車磨結合加工偏心套
2014-05-14 02:15:08武漢中冶易新科技有限公司湖北430415夏志剛
金屬加工(冷加工) 2014年6期
武漢中冶易新科技有限公司(湖北 430415)夏志剛
圓盤剪是薄板表面處理生產線的重要設備之一,其主要零件主軸偏心套的加工精度要求高,內孔、外圓都要求氮化處理后磨削,加工難度大。我公司承接的寧波某薄板公司的脫脂生產線的圓盤剪主軸偏心套如圖1所示。
1.工藝分析
偏心套在C6163車床上先粗加工完內孔外圓后,調質處理,再上車床精加工出外形,留磨削余量0.3mm,然后上TK6513數控鏜床,利用已加工好的外圓找正中心,利用數控偏移內孔中心后精鏜內孔,保證偏心距精度,留磨削余量0.3mm,送熱處理氮化處理,深度0.5~0.6mm。由于其外徑 φ255H5,內外圓偏心距為(18±0.02)mm,我公司現有磨床M1450,其磨削范圍為φ500mm×2 000mm,如果在此磨床上磨削偏心套內外圓,在使用百分表找正時,百分表量程為10mm,偏心套的偏向距為18mm,不能測量檢查偏心孔的偏心距,同時在磨床上裝夾找正370mm長偏心套的直線度也比較困難。為了解決此問題,我們決定把磨床磨頭裝在一臺精度保持較好的C6163×3m車床上,利用心軸工裝,結合中托板的進給刻度盤和百分表讀數測量出內孔偏心距,以達到找正偏心套、磨削內孔的目的。為此我們根據C6163車床中滑板和M1450磨頭底座尺寸做了一個過渡聯接板工裝,將車床中滑板上的小滑板拆除,裝上工裝和磨頭,如圖2所示。
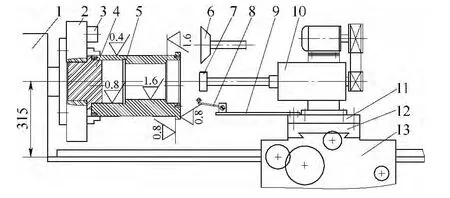
圖 2
2.工藝分析
具體工藝如下:
(1)工件粗車調質后,上C6163車床,用自定心卡盤夾住偏心套φ280mm法蘭端,精加工法蘭外側端面,提高表面質量,作為后續加工基準面,加工外圓φ255h5mm及端面,外圓留磨削余量0.3mm,中間無配合面φ253mm加工至圖,然后掉頭裝夾找正,加工法蘭 φ280mm外圓及端面至圖樣要求,φ280mm兩端面平行度控制在0.005mm。
(2)TK6513鏜床工作臺加裝V形塊,上偏心套找正外圓及法蘭基準端面,并打表找出偏心方向,數控主軸移動偏心距,精鏜出全部內孔,φ180H6、mm內孔留0.3mm磨量,φ180H6端面留0.3mm磨量,然后鉆攻全部螺紋孔。
(3)熱處理氮化,氮化層0.6mm,硬度750HV。
(4)根據偏心套內孔實測尺寸配車小端帶法蘭悶頭,過盈量為0.01~0.03mm。在偏心套上裝上悶頭,用兩M10×10螺栓壓緊,上C6163車床找正外圓及端面,鉆頂尖孔。
(5)磨床上采用一夾一頂定位找正裝夾偏心套,磨削外圓至圖樣尺寸要求。
(6)利用內圓磨頭底座工裝在C6163車床上裝好內圓磨頭,調整磨頭中心高到315mm,與車床主軸中心高一致,將車床單動卡盤φ160mm內孔磨削,保證內孔軸線與導軌平行,再將車好的心軸工裝用銅棒敲擊裝好,配合為過盈配合,過盈量為0.01~0.02mm。裝好后,利用磨頭將心軸與偏心套配合的外圓φ180及軸肩端面處進行磨削,保證心軸端面垂直度,外圓尺寸公差根據偏心套內孔測量尺寸留0.005~0.01mm配合間隙。
(7)按示意圖在車床上裝夾偏心套,將磁力百分表裝在車床中托板上,結合中托板刻度盤讀數和百分表讀數可查看偏心套兩端的偏心距。在偏心套法蘭基準端面和外圓兩端直線打表找正,偏擺控制在0.01mm內,找正后,在磨頭上裝φ156mm白剛玉端面磨碗形砂輪,磨削法蘭端φ180H6深(55±0.1)mm處端面至圖樣要求,磨削時將φ180mm內孔底部徑向磨深0.5mm,保證后續磨削內孔時孔底根部清根。磨削時將百分表表頭頂在中托板端面,以百分表讀數控制磨頭進刀量。磨削參數:磨頭線速度v磨=18m/s,n車=56r/min(砂輪轉向相反),ap=0.005~0.02mm。
(8)換φ80mm白剛玉內圓磨杯形砂輪,依次磨削φ180H6和φ150+0.10mm兩處內孔至圖樣要求,磨削參數:磨頭線速度v磨=18m/s,n車=31.5r/min(與砂輪轉向相反),ap=0.005~0.02mm,f=1.5mm/r。
(9)取下偏心套,更換心軸工裝,再次利用磨頭將心軸與偏心套配合的外圓φ180及軸肩端面處進行磨削,保證心軸端面垂直度。外圓尺寸公差根據已磨好偏心套內孔測量尺寸留0.005~0.01mm配合間隙。掉頭裝夾偏心套,利用法蘭基準端面和外圓找正后,再用百分表檢查已磨好的內孔,找正誤差都控制在0.005mm以內,磨削內孔φ180H68至圖樣要求,磨削參數同上。
3.結語
磨削過程中,必須注意以下事項:
(1)磨頭裝好砂輪后,需要對砂輪作靜平衡檢測,控制砂輪徑向跳動,提高磨削精度。
(2)由于車床導軌直線度有誤差,磨削時注意結合百分表讀數觀察磨削火花,判斷進刀量的細微變化。
(3)精磨內孔時,仔細測量內孔的內、中、外直徑,發現內孔出現錐度情況時,在精磨走刀過程中進行徑向進給補償,消除錐度。
(4)最后精磨內孔至尺寸前,必須用金剛石修磨砂輪,保證磨削表面質量。
偏心套經磨削加工后,尺寸精度和表面粗糙度都達到圖樣設計要求,裝配后,圓盤剪主軸徑向、軸向跳動都小于0.02mm,整機試車效果良好。
