FANUC PMC軸控制功能在回轉工作臺中的應用
2014-06-06 06:03:56陳芳
機床與液壓 2014年16期
陳芳
(深圳職業技術學院機電學院,廣東深圳 518055)
噴丸處理是利用高速噴射出的砂丸和鐵丸,對工件表面進行撞擊,使之產生形變硬化層并引進殘余亞應力,以提高零件的部分力學性能和改變表面狀態的工藝方法[1]。目前,國內高端噴丸機的研制逐漸實現了數控化。其中數控回轉工作臺是數控噴丸機中的工件運載裝置,在噴丸過程中能裝載、固定和自動旋轉工件。
噴丸機中數控回轉工作臺通常不僅要作為普通坐標軸進行插補,而且在需要的時候又要能與其他坐標軸獨立并行運行,實現連續轉動、定位等控制功能。在此,文中主要討論PMC軸功能在數控噴丸機中對數控回轉工作臺的控制方法和應用實例。
1 系統控制方案
因FANUC數控系統具有控制功能穩定的特點,某廠家五軸噴丸機,配有能控制5個坐標軸的FANUC 0iD數控系統。其噴槍可以實現X方向左右移動,Y方向前后移動,Z方向上下移動;噴槍可以繞X軸正負90°旋轉,定義為A軸;旋轉工作臺可以繞Z軸360°旋轉,為第5個坐標軸,定義為C軸。
廠家對于數控回轉臺的控制要求如下:既能實現普通坐標軸的功能,能與其他坐標軸進行插補,又能在需要的時候跟其他坐標軸獨立出來,并行運行,實現工作轉臺的連續轉動、定位、速度控制等功能。
通常對于回轉工作臺,有以下兩種控制方案:一種是使用I/O Link軸控制[2];另一種是使用PMC軸功能控制回轉工作臺。其中第一種I/O Link軸是一個和系統獨立的單軸放大器,需要另外添加硬件通過I/O Link和系統相連[3],I/O Link軸和系統之間的通信是通過I/O點進行的。而PMC軸和其他的數控軸在連接和硬件上都是一樣的,只是控制信號能通過PMC進行控制,不需要另外添加硬件,能方便實現NC軸和PMC軸功能的切換。因此選用第二種方案,使用PMC軸功能控制數控回轉工作臺。
2 系統硬件連接
使用PMC軸控制回轉工作臺,不用另外添加硬件。因此其FANUC 0iD數控系統連接圖[4]如圖1所示。
數控系統配有5個軸的伺服放大器和AC伺服電機,配有標準操作面板主面板PCB-B和子面板PCBB1。標準操作面板通過I/O Link級聯有I/O單元。因為數控噴丸機不需要主軸,因此沒有配主軸單元。
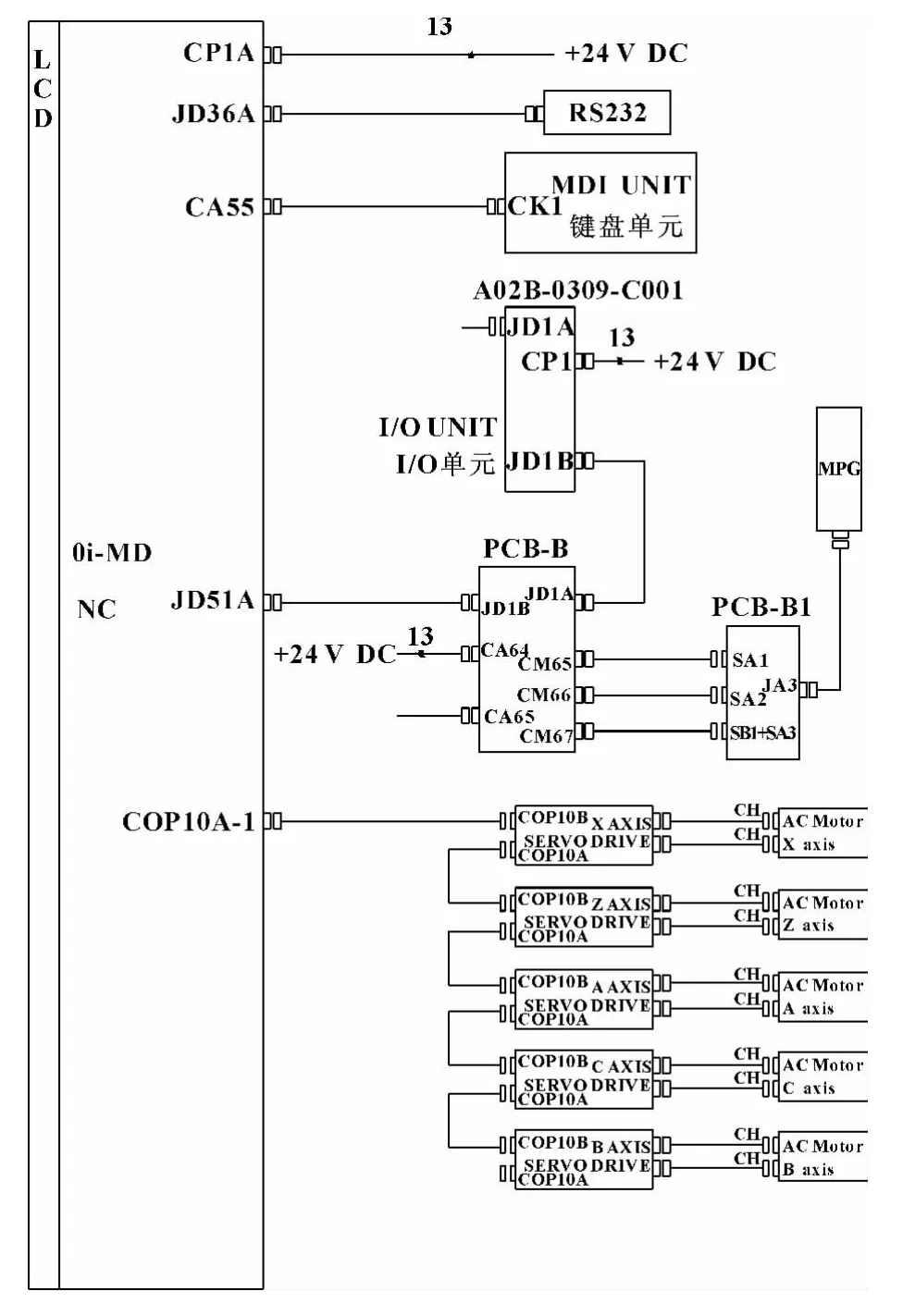
圖1 數控系統硬件連接圖
3 PMC軸控制程序
PMC軸本質上是CNC的基本坐標軸,其連接、控制、調節、顯示、參數設定等都與普通CNC軸一樣需要通過CNC進行,但其操作權被移交給了PMC[5]。當坐標軸切換為PMC軸時,軸的運動三要素:運動方式、運動位移、運動速度都是由PMC給出,而不走系統的插補指令[5]。
3.1 PMC軸控制要求
根據廠家提出的要求,對于噴丸機數控回轉臺的控制要求如下:
(1)PMC軸切換功能。在操作面板上設置一個切換功能按鈕,使數控回轉臺能夠在“插補軸”和“PMC軸”之間進行切換。
(2)連續控制啟動與停止。按PMC軸正、負方向鍵“PMC+”或“PMC-”時,PMC軸向指定方向運行;按“STOP”停止鍵時,PMC軸運行停止。運行速度為2 000°/min。
(3)B代碼位置控制。運行程序段B150000時,數控轉臺以速度1 000°/min的速度運行到150°的位置。
(4)速度控制。運行M13/M14 S2000時,PMC軸以2 000°/min的速度正/反旋轉;運行 M15時,PMC軸停止運轉。
(5)能使用倍率開關實現速度的倍率調整。
3.2 PMC軸I/O分配
根據PMC軸的控制要求,選定數控系統標準操作面板上的相關輸入輸出信號如表1所示。
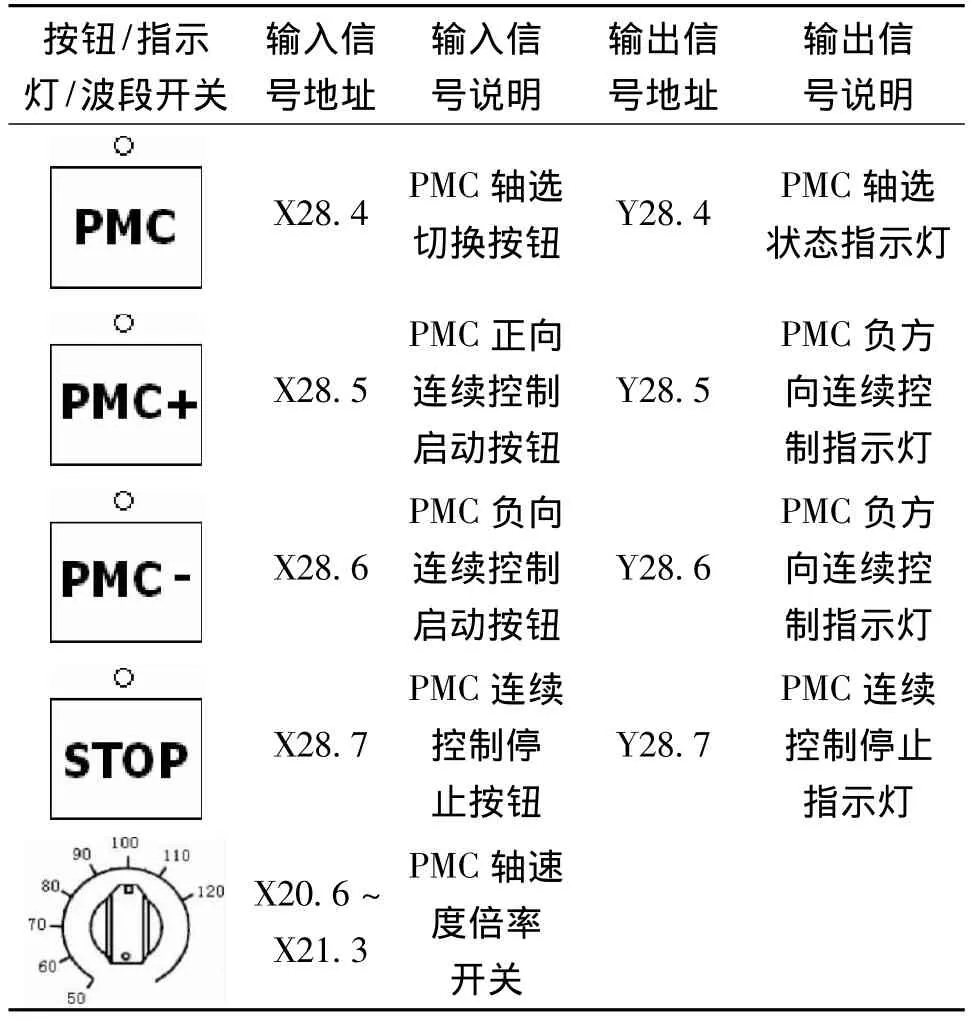
表1 PMC軸控制機床I/O信號
選定標準操作面板閑置的連續4個按鈕X28.4~X28.7作為PMC軸選和連續控制的控制按鈕;因該噴丸機沒有使用主軸,因此可以將標準操作面板上閑置出來的原來設計為主軸倍率功能的波段開關X20.6~X21.3作為PMC軸速度倍率調節開關。
3.3 PMC軸控制步驟
根據FANUC 0iD連接說明書 (功能)的說明,PMC軸控制的基本步驟如下:
(1)設定參數No.8010,指定哪個DI/DO信號組 (A,B,C或D)控制PMC軸。
PMC提供4個控制通道的輸入和輸出信號去控制PMC軸的操作。不同的控制通道使用不同的DI/DO地址信號控制PMC軸。當設定No.8010=1時,則由通道A組的DI/DO信號即地址為G142~G149/F130~F132的信號控制PMC軸。
(2)設定PMC軸控制有效。為使PMC直接軸控有效,設定被控制軸的選擇信號G136.0~G136.4(EAX1~EAX5)為1。若G136.4(EAX5)置1,則表示第五軸即C軸為PMC軸有效。
(3)決定操作類型。PMC軸控制一個程序段內的控制信號主要有[6]:軸控制命令信號 (EC0g到EC6g)指令操作形式;軸控制進給速度信號 (EIF0g到EIF15g)指令進給速度;軸控制數據信號 (EID0g到EID31g)指令運動距離和其他數據。

表2 PMC軸控制動作指令表
根據噴丸機旋轉控制臺的控制要求,相關的 PMC軸控制動作指令表如表2所示。
其中進給速度可以用G151(*FV0E~*FV0E)進給速度倍率處理信號進行調整。首先使用參數No.8001的第2位 (OVE),設定PMC控制軸的倍率與CNC無關之后,就可以用這些信號選擇PMC軸切換的倍率,每步1%,從0到254%調整進給速度倍率[7]。
(4)軸控制命令閱讀信號EBUFg的處理。當處理一個程序段數據時,需將軸控制命令閱讀信號EBUFg的邏輯狀態進行反轉[6],即從 “0”到 “1”,或相反。CNC可以將PMC的軸控功能存儲在它的緩沖區中,所以,可以順序執行多個PMC控制的操作。如果緩沖區已經空,在執行另一個程序段期間,允許CNC接受來自PMC的新程序段指令。
根據圖2所示的命令操作的時序圖[8]可以分析出:用從PMC輸入的軸控制指令閱讀信號EBUFg和從CNC輸出的軸控制指令閱讀完成信號EBSYg的異或能決定CNC緩沖區的狀態,如表3所示。
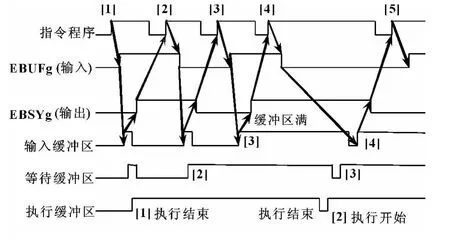
圖2 PMC軸控制命令操作的時序圖
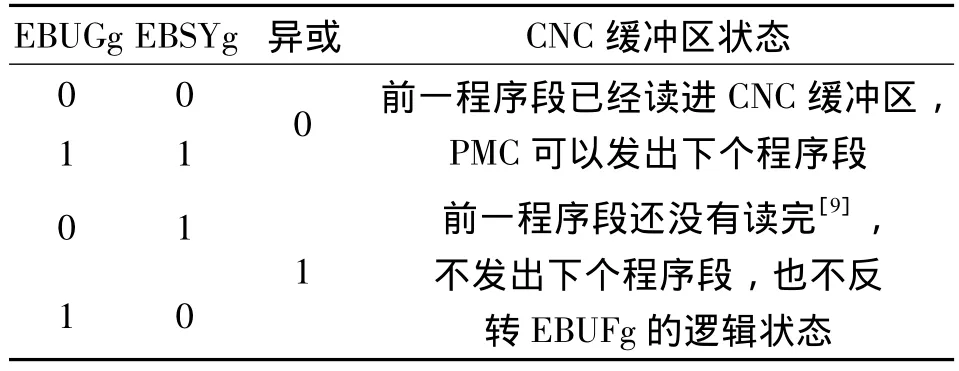
表3 CNC緩沖區的狀態
(5)PMC軸的復位。在手動按下“PMC STOP”按鈕時,或者按下鍵盤上“RESET”按鍵,或者運行輔助指令“M15”之后,將G142.6(ECLRA)置1,PMC軸進行復位。
(6)G4.3(FIN)輔助功能代碼結束處理。執行M代碼和B代碼語句時,要利用PMC軸的到位信號F130.0(EINP),PMC控制軸的移動信號 F130.4(EGENA)等信號作為輔助執行執行結束的條件[10]。
3.4 PMC軸控制的程序編制
根據PMC軸控制的步驟繪制程序流程圖,如圖3所示。
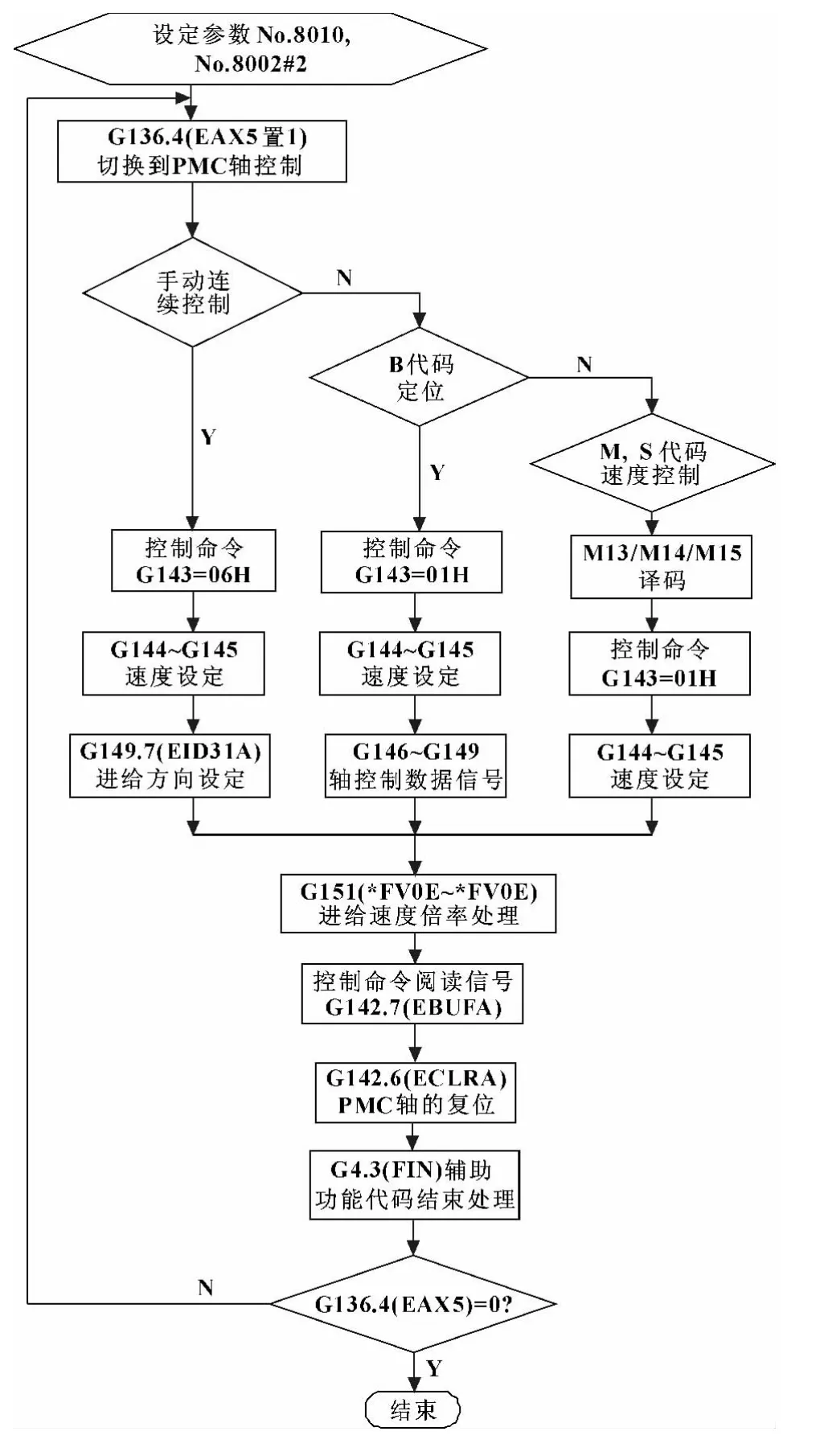
圖3 PMC軸控制流程圖
根據PMC軸控制流程圖,可以編制出相應的控制梯形圖。由于文章篇幅關系,文中只給出典型PMC軸手動連續控制的部分PMC程序,見圖4—9。
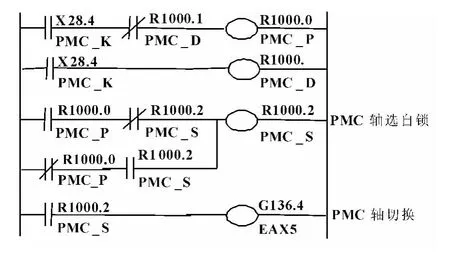
圖4 PMC軸切換梯形圖

圖5 手動連續控制方式設定梯形圖
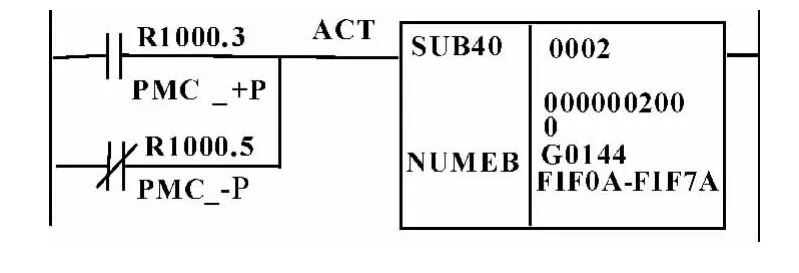
圖6 手動連續控制速度設定梯形圖
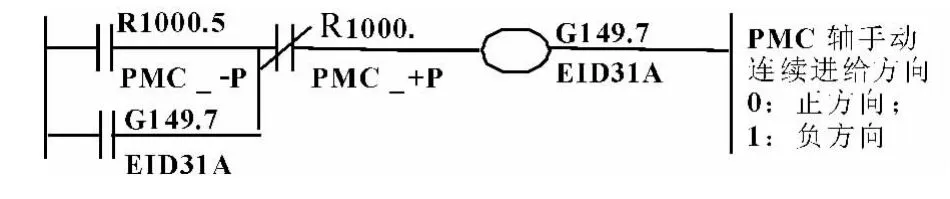
圖7 手動連續控制的方向信號處理梯形圖
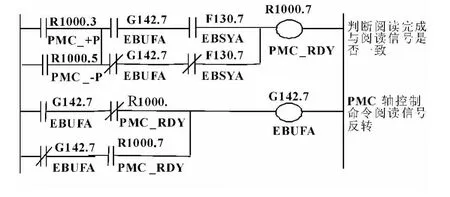
圖8 手動連續控制的控制命令閱讀信號處理梯形圖
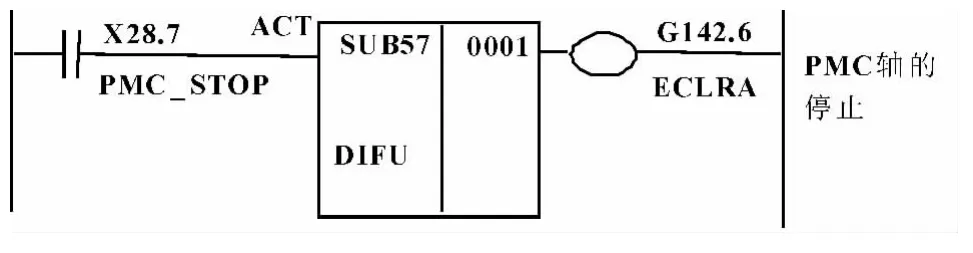
圖9 手動連續控制方式下的PMC軸復位梯形圖
4 總結
討論了在FANUC數控系統中使用PMC軸功能控制數控噴丸機回轉工作臺的方法和實例。該方法在實際應用中運行良好。相比回轉工作臺的其他控制方法,PMC軸控制功能具有不需改動系統硬件、成本低、控制穩定、調試簡單的特點。值得注意的是,文中只涉及到了PMC軸控制的部分控制指令,讀者若需要控制PMC軸的其他動作,可參考相關參考書。
[1]史文域.噴丸設備的數控化改造與調試[C]//晉冀魯豫鄂蒙川云貴甘滬湘渝十三省區市機械工程學會2009年學術年會論文集(河南、貴州、重慶分冊),2009:38-47.
[2]周寶慶,譚春暉,楊全生.加工中心回轉工作臺控制方案[J].制造技術與機床,2007(3):124-127.
[3]陳芳.FANUC I/O Link軸的連接與調試[J].制造技術與機床,2008(2):132-133.
[4]北京FANUC機電有限公司.BEIJING-FANUC 0i-MODEL D連接說明書(硬件)[M].
[5]程俊.PMC軸設計及應用[J].機電工程技術,2012(4):107-110.
[6]北京FANUC機電有限公司.BEIJING-FANUC 0i-MODEL D連接說明書(功能)[M].
[7]北京FANUC機電有限公司.BEIJING-FANUC 0i-MODEL參數說明書[M].
[8]張源修.FANUC系統PMC軸的控制程序設計[J].制造技術與機床,2003(4):66-68.
[9]王立勤,姜麗琴.FANUC數控系統PMC控制功能在數控伺服轉塔沖床中的應用[J].鍛壓裝備與制造技術,2010(6):38-40.
[10]劉江,盧鵬程,許朝山,等.FANUC數控系統PMC編程[M].北京:高等教育出版社,2011:220-225.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
中國科技論壇(2017年7期)2017-07-25 08:49:53
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
