爆炸焊接裝藥方式對鈦/鋼復合板組織及性能的影響
2014-05-12 08:36:18劉潤生張杭永郭龍創
鈦工業進展 2014年3期
劉潤生,張杭永,2,郭龍創
(1.寶鈦集團有限公司,陜西 寶雞 721014)
(2.西安建筑科技大學,陜西 西安 710000)
爆炸焊接裝藥方式對鈦/鋼復合板組織及性能的影響
劉潤生1,張杭永1,2,郭龍創1
(1.寶鈦集團有限公司,陜西 寶雞 721014)
(2.西安建筑科技大學,陜西 西安 710000)
分別采用等厚度裝藥及分段裝藥兩種不同的裝藥方式制備了鈦/鋼復合板,研究了金屬復合板在爆炸焊接過程中爆炸壓力分布及覆層金屬變形規律,并對所制備的Gr1/Gr70爆炸復合板結合界面的微觀組織特征和力學性能進行了分析。結果表明,采用分段裝藥工藝所制備的大面積鈦/鋼復合板界面無分層、夾雜等缺陷,且各項力學性能均符合ASTM B898—2005標準,能夠滿足裝備的使用要求。
鈦/鋼復合板;爆炸焊接;壓力分布;界面組織
0 引言
隨著裝備制造的大型化,列管式換熱器對大面積、高結合質量的鈦/鋼復合板的需求不斷增加,而國內大面積鈦/鋼復合板制備技術和生產工藝仍存在一定問題,尤其是結合質量的均勻性和穩定性依然達不到大型裝備的特殊要求,在管板的鉆孔過程中基、覆層易出現局部脫層[1-4]。
本研究擬采用等厚度裝藥及分段裝藥兩種不同裝藥方式進行大面積鈦/鋼復合板的爆炸焊接,對比不同裝藥方式的爆炸焊接結果,并對金屬復合板在爆炸焊接過程中的爆炸壓力、覆層金屬變形規律及界面進行分析,同時對制備的爆炸復合板結合界面的微觀組織特征和力學性能進行測試和討論,旨在提出一種能夠制備出滿足裝備使用要求的爆炸復合板的裝藥方式。
1 實驗
1.1 實驗材料
實驗所選用的基層材料為ASME SA516 Gr70鋼板,覆層材料為ASME SB265 Gr1純鈦板。基層、覆層材料規格分別為37 mm×3 300 mm×5 400 mm和3 mm×3 380 mm×5 480 mm。
1.2 實驗方法
分別采用同爆速等厚度裝藥與分段裝藥兩種爆炸復合工藝,布藥示意圖如圖1所示。圖1a中,炸藥爆速均為Vd;圖1b中,炸藥爆速不同,其中Vd1>Vd2>Vd3>Vd4。
圖1 布藥示意圖Fig.1 Schematic diagram of dynamite loading modes
爆炸焊接后采用CUT-218型超聲波探傷儀進行界面回波(底波與界面回波的分貝差值)檢驗;采用金相顯微鏡進行微觀檢驗。此外,對復合板進行剪切、拉伸、彎曲和鉆孔試驗以檢測復合板的力學性能和加工性能。
2 結果與討論
2.1 爆炸壓力分布與復合板力學性能的關系
在爆炸復合板上取樣(位置為距離起爆點50、1 000、1 500、2 600 mm處的橫截面上),測試力學性能(拉伸性能參照ASME SA516標準),結果見表1。
表1 爆炸復合板的力學性能Table 1 Mechanical properties of explosion clad plates
由表1可知,1#方案制備的爆炸復合板距離起爆點1 500、2 600 mm處的剪切強度均低于ASTM B898標準的要求,而2#方案制備的爆炸復合板各處的力學性能均達到了ASTM B898的要求,表明2#方案的爆炸焊接工藝可取得較好的效果。
爆炸焊接的裝藥特點是面布藥點起爆,從起爆開始到爆轟結束壓力分布是不均勻的,復合板面積越大,長度越長,爆炸壓力差異越大,進而造成界面焊接質量的差異。爆炸焊接過程中,爆炸壓力的均勻與否直接決定著爆炸焊接的質量。不同裝藥方式下,爆轟過程中爆炸壓力的變化規律如圖2所示。
圖2 爆炸壓力的分布規律Fig.2 Distributing law of explosion pressure
從圖2a可以看出,采用同爆速等厚度的裝藥方式時,爆炸壓力P隨著距起爆點距離的增加而直線增加,處于不穩定狀態。從力學性能測試結果可以看出,對于1#方案,即經等厚度裝藥方式爆炸復合得到的復合板,隨著距起爆點距離的增加,即爆炸壓力的增加,其抗拉強度、屈服強度也逐漸增加,延伸率及剪切強度下降,當爆轟點距離起爆點大于1 500 mm時剪切強度降至60 MPa,說明結合質量急劇下降,復合板界面的結合均勻性較差,彎曲后界面分層。從圖2b可以看出,采用分段裝藥方式,隨著距起爆點距離的增加,爆炸壓力增加值較小,變化較為平緩,即爆炸壓力分布較為均勻,力學性能測試結果也與之相吻合。經2#方案制備的爆炸復合板其抗拉強度、屈服強度、延伸率均比較穩定,剪切性能檢測結果也均滿足標準要求且均勻性較好,彎曲檢驗表明無裂紋和分層現象。由以上分析可以看出爆炸壓力分布的均勻性直接決定了結合質量的均勻性。
2.2 爆轟波陣面曲率與覆層金屬變形的關系
圖3 等厚度裝藥爆轟波陣面示意圖Fig.3 Schematic diagram of detonation wave front for uniform thickness dynamite loading mode
等厚度裝藥爆轟波陣面示意圖如圖3所示。由圖3可以看出,同種性能參數等厚度裝藥,中心起爆后爆轟波以球形陣面向外推進。首先,由于鈦材具有很好的延展性,在爆轟載荷作用下,沿爆轟波的傳遞方向,鈦板會發生塑性延伸變形;其次,中心起爆后,覆板的延伸變形是以起爆點為中心,向不同方向逐漸發展,使得覆板在同一截面處產生不同步的縱向變形,這種延伸的不均勻性必然引起內應力,為邊界區覆層鈦板產生褶皺提供了條件;第三,覆板褶皺的出現是不均勻變形累積的結果,爆轟距離越長這種邊界區褶皺現象越明顯。圖4為爆炸焊接過程中產生的褶皺及界面形貌。褶皺的出現會導致爆炸焊接動態參數的失穩,從而必然出現熔化、沖孔、鈦板撕裂、不貼合等缺陷。基于以上原因,為避免爆炸焊接過程中邊界區鈦板褶皺的出現,就要改變爆轟方向,使覆層金屬在同一橫截面上沿縱向的變形趨于均勻。
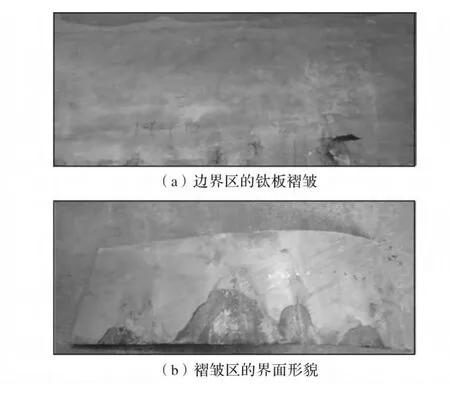
圖4 爆炸焊接過中產生的褶皺及其界面形貌Fig.4 Folding deformation and interface morphology generated during the explosive welding process
圖5為分段裝藥爆轟波陣面示意圖。可以看出,改變裝藥方式,采用分段降速裝藥后爆轟波陣面曲率變小,同一截面上鈦板不均勻變形程度減小,材料在同一截面上的變形趨于同步,從而避免或推遲了由于不均勻變形累積而產生褶皺現象。

圖5 分段裝藥爆轟波陣面示意圖Fig.5 Schematic diagram of detonation wave front for segment dynamite loading mode
2.3 超聲檢測結果分析
利用超聲波在不同界面的反射率和透射率不同的原理,通過超聲檢測可對結合質量的均勻性進行定性的評判。純鈦與碳鋼復合界面聲壓反射率:

式中:Z1為純鈦的聲阻抗,Z2為碳鋼的聲阻抗,r為復合界面聲壓反射率。
超聲探測時,一次底波B1與復合界面的一次回波S的分貝差值為:

當一次底波B1為80%時,通過式(2)可以得出一次界面回波S約為21%。如果一次界面回波和分貝差的實測值明顯大于或小于理論計算值21%和11.48時,說明復合界面存在某種缺陷,這種情況將導致結合強度降低。
對按照1#方案和2#方案爆炸復合得到的鈦/鋼復合板進行超聲檢測,一次界面回波與底波分貝差見表2。從表2可以看出,1#方案得到的鈦/鋼復合板一次界面回波與底波分貝差距起爆區愈遠,偏離理論計算值愈大,說明界面的結合質量均勻性較差。而2#方案得到的鈦/鋼復合板一次界面回波和底波分貝差均勻性較1#方案與理論計算值接近程度高,表明復合界面結合質量均勻性好。前面所示的力學性能測試結果也證明了這一點。1#方案得到的復合板距起爆點1 500 mm和2 600 mm處界面內彎試驗出現了分層,且剪切強度也未達到ASTM B898的標準要求。2#方案得到的復合板距起爆點不同距離的4個位置,界面內彎試驗均未出現分層,且抗拉強度和剪切強度也均達到了ASTM B898的標準要求。至于一次界面回波與底波分貝差值究竟偏離理論計算值多少,可以作為判定復合界面結合質量不合格的判據,還需進一步大量的試驗研究。
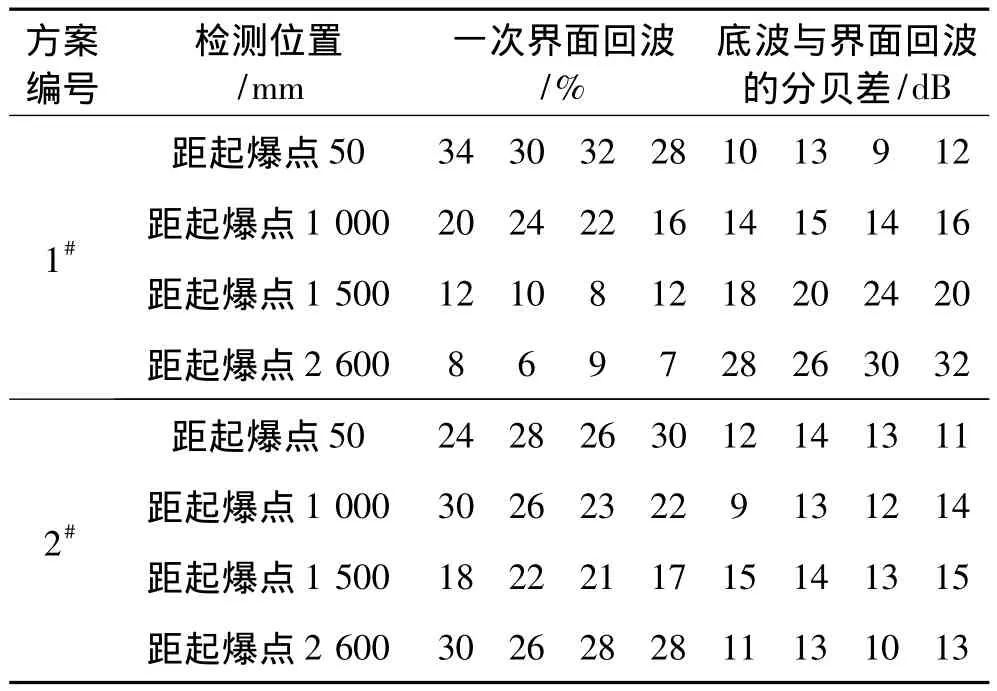
表2 超聲檢測結果Table 2 Ultrasonic testing results
2.4 界面微觀分析
在1#、2#方案制備鈦/鋼復合板上,分別距起爆點50、1 000、1 500、2 600 mm處取樣進行金相組織觀察,結果示于圖6。采用1#方案制備的鈦/鋼復合板距起爆點50、1 000 mm處界面結合良好,距起爆點1 500、2 600 mm處復合界面上存在連續熔化層、熔化塊、孔隙等微觀缺陷,見圖6a~d,結合狀態不好。而采用2#方案制備的鈦/鋼復合板每個取樣位置的界面附近晶粒細小,結合良好,未發現連續熔化層、熔化塊及孔洞等微觀缺陷,見圖6e~h。對比力學性能測試結果(見表1),發現隨著界面連續熔化層、熔化塊和孔隙等微觀缺陷的出現,剪切強度呈下降趨勢,而采用分段裝藥的方式可以使壓力分布更加均勻,進而使界面結合質量的均勻性得到提高。
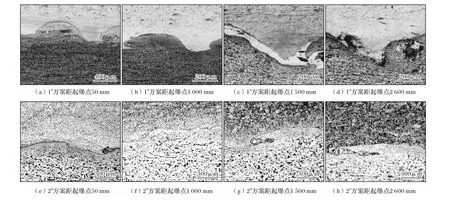
圖6 1#、2#方案制備的鈦/鋼復合板不同位置界面處的金相照片Fig.6 Metallographs of weld interface at different position for titanium/steel clad plate prepared by scheme 1#and 2#
2.5 鉆孔試驗結果分析
對兩種方案爆炸焊接得到的復合板進行鉆孔試驗(孔徑φ50 mm,管橋5 mm),結果見圖7。1#方案制備的復合板在距離起爆點1 500~1 600 mm范圍局部出現了鈦/鋼界面脫層現象(圖7a)。分析認為隨著爆轟距離的增加,爆炸壓力增大,界面熔化、孔洞等微觀缺陷增加導致界面脆化,在鉆孔過程中出現脫層。2#方案由于較好地控制了爆炸壓力,因此在鉆孔過程中鈦/鋼界面未出現脫層現象(圖7b)。
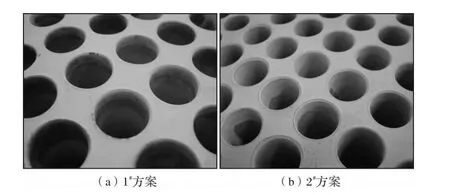
圖7 鉆孔試驗PT檢測圖Fig.7 PT detection images of drilling experiments
3 結論
(1)采用分段裝藥方式,可使爆炸壓力分布盡可能的均勻,從而保證焊接界面結合的均勻性。
(2)分段裝藥方式可使爆轟波陣面曲率逐漸變小,使在同一橫截面上鈦板不均勻變形的程度減小,避免或者推遲褶皺現象的發生,進一步增大了爆炸復合的面積。
(3)采用分段裝藥方式,爆炸壓力分布較均勻,降低了產生熔化層、孔洞等缺陷的概率,界面結合良好。
(4)采用分段裝藥方式制備的大面積鈦/鋼復合板,經過鉆孔檢驗,整板未出現分層現象。
[1]鄭哲敏,楊振聲.爆炸加工[M].北京:國防工業出版社,1981.
[2]鄭遠謀.爆炸焊接和金屬復合材料及其工程應用[M].長沙:中南大學出版社,2001.
[3]王耀華.金屬板材爆炸實踐與研究[M].北京:國防工業出版社,2007.
[4]宋秀娟,浩謙.金屬爆炸加工的理論和應用[M].北京:中國建筑工業出版社,1983.
Effect of Dynamite Loading Modes on Microstructure and Properties of Ti/Steel Composite Materials in Explosive Welding
Liu Runsheng1,Zhang Hangyong1,2,Guo Longchuang1
(1.Baoti Group Co.,Ltd.,Baoji 721014,China)
(2.Xi’an University of Architecture and Technology,Xi’an 710000,China)
In this study,titanium clad steel plates Gr1/Gr70 were joined explosively employing different dynamite loading modes,which were uniform thickness dynamite loading and segment dynamite loading,respectively.The pressure distribution and the deformation law of clad layer were studied.Then the interface microstructure characteristics and mechanical properties of the prepared clad plates were also analyzed.The results show that there are no delaminations,inclusions and other defects existed in the interface when segment dynamite loading was used to produce the large area titanium/steel clad plate.Moreover,the mechanical properties are content with the standard ASTM B898—2005 and meet the requirements of equipment service.
titanium/steel clad plate;explosive welding;pressure distribution;interface microstructure
10.13567/j.cnki.issn1009-9964.2014.03.009
2014-01-08
劉潤生(1963—),男,高級工程師。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
中華詩詞(2020年1期)2020-09-21 09:24:52
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年3期)2019-07-10 00:54:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
制造技術與機床(2017年5期)2018-01-19 02:49:17
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
