重型汽車車橋輪間差速器殼制造工藝改進分析
2014-06-04 11:14:54郭便
機床與液壓 2014年2期
郭便
(寶雞文理學院機電工程系,陜西寶雞 721016)
差速器作為重型汽車中的重要零部件,其作用是使汽車轉彎時兩側車輪轉速不同,主要由差速器殼、行星齒輪、行星齒輪軸和半軸齒輪等機械零件組成[1],其中,差速器殼是差速器的主體,其結構及加工精度直接影響差速器的正常工作,因此研究差速器殼的制造工藝改進方法是十分必要和有意義的[2]。
以某車橋公司生產的重型汽車車橋輪間差速器殼為研究對象,分析了其原有加工工藝存在的問題,提出了新的工藝方法,并將新的加工工藝用于生產,對改進后的效果進行了分析。
1 原有加工工藝分析
1.1 原有工藝方案
差速器殼如圖1所示,是一種回轉體,工藝過程很簡單,為此按照以下工藝方案對生產線進行了布置[3-5],并投產:
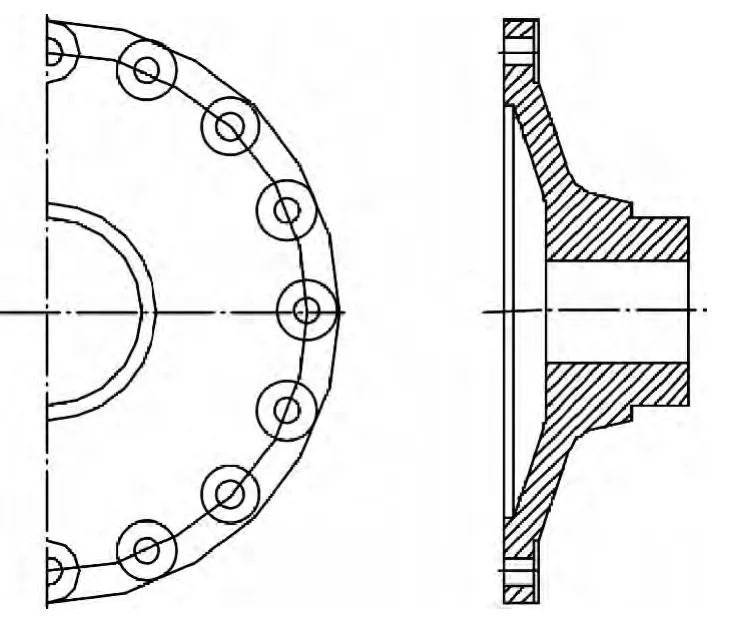
圖1 差速器殼原結構圖
10工序:車削大端,數控臥車加工;
20工序:車削小端,數控臥車加工;
30工序:鉆周圈孔、锪平面,采用雙面鉆、锪組合專機加工;
40工序:倒角,立鉆加工;
50工序:磨削外圓,端面外圓磨床加工。
1.2 原有工藝方案在實際加工過程中存在的主要問題
投產后,對整條線的加工時間及刀具消耗進行了統計分析:
10工序:加工時間5.6 min,平均刀具消耗3.3元/件;20工序:加工時間3.5 min,平均刀具消耗1元/件;30工序:加工時間9.1 min,平均刀具消耗8.9元/件;40工序:加工時間1.5 min,平均刀具消耗0.4元/件;50工序:加工時間5.5 min,平均刀具消耗2.6元/件。
從以上數據可以看出整條線存在兩項突出的問題:
(1)生產節拍不匹配。30工序鉆周圈孔、锪平面工序的加工時間過長,直接影響了整條線的節拍;
(2)30工序的刀具消耗過大。經實際統計分析,消耗主要集中在锪刀頭上,每支锪刀頭加工16~20件就需要刃磨一次;锪刀頭破損時需要更換新锪刀頭(锪刀頭破損是隨機的),輔助時間過長直接影響效率。
2 改進后加工工藝
從上述分析結果看問題主要集中在30工序。解決30工序的節拍問題可從以下兩方面可慮:
(1)調整加工參數;(2)分解工序內容。
首先對工件的材料及調整加工參數試加工結果進行分析,結論是調整參數對生產節拍的改善效果不明顯,所以這個方案不可取;其次對工序內容進行分析,要分解工序內容就需要增加設備,要對生產線重新進行布置,且增加設備需要資金投入,所以該方案實施困難。
兩種方案都不可行,作者對30工序內容重新進行了分析:周圈孔是螺栓過孔,而锪平面是為了保證螺栓結合面平整,可以獲得適合螺栓裝配的表面粗糙度和平面度[6-7]。而對平面的加工,車床的效率是最高的,所以考慮通過以車代锪來解決這個難題。通過對產品結構進行分析,以車代锪對產品的使用性能沒有影響[8-9]。所以對原產品狀態與工藝過程進行了調整,將原來的锪平面結構以車削代替。差速器殼改進后結構圖如圖2所示,產品結構改變后,锪刀頭消耗的問題就不再存在了。同時,改進后工藝方案及加工時間如下:
10工序:車削大端,加工時間5.6 min;
20工序:車削小端及原锪面結構,加工時間4.6 min;
30工序:鉆周圈孔,加工時間5.3 min;
40工序:倒角,加工時間1.5 min;
50工序:磨削外圓,加工時間5.5 min。
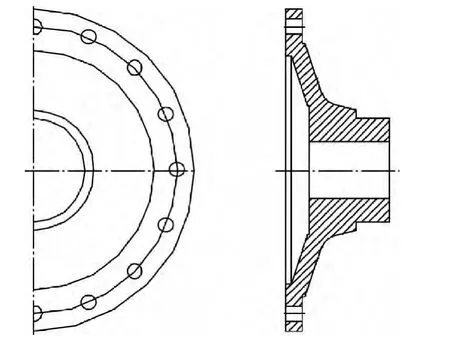
圖2 差速器殼改進后結構圖
3 工藝改進后效果分析
(1)提高生產效率,滿足設計要求
改進后的30工序時間縮短了4 min,滿足了整線的設計要求;原來的锪面結構安排在20工序以車削代替,只給原本車削內容較少的20工序增加了1 min的加工時間,并未影響整線節拍。
(2)降低刀具消耗
從該工序的刀具消耗分析可以看出主要是锪刀的消耗:一次加工共需锪刀16把,每個锪刀頭加工16~20件工件就需要刃磨一次,每個锪刀頭最多可刃磨7~8次,锪刀頭破損時需要更換新锪刀頭 (锪刀頭破損是隨機的),锪刀頭單價為144元,平均每件工件所消耗刀具費用為 (不考慮锪刀頭的隨機破損):
通過試驗數據顯示:20工序平均每個車刀刀片加工數不少于50件,刀片單價為60元,平均每件工件所消耗刀具費用為:
故以車代锪每件工件刀具消耗可節約:16.46-1.2=15.26(元)
4 結束語
通過改進差速器殼的加工工藝,縮短了加工時間,改善了整條生產線的節拍,在提高生產效率的同時,降低了刀具消耗,為企業節省了大量的成本。
【1】王良模,劉飛,夏漢關,等.某汽車差速器齒輪的強度分析及疲勞壽命預測[J].重慶理工大學學報:自然科學版,2012,26(11):1 -4.
【2】王抒揚.差速器殼的加工[J].現代零部件,2009(9):40-42.
【3】陳宏鈞,馬素敏.機械制造工藝技術管理手冊[M].北京:機械工業出版社,1998.
【4】張建中,朱瑛,于超.機械制造工藝學[M].北京:化學工業出版社,2009.
【5】韓秋實,王紅軍.機械制造技術基礎[M].北京:機械工業出版社,2010.
【6】王先逵.機械加工工藝手冊[M].北京:機械工業出版社,2007.
【7】陳宏鈞.機械加工工藝設計員手冊[M].北京:機械工業出版社,2009.
【8】陳家芳.實用金屬切削加工工藝手冊[M].上海:上海科學技術出版社,2011.
【9】黃如林,汪群.金屬加工工藝工裝設計[M].北京:化學工業出版社,2006.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06

- 機床與液壓的其它文章
- Influence of airflow uniformity over the duct outlet of vehicle air-condition on cooling performance*
- Design and realization of signal acquisition digital system for leak detection of water supply pipeline*
- Experimental study of chip formation and cutting force during
- Adaptive strategy of error anomaly processing in human simulated intelligent control*
- Phase-Lock technology of full digital UPS based on DSP*
- Software development for on-machine measurement of large CNC gear shape*