輕型車身連接的關鍵技術研究及應用
2014-06-22 07:54:04陳麗華
汽車工程師 2014年4期
關鍵詞:工藝
陳麗華
(泛亞汽車技術中心有限公司)
車身輕量化已成為汽車制造技術發展的必然趨勢,降低汽車質量最直接的方法就是在車身制造過程中大量使用鋁合金與高強鋼輕量化材料。同以往鋼結構相比,采用鋁合金結構可以使車體質量減輕30%~40%。可是對于鋁鋁焊接,鋁的電阻點焊存在鋁及鋁合金熔點低、屈服強度低、易導電導熱以及存在表面氧化膜等問題;對于鋼鋁的連接,存在可焊接性差及電化學腐蝕等問題,成為結構設計的難點。這些連接技術給車身輕量化帶來了很大困難。
1 鋼鋁一體化車身框架的發展現狀
整車廠通過大量使用輕質與高強材料實現車身大幅減重已經成為車身輕量化最為主要的手段。這些材料主要可以分為2 類:一類是高強鋼材料,包括普通高強鋼、先進高強鋼以及超高強鋼;另一類是低密度材料,包括鋁合金、鎂合金、塑料及復合材料等[1]。
很多汽車公司也開始采用鋁擠壓件、鋁沖壓件及高壓真空鑄鋁件開發鋁車身,使整車質量減輕約40%。
2 材料輕量化車身對連接技術的挑戰
表1 示出多種車身連接技術的比較。
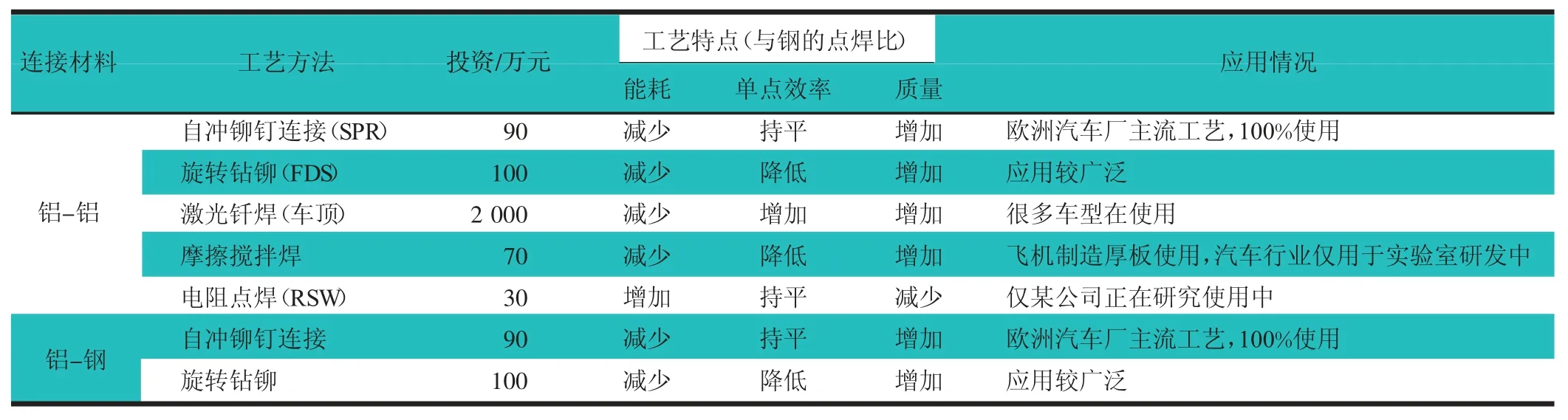
表1 多種車身連接技術比較表
2.1 鋁點焊及檢測方法
在鋁合金點焊電極壽命研究方面,文獻[2]在研究5182 鋁合金點焊電極壽命中,采用了掃描電鏡、SEM/EDX 及XRD 等方法,研究表明,從電極衰退到最終失效主要經歷了鋁剝離、鋁與銅合金化、電極端面蝕斑及電極端面凹坑4 個階段,由于蝕斑和凹坑起源于鋁的剝離和合金化,因此認為定期對電極表面清潔能增加電極壽命,有利于汽車生產中鋁合金的應用;文獻[3]研究了銅電極的合金成分對電極壽命的影響,試驗中采用了Cu-Cr,Cu-Zr,Cu-Cr-Zr,Cu-Be 等不同的銅電極材料;同時文獻[3]提出點焊鋁合金時采用復合電極以提高其壽命,研究采用在鉻鋯銅電極端部鑲嵌鎢的復合電極焊接鋁合金,發現電極壽命可提高1.5~2 倍。
鋁的RSW 工藝是在電極壓力下,靠電阻熱熔化鋁材,將其連接到一起的工藝,如圖1 所示。
電極帽表面采用特殊的圓環式設計,如圖2 所示,在鋁材表面產生不同應力區,破碎氧化膜以得到可控制的電阻。
但是鋁的RSW 工藝也有其局限性:連接點處需要保留雙側的進槍空間;需要使用5×104A 以上的強電流;對焊機、變壓器及焊槍的供電要求高;靠近焊點的工裝夾頭必須采用非磁鐵性材質;供電電纜比鋼電阻焊粗;需要特殊的電極帽及修磨器;對焊槍剛性及對稱性也有要求。
RSW 的檢驗方式同點焊類似,也可以用微觀的檢查方法,檢查熔核,圖3 示出微觀鋁點焊示意圖。圖4示出不同形狀熔核直徑的測量方法(忽略熱影響區),熔核直徑=(D+d)/2,合格要求為4~5 mm,與鋼點焊合格要求基本一致。
2.2 自沖鉚接原理及檢測方法
SPR 工藝是一種在鉚釘與板料之間形成牢固互鎖的冷成型工藝,它通過液壓缸或伺服電機提供動力將鉚釘直接壓入待鉚接板材,待鉚接板材在鉚釘的壓力作用下和鉚釘發生塑性變形,成型后充盈于鉚模之中,從而形成穩定連接。圖5 示出SPR 的原理圖,鉚鼻首先壓住被鉚接板材,鉚釘被鉚桿施壓嵌入,穿透上層板材,并擴張進入下一層板材,而后鉚釘與板材一起擴張,充滿鉚模,鉚釘腿部向四周翻開形成“鈕扣”,從而完成上下板材牢固的連接。圖6 和圖7 分別示出典型SPR 設備實物圖及鉚接完成斷面圖。
SPR 作為機械冷成型連接的優勢是:可以實現多種材料(鋼、鋁、塑料)連接;鋁的SPR 鉚接點的靜態強度與疲勞強度均高于等厚鋁板材RSW 的強度;SPR 也是單步工藝,時間可控制在4 s(純鉚接時間);屬于能耗低的綠色工藝;工藝質量可以實現過程自監控。
同時SPR 工藝也有其局限性:連接點處需要保留雙側的進槍空間;通常不同材質、厚度及硬度的接頭組合需要不同的鉚釘、沖頭及沖模,鉚釘成本較貴;設備系統成本遠高于RSW;鉚接點的平面凸起約2~3 mm,只能使用C 型鉚接槍。
SPR 工藝的材料及厚度匹配要求為:接頭不能含脆性材料(如玻璃、脆性塑料);底層材料(鉚模側)可以是鋼板或者鋁板,如果是鋁型材或鑄鋁,其延伸率必須大于12%;不同材質鉚接時,需使薄板鉚向厚板,如圖8a 所示,硬材質鉚向軟材質(如鋼向鋁側),厚板鉚向薄板時,底層板材的厚度必須大于鉚點總厚度的1/3,如圖8b 所示。
SPR 的接頭設計要求,如圖9 所示,圖9a~圖9c分別示出不同結構對于翻邊的要求。
SPR 的檢測要求,如圖10 所示,剖面顯微試驗可以通過檢測圖10 中的7 個特征點,來對鉚接點質量的合格與否做出判斷:1)鉚釘頭的高度和頂層板材平齊(以沉頭鉚釘為例);2)釘桿四周沒有縫隙;3)鉚釘尾部切入底層板材,并與之互鎖;4)鉚釘尾部沒有穿透底層板材(關鍵特征點,鉚釘一旦穿透底層板材,鉚接點立即失效);5)鉚釘尾部沒有屈服和蜷縮(關鍵特征點,鉚釘尾部一旦出現屈服和蜷縮,鉚接點立即失效);6)鉚接鈕扣沒有徑向開裂現象;7)鉚接尾部沒有崩裂現象。
采用實地調查和函調相結合的方式。一是實地調查,在近年對各地管材選用情況了解的基礎上,選擇不同氣候條件、地質條件以及經濟發展條件有代表性的省份(華北、華東、西北、西南地區各至少一個省),每個省選擇2~3個縣,了解工程管材使用情況和運行效果。實地調查過程中召開由項目建設部門、質量監督機構和招標投標代理機構代表、工程建設管理人員和受益群眾代表參加的座談會,了解管材使用及效益等情況。二是函調,通過調查問卷,向各地農村供水工程管理人員和工程技術人員了解當地管材的使用情況。
另外,冷連接工藝適用于多層及多種類型的板材連接,以及特殊鉚接工藝,如:3 mm 擠壓鋁合金板+襯料+2 mm 高強度鋼板。
鋁制板材SPR 樣件示意圖,如圖11 所示。剪切力和拉脫力的具體值,如表2 所示。

表2 自沖鉚接靜力學數據表
目前,SPR 方法已廣泛應用于鋁合金車身的制造,接頭疲勞強度可達RSW 的2 倍。國內在SPR 方面研究起步較晚,文獻[4-6]圍繞鋁合金做了大量的理論和試驗研究。文獻[7-9]針對鋁鋼異種連接研究了凹模及鉚釘尺寸等工藝要素對鋁鋼SPR 質量的影響規律。
2.3 旋轉攻絲鉚接的原理及檢測方法
FDS 工藝是通過高速旋轉使板料熱變形后攻絲鉚接的冷成型工藝,其原理如圖12 所示。第1 步,在5 000 r/min,超過1 500 N 的高轉速與高壓下,材料受熱;第2 步,旋轉穿過材料;第3 步,形成圓柱狀;第4 步,形成螺紋;第5 步,旋轉繼續往下;第6 步,最后緊固螺栓達到15 N·m 的扭矩。
FDS 的優點為:單面連接工藝使型材及小孔洞連接成為可能;預開孔有無均可;可以連接不同材料;連接過程中的旋轉摩擦生熱使得攻絲旋轉扭矩低;因螺紋接觸面大而產生大的旋緊扭矩;松開扭矩高;氣密性水密性好;動態承載性好;攻絲的螺紋可以重復旋緊;可以使用公制螺絲返修。
FDS 工藝的局限性為:連接點處需要高的剛性支撐;時間長,約為5~8 s;鉚釘成本單價高(0.15 歐元/件);設備系統成本遠高于RSW;工藝完成后鉚釘正反面均有較大凸起保留;正面鉚接方向需要留出大的進槍空間;鉚釘選用、工藝參數跟鉚接材料及鉚接姿勢相關性強。
FDS 的材料與厚度匹配要求為:接頭不能含脆性材料(如玻璃、脆性塑料);底層材料(鉚模側)通常是1.5~3.5 mm 的鋁型材或者3 mm 左右的鑄鋁件;上層板材可以用7 mm 的預沖孔,引導孔有無均可;沒有引導孔時,不同材質鉚接原則是軟材質鉚向硬材質和薄材質鉚向厚材質。
FDS 的接頭的設計要求(搭接邊、翻邊、涂膠位置以及鉚接槍的位置),如圖13 所示。
FDS 的檢測方式是用扭矩值來判斷,扭矩值大于5 N·m 即為合格。返修的方式可以重新攻大一號的鉚釘連接,如果沒有損壞的話,可以重新打這個鉚釘。
3 電化學腐蝕的解決
由于鋼和鋁具有不同的電化學效能,鋼鋁間的電極電位相差較大,且鋁的電極電位更負,因此兩者混合連接時可能發生嚴重的電化學腐蝕:電偶腐蝕、縫隙腐蝕、絲狀腐蝕、膏狀腐蝕、晶間腐蝕及應力腐蝕。目前所采用的方案有2 種:
1)對鋁板進行鈦鋯涂層(Tizr)的處理。對于高壓鑄鋁零件,擠壓件無法先進行預處理的,可以采用無色鉻化劑Alodine 5200 進行噴浸處理,但使用Alodine 成本較高。使用質量分數:1.5%~7.5%,溫度:20~50 ℃,操作時間:0.5~3 min,處理后工件表面生成無色的漆底鈍化膜,對于SPR,FDS,RSW 的連接都無影響。考慮車身的結構,表面處理后都需再涂上結構膠,以提高整個車身的強度。
2)鋁件先采用電泳,然后再涂上結構膠解決腐蝕問題,該方案成本較低。
4 結論
我國汽車工業的高速發展給國內整車研發企業帶來了新的機遇和挑戰,鋼鋁一體化車身的框架結構是輕量化的重要途徑之一。目前鋼鋁一體化車身的連接難點正逐步得到解決,技術也日趨成熟。連接方式中的RSW,SPR,FDS 技術相應得到了驗證,并且在設計、檢測及返修方面都取得了一定成果。結合輔助結構膠等加強措施,使整車的性能、安全與耐腐蝕能力都能滿足要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
