加氫反應器用2.25Cr1Mo0.25V鍛件的研制
2014-05-30 05:19:02
裝備機械 2014年1期
關鍵詞:工藝

0 引 言
加氫反應器是現代煉油工業的關鍵設備,主要用于石油煉制或重質油的加氫裂化、加氫精制等工藝過程。加氫反應器的工作溫度一般在400℃以上,工作壓力為20MPa,接觸介質為油氣、氫氣、硫化氫等腐蝕介質,屬于有爆炸性危險的高壓臨氫承壓設備,技術水平及安全性要求極高。
大型加氫反應器主要采用鍛焊結構,普遍采用2.25Cr1Mo(或相當牌號12Cr2Mo1)鋼進行制造。隨著加氫裝置技術的進步,反應器尺寸也越來越大,設計條件更加苛刻,如仍采用原先的結構鋼來制造大型反應器,往往會造成器壁太厚、總質量過大等問題,從而給制造、運輸和安裝帶來很大困難。
國外在20世紀80年代開始醞釀和開發新的Cr-Mo鋼,其中添加釩改進型2.25Cr1Mo0.25V鋼(或相當牌號12Cr2Mo1V)獲得迅速發展和推廣應用。該材料除具有Cr-Mo鋼的性能特點外,還具有更多的優異性能,如強度高、抗氫腐蝕性強、抗氫脆性能明顯改善、抗回火脆化性能更好、抗氫致剝離裂紋能力優越等。
為滿足市場需求,上海重型機器廠有限公司(簡稱上重公司)積極研發加氫反應器用2.25Cr1Mo0.25V鍛件,在2010年投料試制一件模擬環鍛件,并順利通過行業鑒定。目前相關產品已進入批量制造階段。
1 技術特點
1.1 化學成分
與2.25Cr1Mo相比,2.25Cr1Mo0.25V最重要的改變是添加了約0.25%的釩元素。釩是強碳化物形成元素,以獨立的彌散分布的VC細質點存在,可提高鋼的強度。此外,釩還可以細化晶粒,從而提高鍛件的強韌性。通過添加0.25%~0.30%的釩元素,2.25Cr1Mo0.25V鍛件的強度及許用應力、最高使用溫度、抗氫性能較2.25Cr1Mo鋼有較大幅度提高。
為滿足更高的使用要求,除了添加釩元素,還提高了C含量上限,并對有害元素提出了更嚴格的控制要求,兩種鋼種的成分要求見表1。
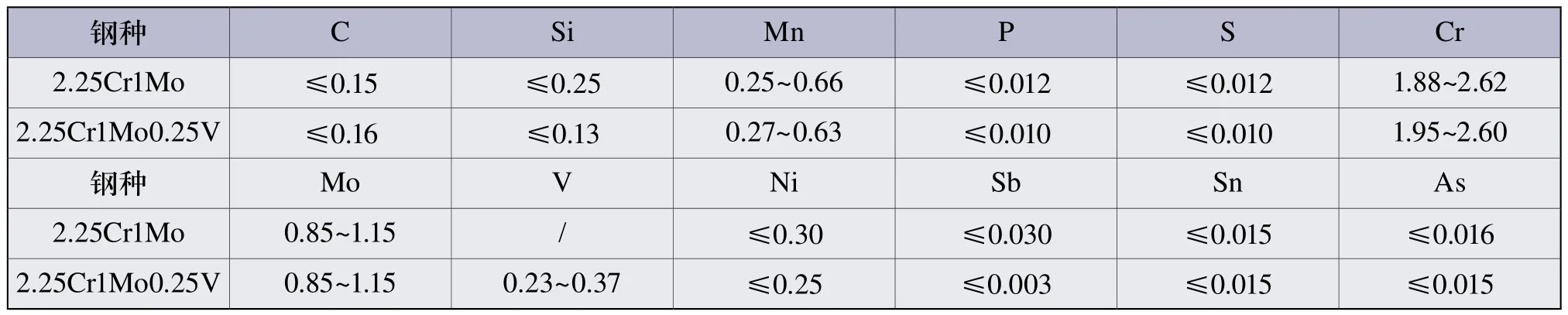
表1 2.25Cr1Mo和2.25Cr1Mo0.25V成分對比 (wt%)
為保證鍛件具有良好的可焊性和使用壽命期內的可靠性,2.25Cr1Mo0.25V鍛件要求盡量降低回火脆化敏感性系數J和X系數值,一般要求J系數≤100,X系數≤12×10-6。
J系數和X系數的計算方法如下:

式中元素以百分數含量代入。

式中元素以10-6含量代入。
1.2 力學性能要求
為保證力學測試試料的代表性,2.25Cr1Mo0.25V鍛件要求在熱處理條件最不利的1/2壁厚(0.5d)位置取樣,試料距鍛件端面至少有1倍壁厚(d)的距離。
加氫鍛件在后續設備制造過程中需要進行焊接和焊后熱處理,此階段的焊后熱處理相當于對鍛件再次進行回火。由于Cr-Mo鋼不同程度的存在回火脆化傾向,為證明鍛件在焊后熱處理也有足夠好的性能,所有力學檢測試樣在進行試驗之前需進行模擬焊后熱處理,包括最大程度焊后熱處理(Max.PWHT)和最小程度焊后熱處理(Min.PWHT),其工藝曲線見圖1和圖2。
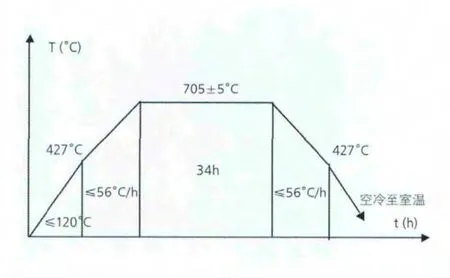
圖1 最大模擬焊后熱處理工藝
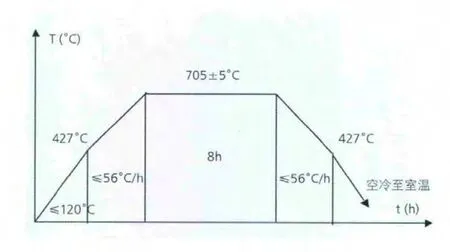
圖2 最小模擬焊后熱處理工藝
2.25Cr1Mo0.25V鍛件的低溫韌性指標與2.25Cr1Mo相同,即-30°CAKv沖擊功平均值≥54J,一組三個試樣允許一個低于平均值,但不得低于47J。2.25Cr1Mo0.25V鍛件的拉伸試驗考核值較有較大幅度的提高,數據對比見表2。
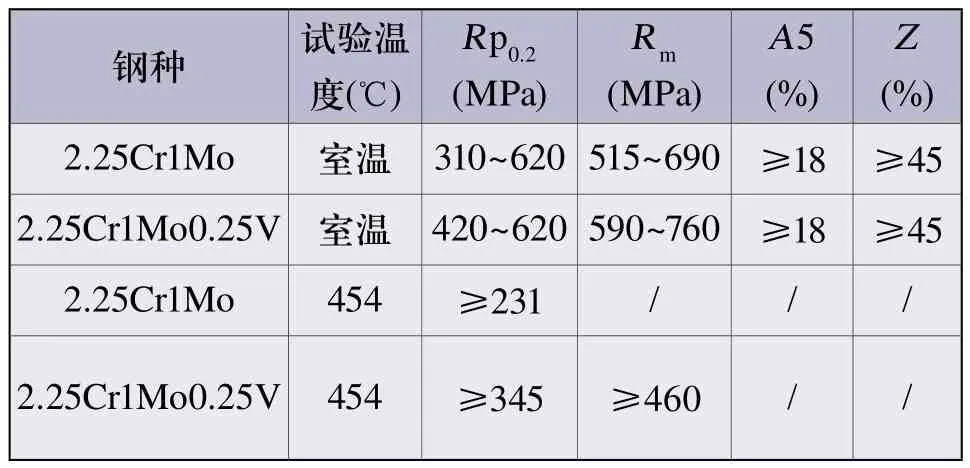
表2 2.25Cr1Mo0.25V和2.25Cr1Mo拉伸性能指標對比
為評估鍛件的回火脆化傾向,需對部分最小模擬焊后熱處理(Min.PWHT)試樣再進行了分步冷卻脆化處理(S.C),工藝曲線見圖3。
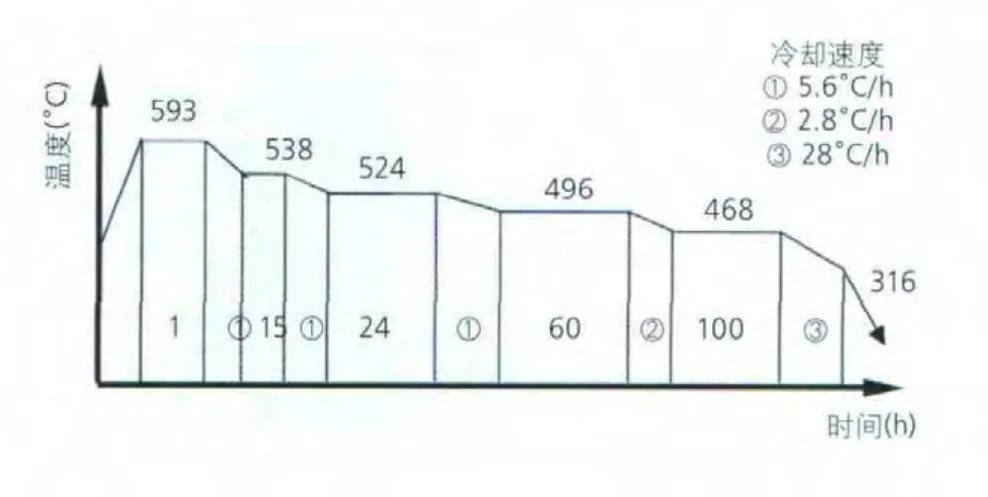
圖3 分布冷卻脆化處理曲線
2.25Cr1Mo0.25V鍛件回火脆化傾向應滿足vTr54+3△vTr54≤0°C。
1.3 對鍛件回火溫度的限制
由于添加的釩元素導致鍛件焊接裂紋敏感性更高,故需要更高的焊接預熱和焊后熱處理溫度。2.25Cr1Mo鋼的焊后熱處理溫度一般在676~704°C范圍,而2.25Cr1Mo0.25V提高至691~710°C。為降低焊后熱處理的回火疊加效應對加氫鍛件性能的惡化程度,一般要求鍛件的性能熱處理回火溫度高于焊后熱處理10~15°C,這些附加要求提高了鍛件制造難度。
2 模擬環鍛件的研制
2.1 模擬環鍛件的技術要求
為開發和驗證2.25Cr1Mo0.25V鍛件制造工藝技術,上重公司與石化設計院、設備制造企業合作,在2010年投料試制模擬環鍛件。為保證模擬環鍛件的代表性,模擬環鍛件的外形、壁厚(d)、重量均與實際產品相同,尺寸見圖4。模擬環鍛件的技術要求基于目前實際產品,并同時覆蓋美國石油協會行業標準API934《高溫高壓臨氫2.25Cr和3Cr鋼制壁壓力容器材料和制造要求》和中國能源行業標準NB/T 47008《承壓設備用碳素鋼和合金鋼鍛件》的要求。
為進一步掌握模擬環鍛件性能分布情況,除在技術規格書要求的相對180°C 2個象限的壁厚0.5d處取樣外,還在全部4個象限,內、外壁厚0.25d和內、外表面上進行了取樣。對于每個取樣位置,規格書僅要求拉伸取縱向、沖擊取橫向,為進一步評估鍛件性能的各向異性,在所有取樣位置均同時測試了縱向和橫向的拉伸、沖擊性能。
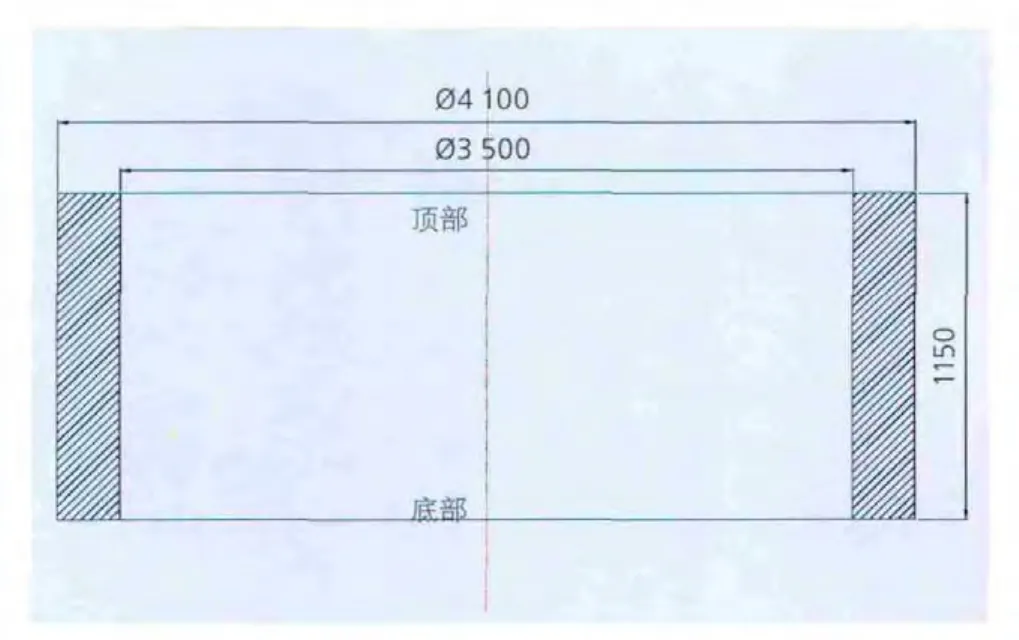
圖4 模擬環鍛件最終尺寸
2.2 研制工藝路線
根據模擬環鍛件技術要求及設備特點,制定研制工藝流程如下:
冶煉→熔煉成分分析→鍛造→鍛后熱處理→粗加工→無損檢測(超聲波檢測)→焊接緩沖環→性能熱處理→取樣→試驗→最終機加工→成品檢測。
2.3 制定目標成分
2.25Cr1Mo0.25V的主要合金元素有C、Cr、Mo和V,這些元素可提高材料的淬透性、保證鍛件的強度和韌性,考慮到2.25Cr1Mo0.25V鍛件的強韌性要求很高,上述元素都需控制在規范的上限。Mn、Si元素對鍛件的強度也有貢獻,但較高的Mn和Si不利于降低J系數。在保證J系數足夠低的前提下,可適當提高Mn和Si含量。
此外, Sb 、Sn 、As、P、S等有害元素損害材料的韌性,增加回火脆性傾向,應盡量降低,這也是獲得較低的J系數和X系數值的關鍵所在。
2.4 冶煉
制造2.25Cr模擬環鍛件需要103t雙真空鋼錠。冶煉工藝的目標是精確控制成分和保證鋼水純凈度。根據2.25Cr1Mo0.25V鍛件基本要求,上重制定了堿性電爐粗煉、精煉爐精煉加真空碳脫氧(VCD)的冶煉工藝。
(1)精選爐料
As、Sn、Sb、Cu等有害元素不能在后續冶煉過程中去除,為保證上述元素控制在一個足夠低的水平,使得X系數、J系數能夠控制在較低值,必須精選爐料,優先選用合理配比的優質廢鋼和優質生鐵。
(2)電爐粗煉鋼水
電爐冶煉粗煉鋼水,冶煉過程的重點是脫磷,其次是去硫,同時保證Cr、Mo等元素含量接近規定值。
(3)真空碳脫氧精煉
粗煉鋼水結束后轉入120t LRF精煉爐精煉。精煉目的是進一步去S,同時調整合金成分符合內控指標要求。操作過程包括:造渣、加熱、吹氬攪拌、脫氧及調整鋼水化學成分。
(4)真空碳脫氧澆注
為使鋼水達到高純潔度,當精煉鋼水出鋼溫度、化學成分滿足規定要求時,鋼水在氣壓低于133Pa的真空室內進行真空澆注。澆注過程中,鋼水中的碳和氧發生激烈的反應,生成一氧化碳氣泡使得鋼水沸騰,鋼水中的氫等氣體隨之逸出,氧化物等夾雜物上浮排出,從而達到進一步提純鋼水的目的。
熔煉過程以及后續在鍛件本體上取得試樣的化學分析結果見表3。其中合金元素含量在ARL 4460金屬直讀光譜分析儀上測得,H、O采用TCH600氫氧氮元素分析儀測得。

表3 模擬環鍛件熔煉成分分析值
模擬環鍛件的熔煉分析試樣以及各個部位的成品成分均符合技術要求,合金含量實現工藝預設控制目標且分布均勻,有害元素含量低。系數X均為7.35×10-6,系數J平均值為53.5%,遠遠低于技術條件的要求。
2.5 鍛造和鍛后熱處理
鍛造的目的為打碎粗大的鑄態組織、細化晶粒、均勻組織,鍛壓鋼錠中的縮孔、氣孔和疏松缺陷,最后獲得盡量接近交貨尺寸的鍛件。為避免晶粒粗大,鍛造過程中嚴格控制始鍛溫度為1 200~1 250°C,為避免出現鍛造裂紋,終鍛溫度不低于850°C。鋼錠經熱裝爐加熱到始鍛溫度后保溫,直至錠溫均勻、透燒后出爐鍛造,見圖5。模擬環鍛件的鍛造在165MN油壓機和630t·m操作機進行,具體鍛造過程如下:
(1)熱送鋼錠:鋼錠熱送至鍛造車間;
(2)Ⅰ火:壓鉗口,燒剝T肩,倒棱,切除錠尾;
(3)Ⅱ火:第一次鐓粗+拔長;切除鉗把和底部;
此次墩粗的目的是增大坯料橫截面積,提高拔長比,減小鍛件力學性能的各向異性;
(4)Ⅲ火:第二次鐓粗+沖孔;
(5)Ⅳ火:擴孔完工。

圖5 鍛件在165MN油壓機上鍛造
鍛后熱處理在大型燃氣加熱臺車爐中進行,具體工藝為:910~960°C正火+650~700°C回火。工藝目的在于改善鍛件內部組織及晶粒度,消除內應力,進一步降低氫的含量并使其盡可能均勻分布,為后續的性能熱處理做好準備。
2.6 粗加工和超聲波檢測
鍛后熱處理結束后按照熱處理余量圖將鍛件加工至余量尺寸,然后進行粗加工超聲波檢測。超聲波檢測按照JB/T4730《承壓設備無損檢測》執行。模擬件超聲波檢測結果合格,未發現任何超標和記錄性缺陷,證明制造加氫反應器鍛件采用的冶煉、鍛造工藝是合理的。
超聲波檢測結束后,為滿足試料距端面至少1倍壁厚的要求,在鍛件端面焊接了1倍壁厚的熱處理緩沖環。
2.7 性能熱處理
性能熱處理主要目的是通過合理選擇奧氏體化溫度、保溫時間、冷卻速度和初始回火參數,使鍛件最終獲得良好的綜合力學性能。加氫鍛件一般要求采用正火+回火的性能熱處理工藝。如有必要,在正火冷卻時可采取噴霧、浸水等加速冷卻方式。
提高奧氏體化溫度有利于合金元素的充分溶解和均勻化,對提高基體強度有利。但是隨著奧氏體化溫度的提高,奧氏體晶粒變粗,對沖擊韌性不利。因此必須綜合均衡強度和韌性后確定最佳的奧氏體化溫度。
冷卻速度和終冷溫度對2.25Cr1Mo0.25V材料過冷奧氏體轉變影響較大。冷卻速度越快及奧氏體化后的終冷溫度越低,過冷奧氏體轉變為貝氏體就越多,鍛件性能越好。對于2.25Cr1Mo0.25V鍛件,采取常規的正火工藝無法得到足夠好的組織和性能,必須采用特殊工藝獲得足夠快的冷速。為加快冷速,采用大型水槽中浸水冷卻方式,并設計專用裝置將水槽冷卻水從自然溫度降低至15°C之下,見圖6。
模擬環鍛件的性能熱處理工藝為:940~990°C正火(加速冷卻)+700~730°C回火。

圖6 鍛件在大型水槽中進水管冷卻
2.8 取樣和性能檢測
根據模擬環鍛件研制方案,在鍛件預設位置上取試料進行理化性能檢測,其中室溫拉伸試驗按GB/T 228執行,454°C高溫拉伸試驗按GB/T 4338執行,夏比沖擊試驗按GB/T229執行。
不同壁厚位置的常溫拉伸強度(縱向)實測值見圖7。
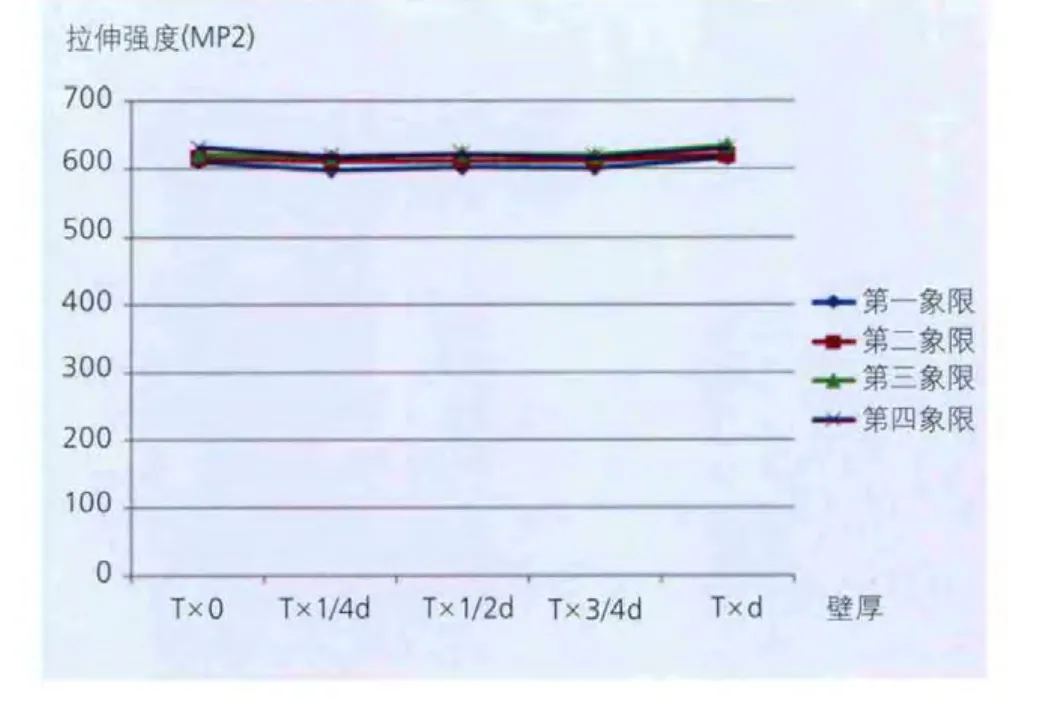
圖7 不同象限的經Max.PWHT的常溫切向(縱向)拉伸性能對比
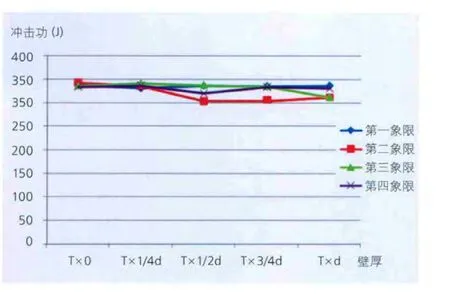
圖8 不同象限的經Min.PWHT的-30℃軸向(橫向)沖擊性能對比
測試結果表明,在不同象限、壁厚位置,鍛件的-30℃沖擊功(橫向)均在300J以上,表現出極佳的低溫韌性。
壁厚0.5d處的454℃高溫拉伸試驗結果(縱向)表明,鍛件高溫抗拉強度在475~785MPa之間,滿足技術規格書要求。
為評估鍛件的各項異性,在每個取樣位置同時測試了縱向(切向)、橫向(軸向)拉伸和沖擊試驗,對比結果見圖9及圖10。

圖9 切向和軸向經Max.PWHT的常溫拉伸性能對比
測試結果表明,在不同象限、壁厚位置,鍛件的室溫拉伸強度均在600~620MPa之間,滿足技術規格書要求并有較大富余量,強度指標分布均勻。
不同壁厚位置的-30°CAKv沖擊值見圖8。
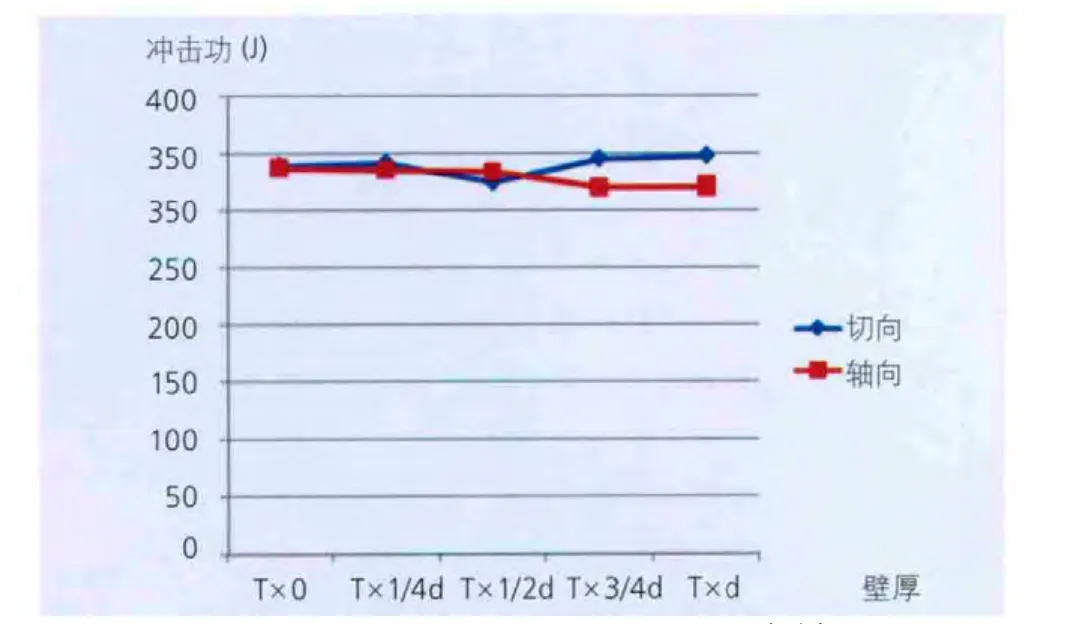
圖10 切向和軸向經Min.PWHT-30℃沖擊性能對比
不同取樣方向的常溫拉伸和低溫沖擊試驗結果差異很小,均滿足規范要求并有較大富余量,說明鍛件無明顯各向異性。
回火脆化傾向試驗結果見表4。
實測vTr54+3△vTr54≤-66℃,明顯小于≤0℃的預設技術要求,表明鍛件具有優良的抗回火脆化性能。

表4 回火脆化傾向性試驗結果
2.25Cr1Mo0.25V模擬環各項性能表現在如下方面:
(1)內部冶金質量良好,UT、MT均未發現超標及記錄缺陷;
(2)各取樣位置化學成分測試值基本一致,未見明顯的成分偏析,鍛件化學成分均勻程度良好;
(3)各項力學性能指標良好,滿足規范要求且有較大富裕量;
(4)不同象限、不同壁厚取樣位置性能檢測結果基本一致,均質性良好;
(5)縱向、橫向力學測試結果基本一致,無明顯各向異性;
(6)回火脆化傾向性能vTr54+3△vTr54≤-66℃,明顯優于要求值(≤0℃),無明顯回火脆化傾向。
3 結 語
模擬環鍛件的成功試制,標志著上重公司掌握了加氫反應器用2.25Cr1Mo0.25V鍛件的制造技術,正式進入以2.25Cr1Mo0.25V鍛件為典型代表的高端加氫反應器鍛件市場。自2011年以來,上重已承制多批鍛件,取得了良好的經濟效益。

猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
