基于信號機的壓鑄模具合金凝固過程的分析與研究
2014-06-18 02:49:25李欣榮
中國科技縱橫 2014年4期
李欣榮
【摘 要】 本文針對壓鑄模具的制造過程,分析了金屬鑄造的特點,并利用信號機的基本功能改進了在加工過程中的溫度問題,進一步,利用有限元進行分析。實踐證明,引入信號機原理有利于壓鑄模具合金的凝固過程。
【關鍵詞】 信號機 壓鑄模具 凝固
1 引言
壓鑄件的產品質量以及壓鑄件的性能對整個產品質量有很大的影響,而鑄件的性能與凝固過程的溫度場密切相關,國內外很多研究人員通過數值模擬鑄件的溫度場,來預測鑄件的縮孔、收縮缺陷。但大多是對普通砂型鑄造的模擬,對壓力鑄造等特種鑄造的模擬特別是關于壓鑄件熱節的研究還比較少。
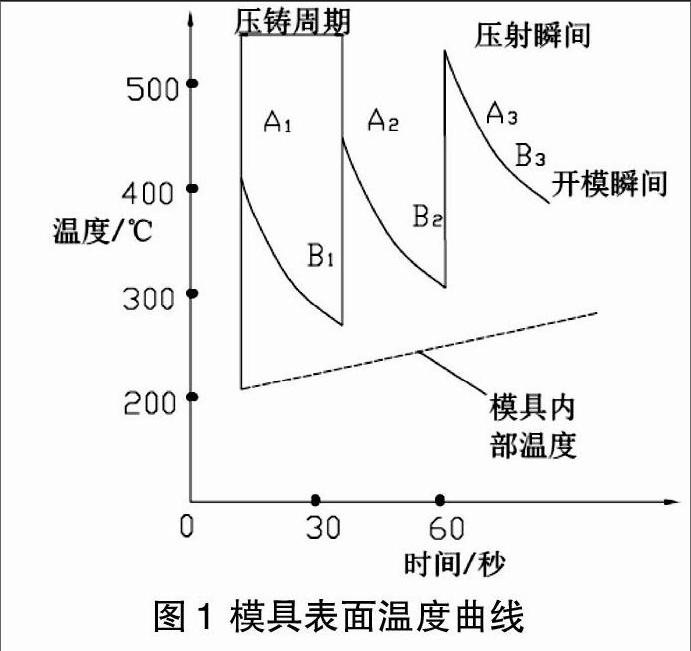
模具的溫度控制是影響產品質量和生產效率的關鍵因素之一,在無冷卻系統控制模溫的壓鑄過程中,隨著壓射次數的增加壓型溫度會不斷上升,導致壓型內部與表面溫度差不斷減小,使合金在壓型中冷卻速度越來越慢,使鑄件金屬組織致密性差,甚至鑄件內會出現針孔或更大的縮孔,嚴重影響鑄件質量。
鑄件凝固過程與大多數工業傳熱過程一樣,熱量是從一部分傳播到另一部分。它是一個非常復雜的物理化學過程,是由包括熱量傳輸、動量傳輸、質量傳輸及相變等一系列過程耦合而成。要精確地模擬凝固過程,必須求解連續性方程、Navier-Stockes 方程、Fourier 方程及質量傳輸方程等。但要將所有這些過程耦在一起進行求解,在目前還是很困難的。在滿足實際要求的前提下,為使問題簡化,我們應就某一特定要求,對主要過程進行模擬。在一般情況下,若充型時間和凝固時間相比很短時,常常可以假設鑄型是瞬時充滿的,這時只需計算溫度場即可。溫度場模擬是預測縮孔縮松的形成、微觀組織的形成以及熱裂、變形等的基礎。
2 金屬型鑄造傳熱現象的特點
鑄型內熔融金屬開始凝固后,放出凝固潛熱,被鑄型吸收,因此,凝固可不斷進行。與砂型相比,澆注以后的鑄型熱吸收能是非常大的,凝固時間也短得多。砂型的鑄件表面溫度(鑄件與鑄型的界面溫度)到凝固時,沒有多大變化,而且鑄件內部的溫度分布也基本一致。因此,計算時常假定凝固結束時,界面與內部溫度不變,但是金屬型比起砂型來,凝固快,因此鑄件表面溫度急劇下降,與鑄件內部產生交大的溫度差,所以鑄件表面與內部冷卻速度不同也是凝固組織不同的原因。
從傳熱的觀點考慮,金屬型與砂型主要不同點有以下一些:
熱吸收能和熱容量比砂型大,所以凝固時間短;(1)單位時間通過鑄件和金屬型界面的熱量大,所以界面處的傳熱系數對鑄件冷卻影響很大;(2)鑄件與金屬型的界面溫度隨著澆注后的時間推移有較大的變化;(3)凝固期間,鑄件內部的溫度不是均勻的,表面與內部冷卻速度有差別,所以凝固組織可能不同;(4)金屬型的傳熱快,研究時不把金屬型作為半無限物體來處理。
3 信號機的基本功能
信號機應該具有多時段控制功能,即能夠根據每個模具各不同時段的設置各對應時段的控制參數,然后根據信號機的時鐘在對應時段的起止時刻自動切換并執行相應方案
3.1 感應控制功能
感應控制功能,即當信號機設置為感應控制方式時,在感應控制模塊運作下,支路的相位只有在支路檢測到有模具時,才會給信號機的相位執行,否則,支路在沒有模具情況下是會將原本設置的時間轉移到下一個主路上的相位,而使得主路得到更加充足的時間。
3.2 自適應控制功能
自適應控制功能,即根據實時信息流檢測和儲存到信號機內的歷史流量交通模型,通過實時優化計算求解出一組最優控制參數,并進行存儲和小步距調整下一周期各相位的時間,和自適應控制中的基本參數,如飽和流量、最大最小控制時間、最大最小信號周期等,使得網絡達到最優化控制。另外參數調節還可以通過中心控制的電腦菜單界面靈活設置。
3.3 網絡通訊功能
網絡通訊功能是指控制器與控制器之間,以及與控制中心進行聯網通訊的功能,即根據一定的通訊協議,信號機可以接收并執行控制中心發出的所有信號,支持和執行信號的功能。
4 溫度場問題的有限單元法
有限單元法是隨著電子計算機的發展而迅速發展起來的一種現代計算方法。它是20世紀50年代首先在連續體力學領域-飛機結構靜、動態特性分析中應用的一種有效的數值分析方法,隨之很快就廣泛地應用于求解熱傳導、電磁場、流體力學等連續性問題。
4.1 物體離散化
將某個工程結構離散為由各種單元組成的計算模型,這一步稱作單元剖分。離散后單元與單元之間利用單元的節點相互連結起來;單元節點的設置、性質、數目等應視問題的性質,描述變形形態的需要和計算精度而定(一般情況,單元劃分越細則描述變形情況越精確,即越接近實際變形,但計算量大)。所以有限元中分析的結構已不再是原有物體或結構體,而是同樣材料的眾多單元以一定方式連結成的離散物體。這樣,用有限元分析計算所獲得的結果只是近似的。如果劃分單元數目非常多而又合理,則所獲得的結果就與實際情況相符合。
模具表面溫度曲線,如下圖所示。
4.2 相變問題的處理
由于液相的內能大于固相的內能,回此當合金凝固由液相轉變為固相時,必然產生內能的變化。這個內能變化就是凝固潛熱,或稱熔化潛熱。鑄件的凝固冷卻過程實質上是鑄件內部顯熱和潛熱不斷向外散失的過程。顯熱的釋放與材料的比熱容Cp和溫度變化量△T密切相關;而潛熱的釋放僅取決于材質本身發生相變時所反映出的物理特性。在鑄件凝固冷卻過程放出的總熱量中,凝固潛熱占有相當大的比例。潛熱處理的好壞對鑄件凝固數值計算精度起著非常關鍵的作用。合金材質不同,潛熱釋放的形式也不同,相應地也應采取不同的處理方法。
參考文獻
[1]趙建華,桑寶光,蔣朝軍.相變換熱對壓鑄模具局部冷卻能力影響的數值分析,特種
鑄造及有色合金,2006.01.22.
[2]熊守美 許慶彥等.鑄造過程模擬仿真技術.機械工業出版社,2004.10,P414-420.endprint