切割數(shù)控機(jī)床為應(yīng)用對(duì)象。該機(jī)床的X、Y軸的有效行程為0~480 mm,光柵尺的分辨率為2000 cts/mm,位精度要求為±2 μm;Z軸有效行程為0~160 mm,編碼器分辨率為13107 cts/mm,定位精度要求為±4 μm。
X、Y、Z軸驅(qū)動(dòng)機(jī)構(gòu)的相關(guān)部件詳見表1。
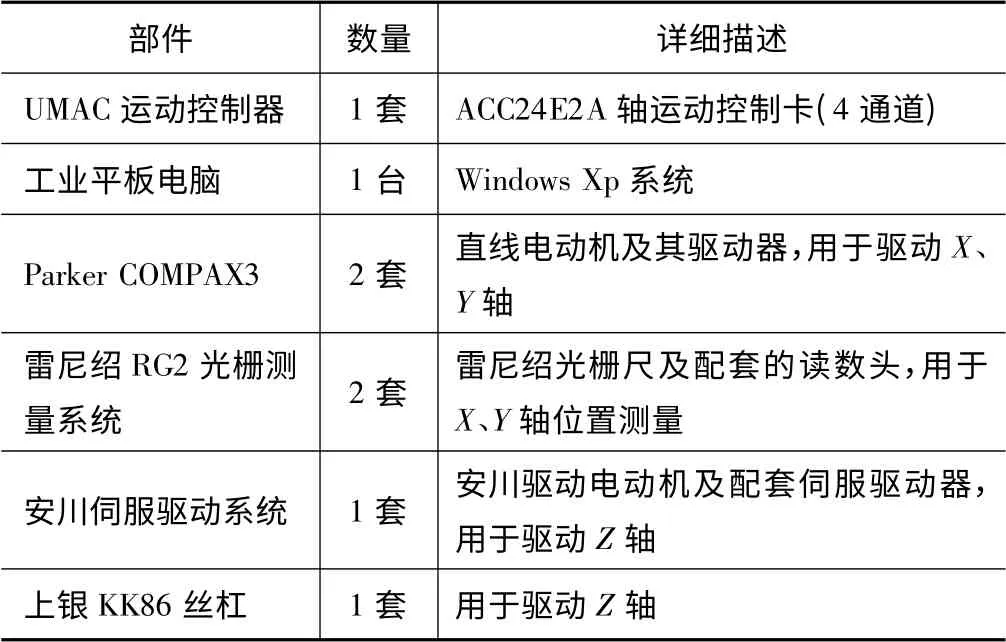
表1 某型號(hào)數(shù)控機(jī)床軸相關(guān)部件
2.2 定位誤差測(cè)量及數(shù)據(jù)處理
由表1 可知,X、Y軸采用直線電動(dòng)機(jī)作為驅(qū)動(dòng)機(jī)構(gòu),Z軸采用伺服電動(dòng)機(jī)及絲杠作為驅(qū)動(dòng)機(jī)構(gòu)。依據(jù)該機(jī)床的定位精度要求,對(duì)X、Y軸有效行程實(shí)施48點(diǎn)補(bǔ)償,對(duì)Z軸有效行程實(shí)施16 點(diǎn)補(bǔ)償。下文僅以Y軸、Z軸為例進(jìn)行說明。
采用雷尼紹XL-80 激光干涉儀測(cè)量各補(bǔ)償軸正向、負(fù)向行程中各點(diǎn)的定位精度誤差,將測(cè)量誤差記錄在如表2 所示的樣表中,并計(jì)算出螺距補(bǔ)償值、間隙補(bǔ)償值。表2 中數(shù)據(jù)為Y軸的部分補(bǔ)償點(diǎn)相關(guān)數(shù)據(jù)。
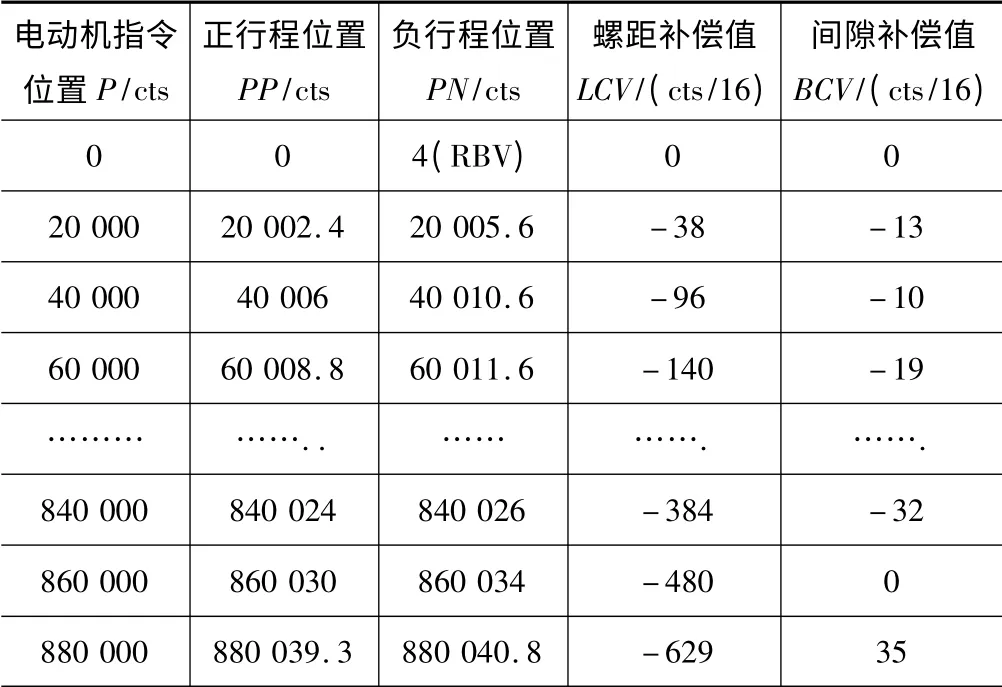
表2 Y 軸誤差數(shù)據(jù)記錄及處理
表2 中,正行程位置PP 為電動(dòng)機(jī)從零點(diǎn)向正方向運(yùn)動(dòng)經(jīng)過該點(diǎn)時(shí)所測(cè)得的實(shí)際位置;負(fù)行程位置PN為電動(dòng)機(jī)從正方向向零點(diǎn)運(yùn)動(dòng)經(jīng)過該點(diǎn)時(shí)所測(cè)得的實(shí)際位置;負(fù)行程零點(diǎn)誤差值,即為此軸的反向間隙值RBV;螺距補(bǔ)償值LCV的計(jì)算方法如式(1)所示;間隙補(bǔ)償值BCV的計(jì)算方法如式(2)所示。螺距補(bǔ)償值LCV列、間隙補(bǔ)償值BCV列即為利用UMAC 進(jìn)行機(jī)床的定位精度補(bǔ)償所需的關(guān)鍵數(shù)據(jù)。

2.3 定位精度補(bǔ)償功能的實(shí)現(xiàn)
UMAC 為用戶提供了一塊專用的內(nèi)存空間,用以存儲(chǔ)用戶的運(yùn)動(dòng)程序、PLC 程序、各類數(shù)據(jù)的緩沖區(qū)等;其中,對(duì)于螺距補(bǔ)償表、矩陣補(bǔ)償表、間隙補(bǔ)償表等的創(chuàng)建與刪除過程需要遵循一定的先后順序,否則命令會(huì)失效。例如,若要重新定義間隙補(bǔ)償表,則需先將數(shù)據(jù)采集緩沖區(qū)、前瞻緩沖區(qū)、刀具補(bǔ)償緩沖區(qū)、旋轉(zhuǎn)緩沖區(qū)、轉(zhuǎn)換矩陣緩沖區(qū)、間隙補(bǔ)償表依次刪除,然后再定義間隙補(bǔ)償表。在間隙補(bǔ)償表、轉(zhuǎn)矩補(bǔ)償表、螺距補(bǔ)償表創(chuàng)建時(shí),需按照電動(dòng)機(jī)編號(hào)由高至低的順序依次創(chuàng)建。各類緩沖區(qū)之間創(chuàng)建與刪除的規(guī)則如圖1所示。

由圖1 可見,若由上位機(jī)軟件系統(tǒng)對(duì)UMAC 的數(shù)據(jù)緩沖區(qū)進(jìn)行操作時(shí),需要將必要的緩沖區(qū)或補(bǔ)償表的數(shù)據(jù)存儲(chǔ)于上位機(jī)中,能夠按照UMAC 的語法及圖1 所示規(guī)則自動(dòng)生成刪除或創(chuàng)建各補(bǔ)償表的程序。創(chuàng)建、刪除螺距補(bǔ)償表、間隙補(bǔ)償表的語法可參閱文獻(xiàn)[1,9 -11]。
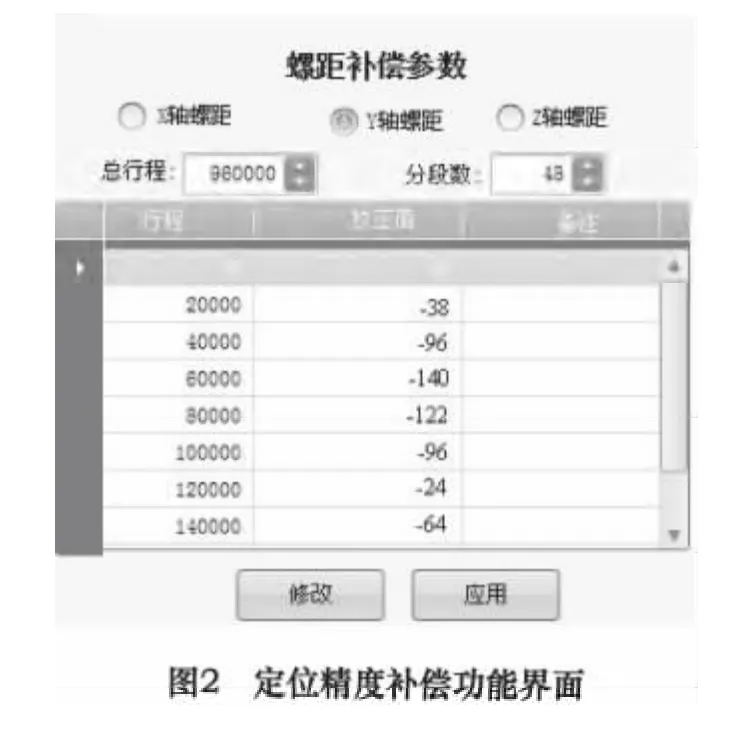
本項(xiàng)目組為該精密激光切割數(shù)控機(jī)床開發(fā)了一套專用數(shù)控軟件;該軟件采用基于. NET 的WPF 技術(shù)進(jìn)行開發(fā),打破了采用VC + +技術(shù)開發(fā)數(shù)控軟件的傳統(tǒng),所開發(fā)的系統(tǒng)將具有更好的交互性、可操作性、美觀性,給用戶一種前所未有的全新感覺。依據(jù)上述原理,在定位精度補(bǔ)償功能模塊部分,實(shí)現(xiàn)了用戶緩沖區(qū)各部分?jǐn)?shù)據(jù)的記錄、UMAC 程序自動(dòng)生成及下載等功能;定位精度補(bǔ)償部分的功能界面如圖2 所示。
3 補(bǔ)償結(jié)果分析
為了對(duì)比補(bǔ)償效果,利用激光干涉儀又測(cè)量了實(shí)施定位精度補(bǔ)償后各補(bǔ)償點(diǎn)的正行程位置PP和負(fù)行程位置PN。利用實(shí)施補(bǔ)償前、后的P、PP、PN數(shù)據(jù),依據(jù)式(3)、(4)分別計(jì)算正向行程誤差PTE、負(fù)向行程誤差NTE。

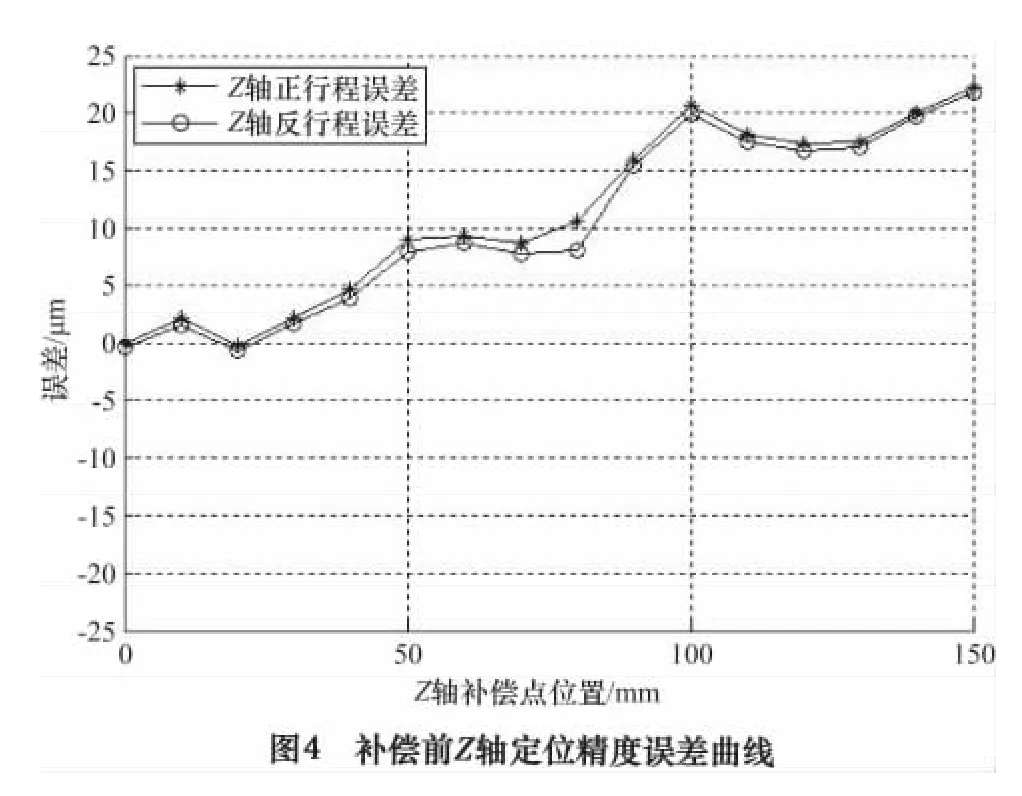
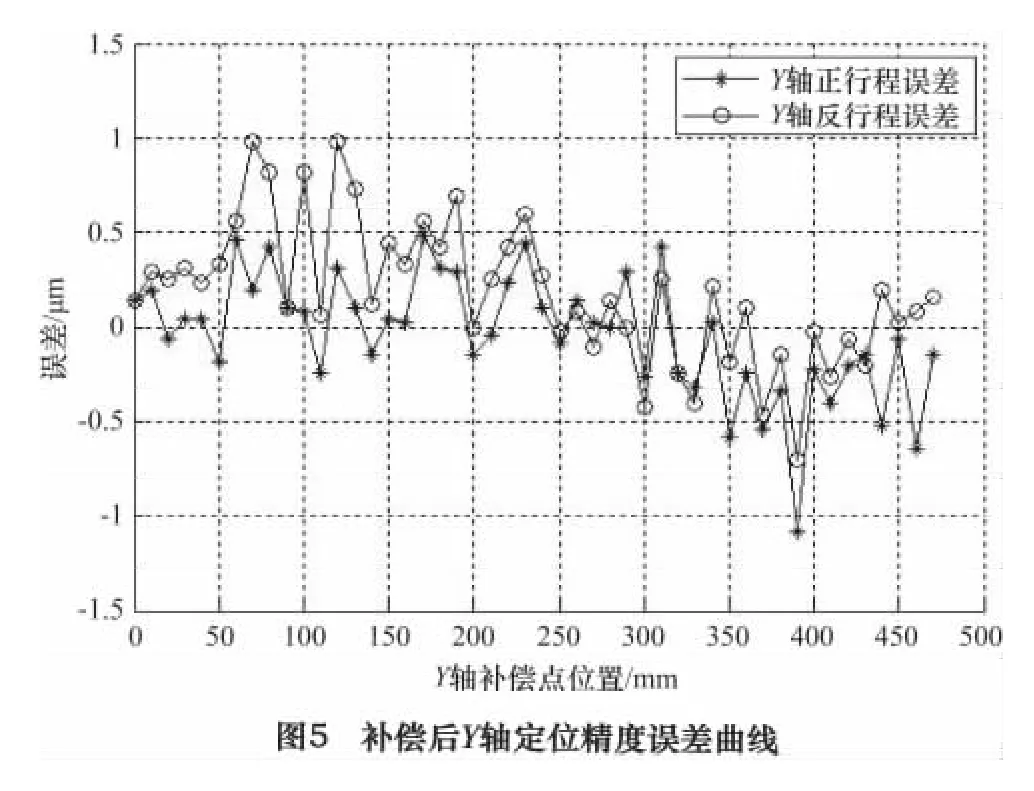
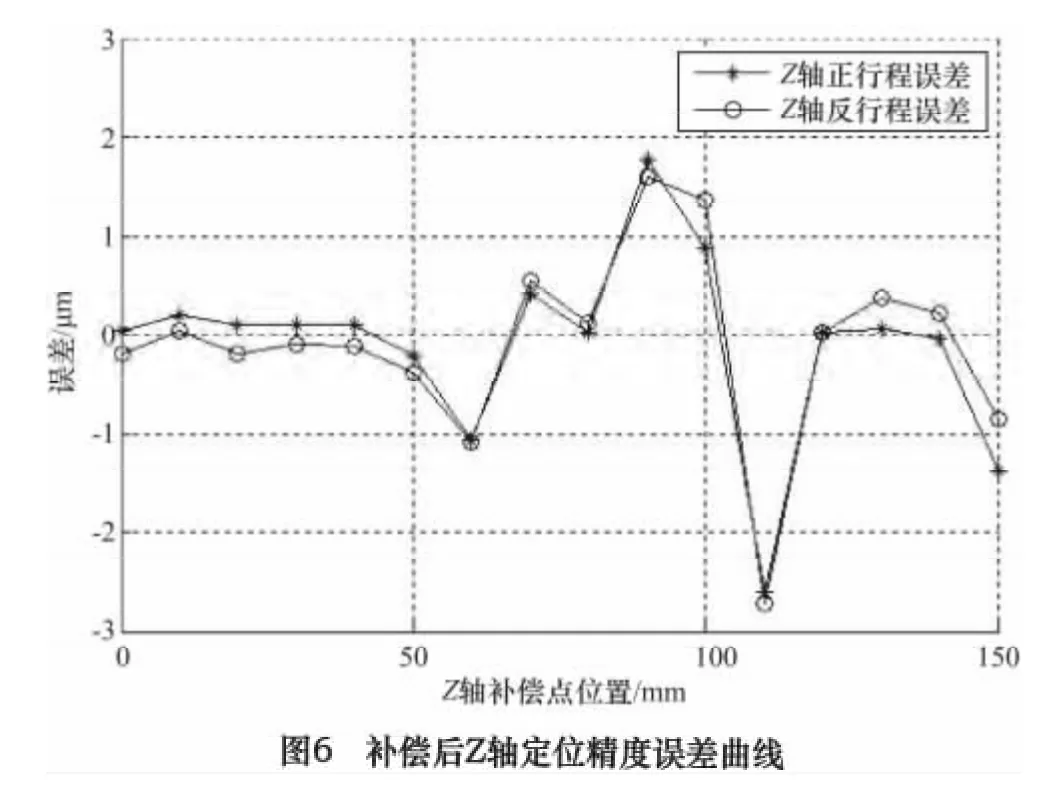
利用補(bǔ)償前的PTE、NTE數(shù)據(jù),繪制的Y軸、Z軸定位精度誤差曲線分別如圖3、圖4 所示;利用補(bǔ)償后的PTE、NTE數(shù)據(jù),繪制的Y軸、Z軸定位精度誤差曲線分別如圖5、圖6 所示。
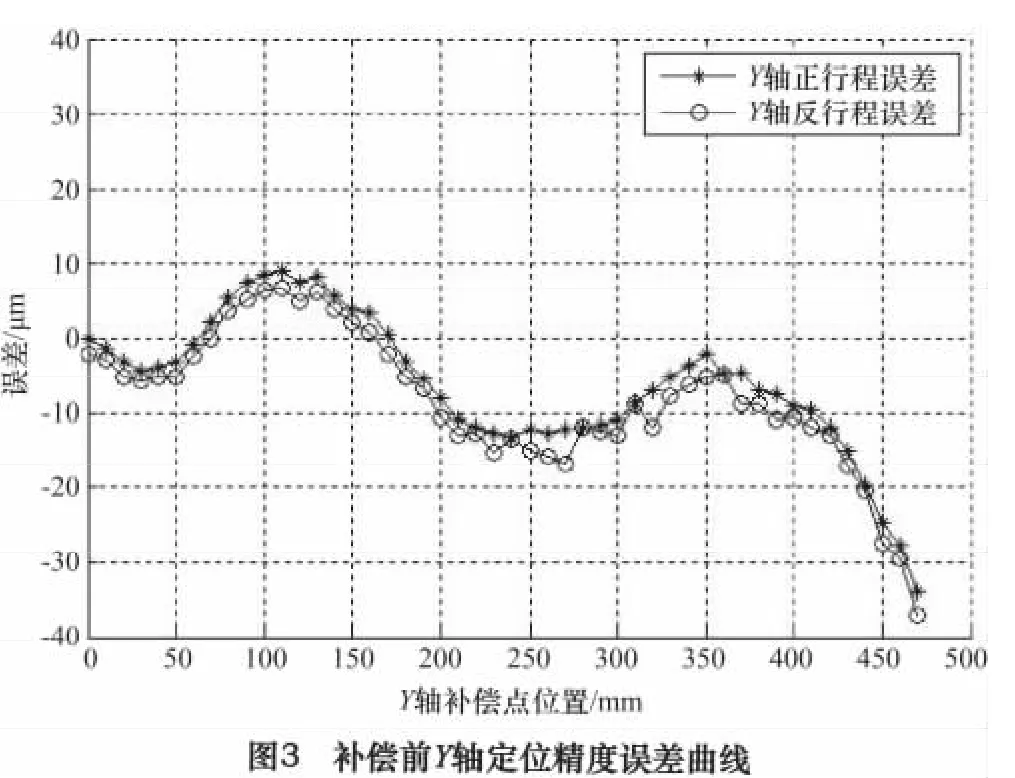
從圖3、圖4 中可以發(fā)現(xiàn),在對(duì)該數(shù)據(jù)數(shù)控機(jī)床實(shí)施補(bǔ)償之前,各補(bǔ)償點(diǎn)的定位精度誤差都比較大,其中Y軸最大定位精度誤差約為38 μm,Z軸最大定位精度誤差約為23 μm;由圖5、圖6 可以看出,在對(duì)該數(shù)據(jù)數(shù)控機(jī)床實(shí)施補(bǔ)償之后,各補(bǔ)償點(diǎn)的定位精度誤差約縮小了一個(gè)數(shù)量級(jí),其中Y軸最大定位精度誤差縮小至1.1 μm,Z軸最大定位精度誤差縮小至2.7 μm,完全符合該機(jī)床各軸的定位精度要求。
4 結(jié)語
結(jié)合某型號(hào)精密激光切割數(shù)控機(jī)床的定位精度補(bǔ)償問題,對(duì)UMAC 的定位精度補(bǔ)償技術(shù)進(jìn)行了深入研究,并在此基礎(chǔ)上開發(fā)了上位機(jī)數(shù)控軟件的定位精度補(bǔ)償功能。以該機(jī)床的Y軸、Z軸為例,詳細(xì)說明了定位精度補(bǔ)償?shù)膶?shí)施過程,對(duì)比了定位精度補(bǔ)償效果。通過定位精度補(bǔ)償,將Y軸的最大定位精度誤差由38 μm減小到了1.1 μm,Z軸的最大定位誤差由23 μm 減少到了2.7 μm。本文對(duì)基于UMAC 的開放式數(shù)控機(jī)床的定位精度誤差補(bǔ)償問題具有一定的參考價(jià)值。
[1]吳玉厚,宋德儒. PMAC 下直線電機(jī)定位精度分析與誤差補(bǔ)償技術(shù)[J]. 沈陽建筑大學(xué)學(xué)報(bào),2005,21(5):586 -589.
[2]陶曉杰,王治森. 機(jī)床誤差的補(bǔ)償方法探討[J]. 制造業(yè)自動(dòng)化,2005,27(5):18 -24.
[3]Zhu Weidong,Wang Zhigang,Yamazaki K. Machine tool component error extraction and error compensation by incorporating statistical analysis[J]. International Journal of Machine Tools & Manufacture,2010,50:798 -806.
[4]王維,楊建國,姚曉棟,等. 數(shù)控機(jī)床幾何誤差與熱誤差綜合建模及其實(shí)時(shí)補(bǔ)償[J].機(jī)械工程學(xué)報(bào),2012,48(7):165 -170,179.
[5]王福吉,賈振元,陽江源,等. 基于動(dòng)態(tài)模糊神經(jīng)網(wǎng)絡(luò)的機(jī)床時(shí)變定位誤差補(bǔ)償[J]. 機(jī)械工程學(xué)報(bào),2011,47(13):175 -179.
[6]楊建國,姚曉棟. 數(shù)控機(jī)床誤差補(bǔ)償技術(shù)現(xiàn)狀與展望[J]. 世界制造技術(shù)與裝備市場(chǎng),2012(3):64 -95.
[7]李志明,胡海龍,吳榮華,等. 基于UMAC 的數(shù)控系統(tǒng)虛擬平臺(tái)及其應(yīng)用[J].制造技術(shù)與機(jī)床,2013(7):140 -143.
[8]Delta Tau Data Systems,Inc. Turbo PMAC user manual[Z]. 2008:183 -194.
[9]張麗秀,周亞靜,劉曉輝. 基于UMAC 的直線電機(jī)定位誤差補(bǔ)償實(shí)驗(yàn)分析[J]. 沈陽建筑大學(xué)學(xué)報(bào):自然科學(xué)版,2011,27(4):766-770.
[10]劉定強(qiáng),黃玉美,吳知峰,等. 宏微進(jìn)給系統(tǒng)位置精度的誤差補(bǔ)償[J]. 機(jī)械科學(xué)與技術(shù),2011,30(4):645 -647.
[11]Delta Tau Data Systems,Inc. Turbo PMAC/PMAC2 software reference manual[Z]. 2010:279 -293.
