用橢圓角凹模消除水管接頭蓋成形缺陷的研究
2014-06-26 12:51:14施于慶管愛枝
浙江科技學(xué)院學(xué)報 2014年3期
關(guān)鍵詞:有限元
施于慶,管愛枝
某機械產(chǎn)品的沖壓件為水管接頭蓋,成形時發(fā)生裂紋的缺陷可能會導(dǎo)致在一定水壓下破裂,而被定為不合格產(chǎn)品。由于模具及工藝已經(jīng)定形,重新修改生產(chǎn)工藝及設(shè)計制造模具又會產(chǎn)生較高的生產(chǎn)成本,因此,需要有一種比較簡單的工藝方法解決。然而,板坯成形的失效研究一直是國內(nèi)外板料沖壓的難點問題。提高板料成形極限能力的新工藝,實現(xiàn)抑制和避免或控制板料成形中的起皺和破裂,不外乎從提高板料的力學(xué)性能、模具結(jié)構(gòu)設(shè)計方法及成形設(shè)備控制3個方面考慮。采用優(yōu)良力學(xué)性能的板料會使沖壓件成本提高,成形設(shè)備如變壓邊力控制,同樣成本高昂、效果不佳[1],而徑向加液壓力雖然能提高板料成形能力,但生產(chǎn)效率低下[2]。相對來說,用改善模具結(jié)構(gòu)設(shè)計的研究比較少,如拉深孔技術(shù),即在凹模與板坯接觸面上打微小孔的工藝方法,對提高板坯成形極限能力有一定的效果[3],然而在凹模上平面打孔及孔口打磨比較費時,對于復(fù)雜薄板件,要通過不斷地試壓確定板坯流動困難的區(qū)域上打孔的密度及大小,難以在實際生產(chǎn)中推廣開來。由于以往研究的工藝方法都有其局限性,目前在板料拉深生產(chǎn)中采用比較簡便而又能提高板料極限能力的工藝方法并不多。維持正常沖壓件拉深生產(chǎn),可以采用剛性壓邊圈和圓角凹模等模具形式。本研究提出一種橢圓角凹模的模具結(jié)構(gòu)設(shè)計方法,分析了這種結(jié)構(gòu)影響板料成形機制和力學(xué)特性,運用ANSYS/LS-DYNA進行杯形件成形模擬,并與現(xiàn)在生產(chǎn)中采用的圓角凹模拉深進行比較,說明該結(jié)構(gòu)工藝特點和大幅度提高板料極限成形能力的作用效果,能夠消除水管接頭蓋成形時發(fā)生裂紋的缺陷。
1 橢圓角凹模成形力學(xué)分析
設(shè)橢圓半長軸和半短軸分別為a和b,為保持杯形件直邊高度h0(或拉深件高度)不變(圖1),并且橢圓角凹模能與圓角凹模作比較,令橢圓半短軸b=R,相當(dāng)于橢圓中心相對于圓心偏移一個距離e。圖2所示是凹模入料口為橢圓角的拉深過程。
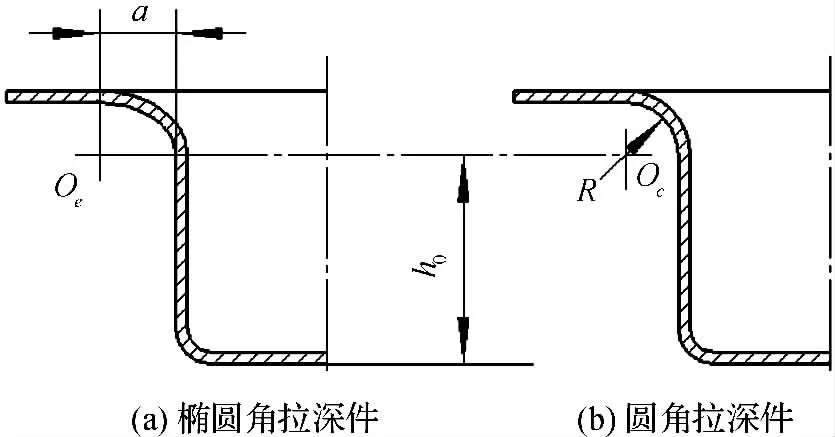
圖1 橢圓角與圓角拉深件Fig.1 Workpiece with elliptic and circular shoulder
設(shè)板料很薄且忽略不計,當(dāng)凸模從板料上平面拉深至任意深度h時,板料與橢圓弧任意相切點坐標為(xto,yto),在切線處取微元體,當(dāng)微元體足夠小時,可近相似看作圓薄膜微元體,圓薄膜板料受力公式[4]為:

式(1)中:pr—微元體薄膜徑向力;pθ—微元體薄膜周向力;ps—變形區(qū)材料的平均抗力;ρer,ρeθ—微元體薄膜子午向曲率半徑;q—垂直于薄膜平面的平均壓力;Rt—板料由初始半徑R0拉深至某一時刻的凸緣半徑;r—板料由初始半徑R0拉深至某一刻的凸緣半徑時的任意點半徑。
圖示橢圓角凹模中心坐標(xeo,yeo)為(a+Rp,R),因此,橢圓方程為:

因任意弧線曲率半徑為:

由式(2)和式(3)可得橢圓切點處(xto,yto)曲率半徑ρer為:

橢圓在切點(xto,yto)處的切線方面方程為:

經(jīng)整理得切線方程斜率為:

得到過切點的法線方程斜率為:

過切點的法線(與ρer重合)為:
定義2.2 稱偽BCI-代數(shù)X上的一個猶豫模糊集為X的一個猶豫模糊交換濾子,如果為X的一個猶豫模糊濾子,且滿足對任意x,y ∈ X, 有

設(shè)(xno,yno到(xto,yto)的距離為ρ,于是

由此可得:

當(dāng)板料由圓板拉入橢圓角模腔位置時,根據(jù)拉深前后表面積不變,得:

整理得:

由式(1)、式(4)、式(11)和式(12)便可計算得到板料拉至任意位置時,板料對橢圓角凹模的法向壓力q,由作用力互等,q也即橢圓角凹模對板料的厚向壓力。根據(jù)應(yīng)力分析,此處法向壓力使板料有減薄趨勢。q愈大,板料減薄趨勢愈嚴重。設(shè)a=6.5 mm,b=R=4.5 mm,Rp=20.4 mm,rp=6 mm,R0=57.5 mm,t=2 mm,按橢圓中心和圓中心分別按x軸負方向分別取x=1,2,3,4,5,6 mm,取得各切點位置坐標,并求出切點處橢圓角凹模法向壓力qe和圓角凹模法向壓力qc的大小,根據(jù)計算結(jié)果,采用圓角凹模時,沿水平至圓角下部的法向壓力的最大值qcmax為0.18 MPa,最小值qcmin為0.14 MPa;而采用橢圓角凹模時,沿水平至圓角下部的法向壓力最大值qemax為0.15 MPa,最小值qemin為0.057 MPa。圖3是拉深初始階段,凸模力P與橢圓角凹模板料受到拉深力pre和圓角凹模時板料受到拉深力prc的關(guān)系。圖3中:拉深時采用圓角凹模時,凸模力用Pc表示;拉深時采用橢圓凹模時,凸模力用Pe表示;板料拉深時,板料始終與凹模圓角處相切,凸模中心與圓角凹模拉深切點距離設(shè)為rc,凸模中心與橢圓角凹模拉深切點距離設(shè)為re,用γc和γe分別表示采用圓角凹模和橢圓角凹模時板料切線與拉深方向夾角。
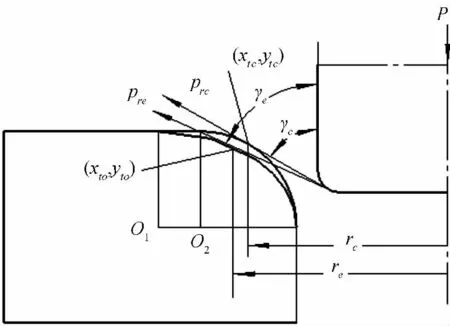
圖3 P與拉深力p r e和拉深力p r c的關(guān)系Fig.3 Relationship of resultant force P with drawing press p r c and p r e
由圖3可得:

綜合上述分析計算,橢圓角凹模拉深時,橢圓角凹模對板料的厚向壓力小于圓角凹模對板料的厚向壓力,拉深成任意時刻,橢圓角凹模拉深時產(chǎn)生的凸模上合力也小于圓角凹模拉深時凸模上合力。兩者的共同作用控制或抑制了板料的變薄,從而提高板料的承載能力。
2 有限元模擬及結(jié)果
2.1 有限元模型
根據(jù)給出模具參數(shù),選取材料08 Al,材料特性:彈性模量E為206.8 GPa,泊松比v為0.3,屈服極限σs為110.3 MPa,應(yīng)變強化因數(shù)K為537 MPa,硬化指數(shù)n為0.21,厚向異性因數(shù)r為1.8。設(shè)工件與模具之間的摩擦因數(shù)μ=0.1,壓邊力均取1 800 N,建立了圓角凹模有限元模型和橢圓角凹模有限元模型(圖4和圖5)。

圖4 圓角凹模有限元模型Fig.4 FEM model of die with circular shoulder

圖5 橢圓角凹模有限元模型Fig.5 FEM model of die with elliptic shoulder
2.2 成形性能評價標準
成形性能評價標準采用圖6的FLD成形極限示意圖[5],根據(jù)應(yīng)變點落在臨界狀態(tài)區(qū)A、安全區(qū)B、起皺區(qū)C,來確定成形件是否合格。如應(yīng)變點落在B處,則說明拉深件合格,是比較理想的;如應(yīng)變點落在D處,則說明還沒有充分利用板料的極限拉深能力。
2.3 結(jié)果分析
設(shè)模擬速度取ν=2 m/s,模擬結(jié)果見圖7和圖8。
從圖7和圖8看出,圓角凹模拉深至h=20 mm時有應(yīng)變點進入臨界區(qū),說明廢品率比較高;拉深至h=21 mm時應(yīng)變點進入破裂區(qū),說明拉深件報廢;而圓角凹模拉深至h=27 mm時應(yīng)變點都在拉裂安全成形曲線下方,說明拉深件沒有發(fā)生破裂,拉深件合格;到了拉深深度為h=28 mm時,才有應(yīng)變點進入臨界區(qū)。模擬結(jié)果顯示,橢圓角凹模與圓角凹模拉深相比能極大地提高極限成形能力。
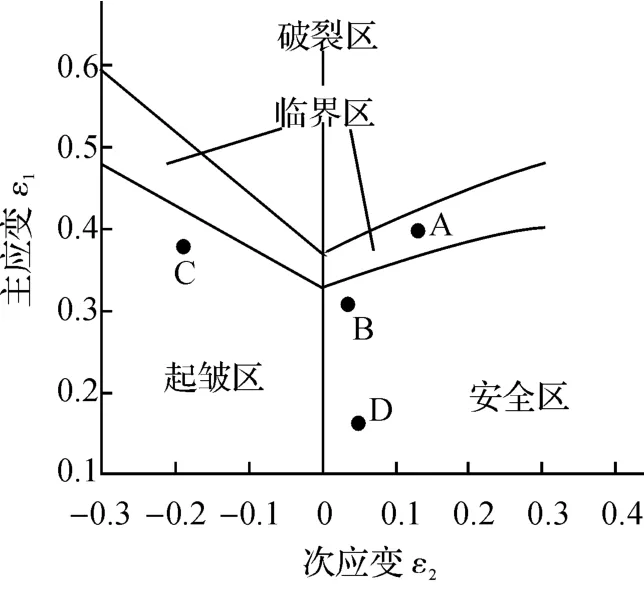
圖6 FLD成形極限示意圖Fig.6 FLD f or ming limited schematic diagram
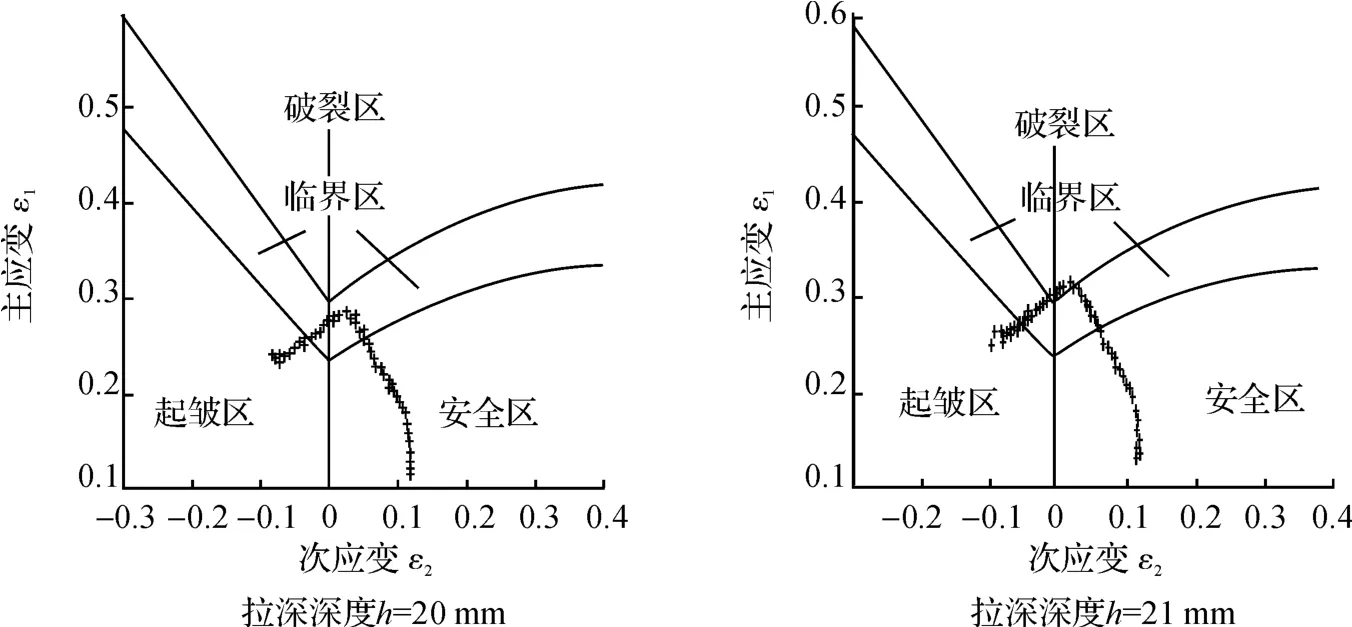
圖7 圓角凹模拉深FLD圖Fig.7 Drawing FLD of die wit h circular shoulder
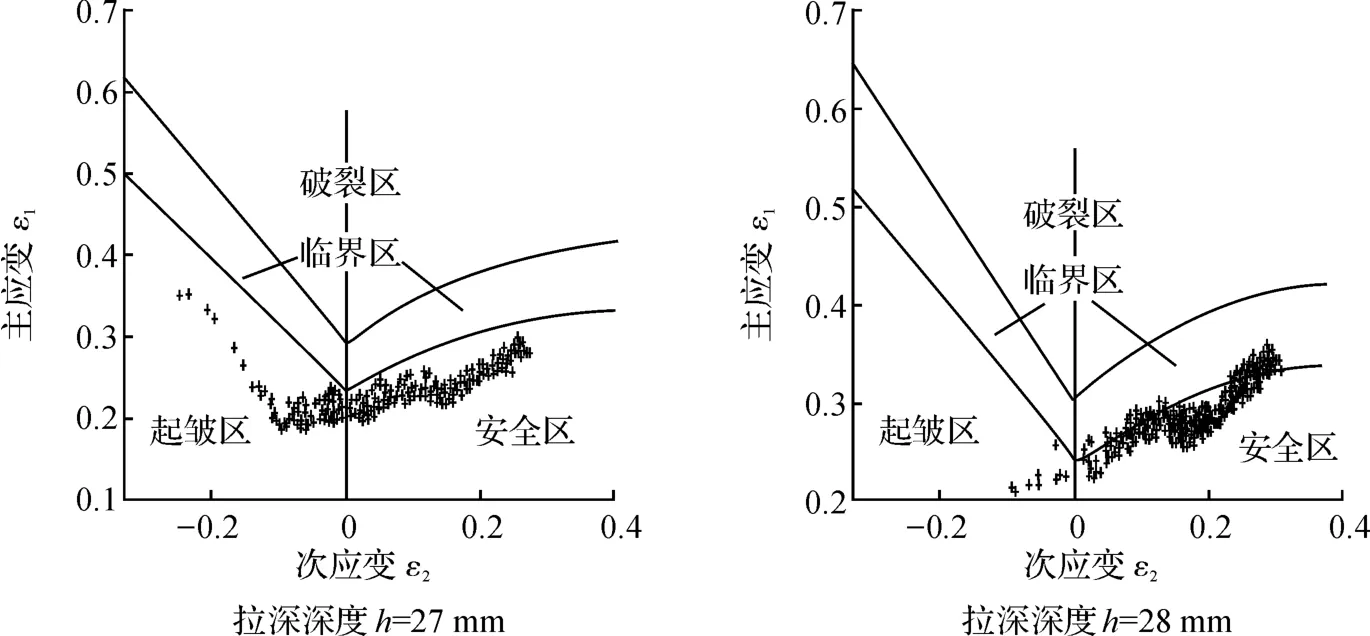
圖8 橢圓角凹模拉深FLD圖Fig.8 Drawing FLD of die with elliptic shoulder
圖9 是原采用圓角凹模(rd=3.5 mm)成形的某機械產(chǎn)品的水管接頭蓋,但大多數(shù)出現(xiàn)了裂縫,這是產(chǎn)品所不充許的。后將圓角凹模磨成橢圓角凹模(a=4.4 mm,b=3.5 mm,成形后就消除了裂縫(圖10),達到了產(chǎn)品生產(chǎn)的要求。
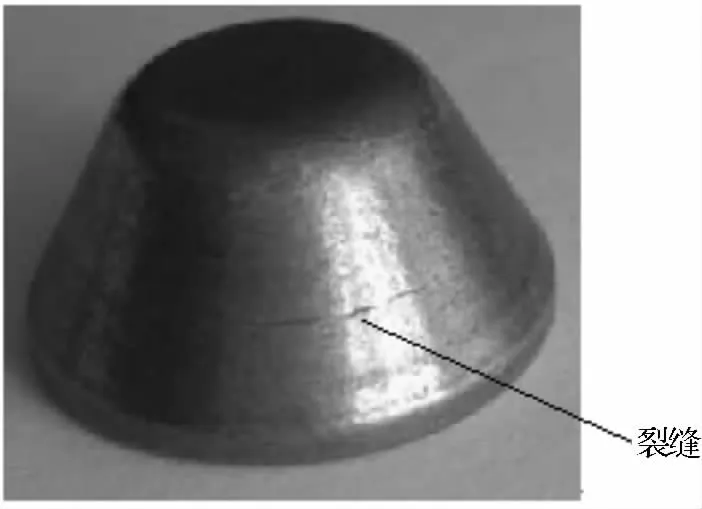
圖9 有裂縫水管接頭蓋Fig.9 Fitting cover of water pipe with a crack

圖10 無裂縫水管接頭蓋Fig.10 Fitting cover of water pipe with no crack
3 結(jié) 語
拉深時,板料流經(jīng)凹模橢圓角時,橢圓角凹模對板料厚向壓力遠小于圓角凹模,而板料厚向壓力的減小抑制了板料減薄趨勢,因而能提高板料的極限成形能力。
橢圓角凹模拉深時,拉深凸模上的合力也小于圓角凹模時凸模上合力。因此,能夠使提高凸模圓角上方危險斷面處的承載能力。
從加工性來說,加工成橢圓角凹模并不難,如是對于圓角凹模拉深不理想或者發(fā)生破裂時,可將圓角凹模在與板料流入模腔方向逆向加工成橢圓角凹模。因此,可方便于調(diào)整制造模具。
[1] 施于慶,李凌豐.壓邊力曲線對極限拉深高度的影響[J].塑性工程學(xué)報,2009,16(1):12-17.
[2] 施于慶.沖壓工藝及模具設(shè)計[M].杭州:浙江大學(xué)出版社,2012:159-161.
[3] 常素萍,李贊.帶凸緣高圓筒件一次拉深成形新工藝的數(shù)值分析[J].機械科學(xué)與技術(shù),2005,24(1):19-21.
[4] 徐秉業(yè).簡明彈塑性力學(xué)[M].北京:高等教育出版社,2011:186-188.
[5] 施于慶,李凌豐.帶工藝孔的板坯拉深新工藝有限元模擬[J].兵工學(xué)報,2009,30(7):967-972.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18