FANUC 0i—TB 系統數控車床增加電子手輪設計
2014-12-02 01:34:38貴州航天天馬機電科技有限公司遵義563003周華斌
金屬加工(冷加工) 2014年6期
貴州航天天馬機電科技有限公司 (遵義 563003)王 麗 周華斌
我公司使用的某機床廠生產的HM—077 數控車床,數控系統為FANUC 0i—TB,由于當時采購選配時,沒有選用電子手輪,對刀時,用面板上的軸進給鍵(+X、-X、+Z、-Z)和倍率選擇鍵(×1、×10、×100)配合使用,操作工操作時不是很方便,為了便于操作,特提出增加電子手輪。
1.原PMC 程序導出
增加電子手輪,涉及到軟、硬件的更改。為了保證機床原有功能不減少,只是增加電子手輪功能,必須先將原PMC 程序導出,在其基礎上增加功能。
PMC 程序導出有兩種方法:①在CNC 的主板上使用存儲卡方式進行。②在PC 機上通過RS232 接口使用FANUC LADDER Ⅲ軟件執行。
2.硬件連接
我們選用的電子手輪是日本東測公司生產的HC115 型二軸手輪,該型號手輪接線包括:編碼器線、指示燈線、軸選線、倍率選擇線。編碼器線直接接入CNC 主板上的JA3 接口,接線圖如表1 所示。其他的接線接入輸入輸出接口,根據電氣說明書,選擇機床沒有采用的空輸入輸出點,表2 為程序會用到的信號,用一根電纜將編碼器與JA3 接口連接,再用一根電纜將其他信號接到I/O 板。表1 為電子手輪編碼器與CNC 側JA3 插頭的詳細接線表。
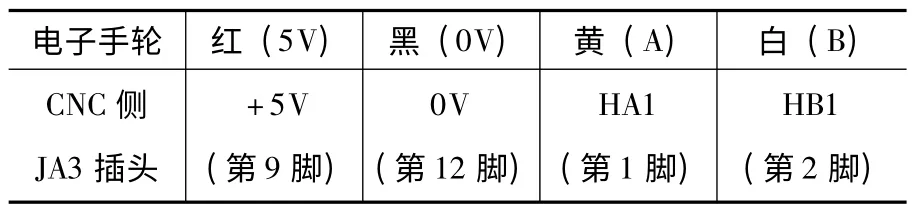
表1 電子手輪編碼器信號線接線表
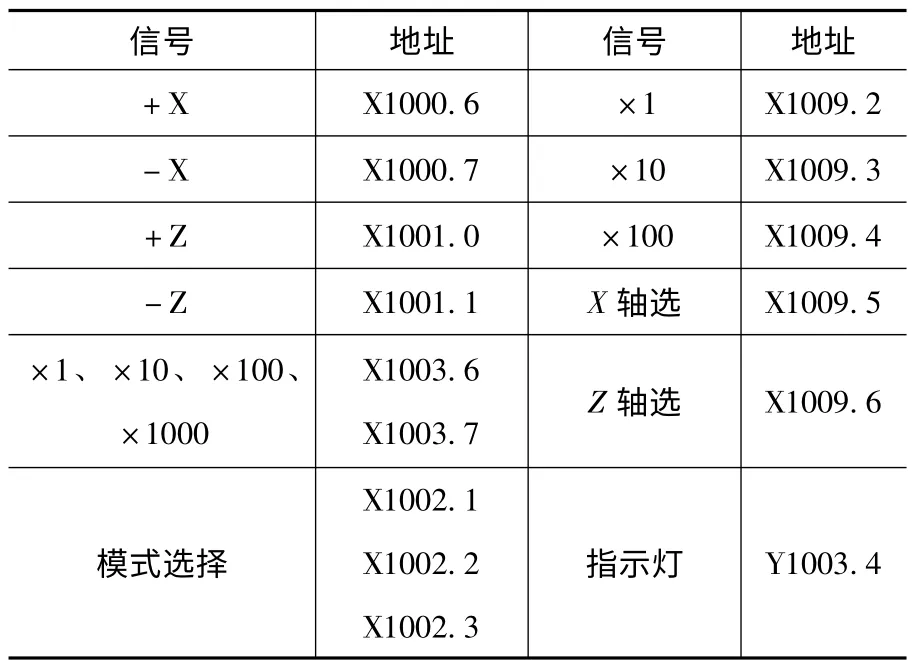
表2 PMC 信號表
3.程序設計
為了使電子手輪起作用,必須將軸選擇信號、倍率選擇信號送到CNC 內。
在附圖中,R0610.0 為機床準備就緒信號,當X1002.1=0,X1002.2=1,X1002.3=1 時,R0629.7=1,即機床模式選擇在手輪模式,如果不按+X、-X、+Z、-Z (進給鍵)中任意一個按鍵,也就是說不操作面板時,R0630.4=0,X1009.5或X1009.6 起作用時,就會觸發相應的手輪軸選信號G18.0、G18.1,Y1003.4 輸出為“1”,手輪指示燈亮(見表3)。此時,倍率開關是多少,就會有相應的G19.4、G19.5 信號編碼后送到CNC 內部,搖動手脈,機床開始運動。
在手輪模式時,如果按面板進給鍵中任意一個,R630.4=1,G18.0、G18.1 為“0”,手輪軸選信號就沒有,手輪指示燈不亮,即使手輪軸選是在X 或Z軸上也不會亮,由于R630.4=1,此時倍率選擇開關由面板上的撥碼開關起作用,也就是X1003.6、X1003.7 決定G19.4、G19.5 信號。每按一次進給鍵,就按相應的倍率走。

表3 CNC 信號表
4.參數設置
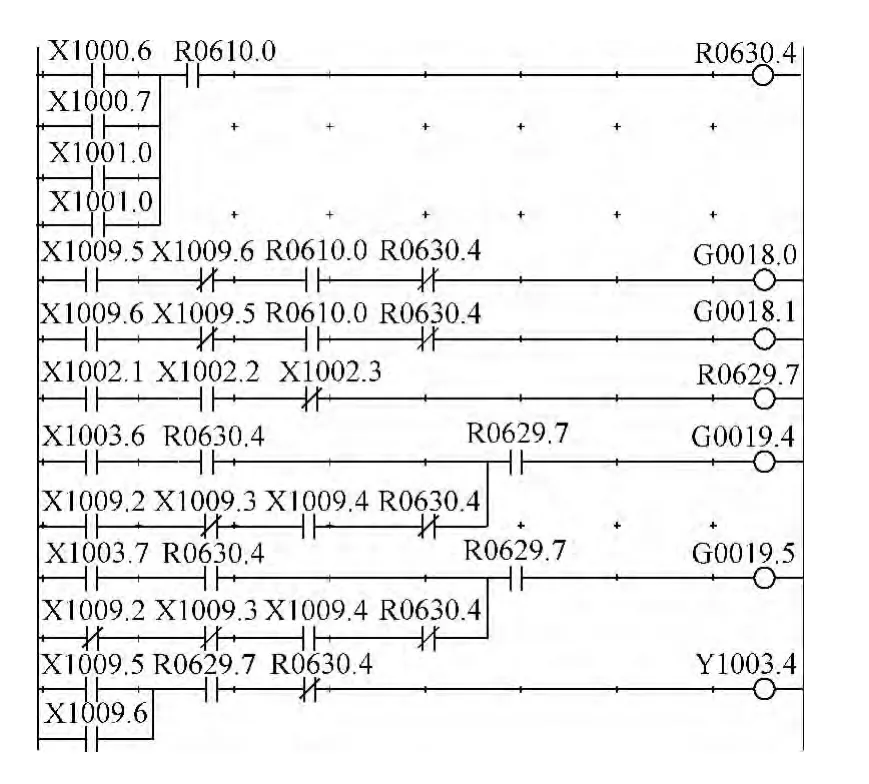
信號圖
設置參數7110=1,手輪數量為1 個;8131#0=1,使用手輪;7102#0=0,手輪方向與機床移動方向一致;7113=100,即m=100,7114=1 000,即n=1 000。
5.程序導入
完成以上工作后,利用FANCU LADDER Ⅲ軟件將可編輯的PMC-RA.LAD 程序導出為存儲卡格式的PMC 程序PMC-RA.000,再利用存儲卡將程序導入到CNC 中。
6.調試
選擇在手輪模式,按進給鍵,每按一次,相應的軸就按面板上的進給倍率進給,選擇手輪上的軸選開關,手輪燈亮,搖動手脈,相應的軸按手輪上的倍率開關進給。在其他模式,搖動手脈,機床不運動,證明功能實現,設計成功。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(2019年12期)2019-05-21 02:55:44
中國生殖健康(2019年3期)2019-02-01 06:12:26
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國衛生(2015年3期)2015-11-19 02:53:32
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
