礦車輪轂直紋滾花刀的加工工藝及質量分析
2014-05-04 00:24:32楊柳華
山東工業技術 2014年11期
關鍵詞:工藝
楊柳華
(江蘇科技大學 工程訓練中心,江蘇 鎮江 212003)
礦車輪轂直紋滾花刀的加工工藝及質量分析
楊柳華
(江蘇科技大學 工程訓練中心,江蘇 鎮江 212003)
在機械制造中,由機床、刀具、夾具和工件共同組成的統一體,稱之為工藝系統,在這個系統中刀具作用是至關重要,本文重點闡述了礦車輪轂直紋滾花刀的加工工藝、質量分析以及熱處理工藝的改進等。
滾花刀;加工工藝;熱處理;質量分析
滾花刀又稱滾花輪,是機械加工中常用于機械零件表面增加摩擦力和裝飾的一種刀具,通過滾花刀在工件表面上滾壓,而形成有規則的凹凸紋理,紋理通常由直紋、網紋、斜紋和人字形紋等形狀,直紋和網紋一般是應用于增加零件表面摩擦力,斜紋和人字形紋一般是應用于零件表面裝飾。
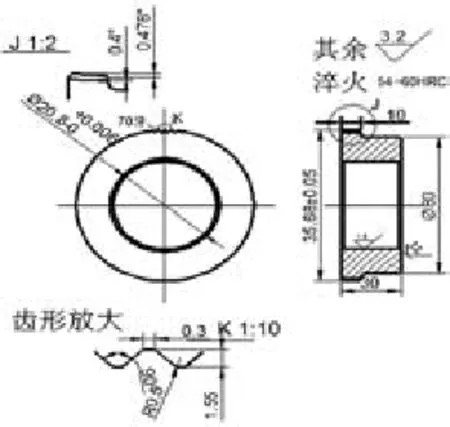
如圖所示:是加工礦車輪轂外圓直紋的滾花刀,材料為Cr12冷模工具鋼,通過刀具在輪轂外圓的滾壓形成有規則的直紋,增加橡膠輪胎與輪轂外圓表面的摩擦力,達到橡膠輪胎與輪轂外圓表面的緊密集合為目的。目前市場上很難采購到大型輪轂所需要的滾花刀,所以滾花刀的制造就有為重要。下面就滾花刀的加工工藝和質量分析作如下闡述。
1 滾花刀的加工工藝
滾花刀的加工工藝步驟如下:
下料——車削加工——銑削加工——熱處理——磨削加工。
1.1 下料
采用廠家出廠的圓棒鋼料(?100Cr12圓鋼,退火狀態),下料尺寸為?100*36。
1.2 車削加工
滾花刀齒坯加工要求:由于加工后的齒坯要作為以后齒形加工和檢驗時的基準,而基準的精確程度對齒形加工時的定位和加工質量影響很大,因此必須十分重視對齒坯的加工[1]。
1)加工孔和端面:a.以毛坯外圓定位,加工端面,留齒坯長度33mm。b.鉆中心孔,然后采用?30mm的鉆頭鉆孔,再用?45mm的鉆頭擴孔。
2)鏜孔:先粗鏜孔尺寸到?49mm,再精鏜孔尺寸到?51.4mm。內孔單邊留0.3mm磨削量。
3)用已加工的孔和端面作為定位基準安裝在心棒上,加工其他的外圓、臺階和端面。大外圓尺寸:?89.2±0.05*10、臺階尺寸:?80*20、端面加工時要保證齒坯長度30mm、加工臺階和大外圓時采用圓弧過渡,圓弧半徑為5mm.。
4)倒角:大外圓兩端面和臺階端面倒角尺寸為1.5*45°,內孔兩端倒角尺寸為2*45°。
1.3 銑削加工
在臥式銑床上采用仿形法銑削滾花刀刀齒。具體的加工步驟如下:
1)銑刀的選用及安裝:采用規格為?75*90°*22雙角對稱的角度銑刀并安裝在銑床芯軸上。(如果沒有雙角對稱的角度銑刀,可以刃磨一把與刀齒齒槽形狀一致的短刀頭,采用單刀切削法加工齒形)。
2)安裝并調整分度頭及尾架:將分度頭安裝在銑床的縱向工作臺上,然后將樣棒(又稱調試棒尺寸?30*200)裝夾在分度頭主軸上,采用百分表校正樣棒的側母線與縱向工作臺進給方向平行,保證了分度頭主軸與縱向工作臺進給方向平行。調整分度頭主軸仰角為負0.478°。
3)分度計算:根據分度頭簡單分度原理計算分度手柄的轉數[2]
n=40/Z=40/70=16/28
即每銑好一個齒槽后,分度手柄應在28的孔圈上轉過16個孔距。
在分度時,為了避免數錯孔距,可利用分度叉來計算。在分度操作時還要注意的是,每分度一次都必須要鎖緊主軸,否則在加工刀齒時主軸會偏轉,影響齒槽的精度。
4)安裝心棒及齒坯:將齒坯有臺階的一面朝分度頭,將尾架后頂針頂在心棒另一頭的中心孔上,轉動尾架手輪,可使后頂針進出移動,以便裝卸工件。
5)刀具對中心試切:齒坯中心和銑刀中心線對準的方法,簡稱對中心。中心對準后要鎖緊橫向工作臺。
6)調整銑削用量:選擇主轉速為118r/min,進給速度為47.5mm/min.切削深度為1.4mm,(全齒高為1.55mm)。
7)調整縱向工作臺自動擋鐵,防止在銑削時刀具與分度頭相撞,損壞刀具和分度頭。
8)分齒依次銑削:先打開冷卻液,然后銑削兩個齒,測量齒尖的寬度,根據測量再微調切削深度,再銑削兩個齒,直到齒尖寬度為0.3mm為止。然后鎖緊升降臺,依次分齒銑完70刀齒。
1.4 熱處理工藝
Cr12冷模工具鋼的化學成分:[3]

牌號碳C硅Si錳Mn磷P硫(S)鎳(Ni)鉻(Cr)鈷(Co)銅(Cu)Cr12 2.00~2.3≤0.40≤0.40≤0.03≤0.03≤0.25 11.5~13.0≤1.0≤0.30
淬火工藝:
采用調質處理加低溫淬火:
1)調質工藝:升溫至840Co保溫1小時,升溫至1050Co保溫50分鐘入油淬火,去油,清洗,吹干,在760Co回火保溫1.5小時,空冷。
2)低溫淬火工藝:升溫至750Co預熱30分鐘,加熱至920Co保溫1小時,入油淬火,去油,清洗,吹干,在200Co回火保溫3~4小時,空冷。硬度≤60HRC[4]
在低溫淬火前先調質處理,以細化淬火前組織,在低溫淬火后可以改善組織,獲得細化的碳化物,消除網狀碳化物,從而提高沖擊韌性和抗彎強度,可以消除機械加工的組織應力,防止淬火裂紋和變形,提高滾花刀的使用壽命。
1.5 磨削加工
在內圓磨床或萬能外圓磨床上加工滾花刀的內孔至尺寸?52+0.006,表面粗糙度為1.6μm。
2 質量分析及工藝措施
1)在加工齒形時出現齒坯跳動、側擺,原因是齒坯的圓柱面與齒坯的中心線同軸度差,齒坯的端面與齒坯的中心線垂直度差。措施是在加工齒坯時一定要提高端面和孔的加工精度。
2)齒形向一邊傾斜又稱為困齒,原因是銑刀中心與齒坯的中心沒有對正。措施是重新對中心。
3)齒數不對,原因:a分度計算錯誤;b.分度時選錯了孔圈;c.分度叉使用不當。措施是仔細進行分度計算和正確使用分度頭。
4)齒槽兩側粗糙度差,有振紋,原因:a.銑刀不鋒利;b.進給量太大;c.銑刀芯軸有擺差;d.工件裝夾不穩;e.分度頭主軸沒有鎖緊。措施是:a選擇鋒利的銑刀;b減小進給量;c修整芯軸或更換;d仔細裝夾工件;e銑削時一定要固定分度頭主軸。
5)滾花刀在工作時出現齒形斷裂和裂紋;原因:a熱處理工藝不規范,淬火硬度太高;b材料不對。措施:a嚴格按照熱處理工藝要求進行操作;b認真檢查所用材料是否正確。
6)滾壓直紋不齊,出現“s”形;原因:a滾花刀刀架剛性不足;b裝夾滾花刀的軸銷磨損;c滾花刀的內孔兩端有錐度。措施:a提高刀架的剛性;b更換軸銷;c磨削內孔時首先要認真調整磨刀桿與縱向工作臺進給的方向要一致,減小進刀量,避免振動,防止出現讓刀現象。
3 結束語
在滾花刀的設計、選材、加工和熱處理等方面,進過了多次試驗從修改設計方案、更換刀具材料、改進加工工藝,尤其是熱處理工藝。曾用過T10A,40Cr等材料,在加工時發現刀具裂紋和變形比較嚴重。為了改善刀具的耐磨性,提高淬火硬度,但刀具在使用過程中崩齒現象很嚴重,降低淬火硬度,刀具的耐磨性和切削能力又降低很快,影響了刀具的使用壽命,試圖改變熱處理工藝,但效果都不明顯。后來擇用Cr12工具鋼,采用調質加低溫淬火熱處理工藝方法,經過使用,產品性能穩定,加工質量和刀具的使用壽命都有了很大的提高,節約了大量生產成本,提高了企業的經濟效益,同時也提高了企業的生產力。
[1]荊宏智.機械制造工藝學[M].機械工業出版社 1992.12.
[2]羅秀文,糜世榮等.銑工工藝學[M].科學普及出版社1984.7.
[3]馮曉曾等.模具用鋼及熱處理[M].機械工業出版社 北京1982
[4]王明賢,舒文芬等.金屬材料及熱處理[M].機械工業出版社1988.9.
楊柳華(1962—),男,助理工程師,大專,主要研究方向:機械制造和工程訓練。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
