渤海油田油水井套管損壞原因分析及修復
2014-06-27 05:48:29李繼勇王萬鵬陳輝衛駿王玉龍中海油能源發展股份有限公司工程技術分公司天津300452
長江大學學報(自科版) 2014年22期
關鍵詞:變形
李繼勇,王萬鵬,陳輝 衛駿,王玉龍(中海油能源發展股份有限公司工程技術分公司,天津 300452)
董江波 (中石化河南石油工程有限公司井下作業公司,河南南陽 473172)
渤海油田油水井套管損壞原因分析及修復
李繼勇,王萬鵬,陳輝 衛駿,王玉龍(中海油能源發展股份有限公司工程技術分公司,天津 300452)
董江波 (中石化河南石油工程有限公司井下作業公司,河南南陽 473172)
套管是油氣井正常生產的重要保護屏障,套管腐蝕變形破損對油井的正常生產以及海洋生態環境都構成了較大的威脅。目前,渤海油田由于完井質量差、作業施工以及生產過程中對套管均造成了不同程度的損壞。總結了渤海油田油水井套管損壞的原因,并分析了錐形磨鞋修理點狀破損套管技術、銑鞋套銑修理條狀破裂套管技術、脹管器修理縮徑變形套管技術等,并結合QK18-2-P1井分析了套管修復的過程,為套損井的治理提供依據。
渤海油田;油水井;套管;損壞原因;修復
1 渤海油田套管損壞原因分析
1.1 完井質量差引起油層套管的損壞
1)鉆井完井不合格引起油層套管損壞。鉆完井下套管的質量不合格及下套管時絲扣未上滿﹑上斜、未涂密封脂等對套管的使用壽命有直接影響,嚴重時甚至試壓不合格[1]。QK18-2-P1井套管損壞主要就是由于完井質量差引起的,套管點狀破損多且集中。
2)固井質量問題導致套管損壞。固井質量差,局部井段水泥混漿。造成水泥環與套管固結不牢,是造成套管變形的直接原因。
1.2 作業施工對套管的損壞
1)大型防砂施工作業是造成油層套管損壞的主要原因。
2)重復射孔對油層套管的傷害。重復射孔造成的孔眼疊加降低了套管抗外力的強度。使得套管易發生斷裂﹑彎曲﹑甚至錯段。
3)磨銑、套銑施工對油層套管的損害。磨銑、套銑施工時,磨、套銑工具在一定鉆速﹑鉆壓作用下,磨鞋、銑鞋在落物魚頂上發生徑向位移,造成磨、套銑工具與油層套管內壁重復磨削,造成套管破損。
1.3 生產過程中對油層套管的傷害
1)注水過程泥巖蠕變造成套管傷害。現場套變井套變位置在射孔井段以上至20m范圍內的井占套變井的57%[2]。這個部位地層大部分是泥巖或粉砂質泥巖的混合層段,造成套變的主要原因是某一方向注入水引起粘土膨脹造成的。
2)對于出砂嚴重的油層,在防砂效果不明顯時。孔眼不完美或采液﹑注水強度過高也會對油層套管造成傷害。PL19-3-C15及PL19-3-C12井套管損壞主要由于注水強度過高造成套管彎曲變形。
2 套損井的修復技術
2.1 錐形磨鞋修理點狀破損套管技術
對于套管發生點狀破損的情況比較常見(見圖1),主要原因是套管徑向應力集中所致,同時還有套管質量、固井質量、地層應力變化以及井筒作業等綜合因素引起的[3]。針對這種點狀破損的情況,由于套管損壞程度不大,不會影響到外徑較小的油管在井內下入;只有當外徑較大且滿眼尺寸的工具下入才會發現,從而導致工具不能下到位,影響下步作業,如刮管器(見圖2)。
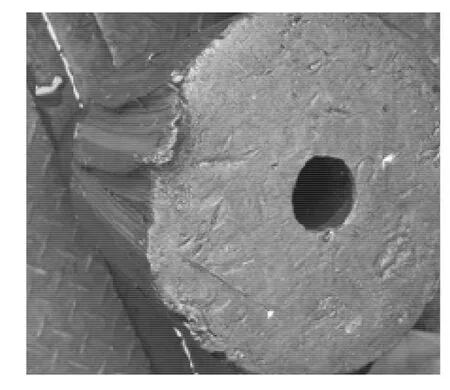
圖1 點狀破損套管鉛印圖

圖2 套管點狀破損導致刮管器不能通過
對于套管發生點狀破損的情況,常見的有點狀變形、破損、卷邊等變形。這種變形的套損修理,較為簡單,最適合的修理方法是錐形磨鞋修復。普通錐形磨鞋修理發生點狀破損的套管,由于錐形磨鞋的錐度較大,修理起來比較耗時,修理效果也不理想;同時由于普通錐形磨鞋的齒形為研磨齒,且沒有保徑或者保徑部位沒有鋪焊研磨齒,在這種條件下,修理破損點的過程中由于鉆壓、扭矩等參數不易控制,錐形磨鞋很容易通過套管破損點,但是上提鉆具時會遇卡。
為了解決普通錐形磨鞋修理發生點狀破損套管的局限性,筆者通過分析和調研,開發研制出了用于修理發生點狀破損套管的專用錐形磨鞋(見圖3)。改進主要體現在如下幾點:①減小了錐形磨鞋的錐度,加長了錐形部分的長度;②更換普通錐形磨鞋合金齒齒形,將普通錐形磨鞋的研磨齒更換為切削齒;③增加錐形磨鞋保徑部分長度;④在錐形磨鞋的保徑部分鋪焊研磨齒。通過對普通錐形磨鞋的改造,并成功的應用于現場作業,解決了普通錐形磨鞋修理點狀破損套管的局限性,節約了作業時間,為后續作業奠定了基礎。

圖3 改進后的錐形磨鞋
2.2 銑鞋套銑修理條狀破裂套管技術
對于套管發生條狀破裂變形的情況(見圖4),則不能用改進型錐形磨鞋修理,由于套管一旦發生條狀破裂,且破裂條已經向管內凹陷,在這種情況下,若用改進型錐形磨鞋修理,由于破裂條狀的套管存在彈性,在錐形磨鞋和鉆壓的作用下,破裂條狀內凹陷部分就會恢復原位,不能起到修復破裂部位的作用[4]。
相比錐形磨鞋,銑鞋是套銑和磨銑井下落物的專用工具。在修復套管作業中,對于條狀破裂而無法采用錐形磨鞋磨銑進行修復,銑鞋能起到很好的修復作用,將已經內凹陷的條狀破裂套管從破裂根部切斷,達到修復的目的。但是,若用常規的長城齒或鋸齒銑鞋修復發生條狀破裂變形的,則會由于銑鞋銑齒的水眼影響,銑鞋水眼部分和銑鞋切削齒在扭矩的作用下使已破裂的套管條狀部分產生撕裂,進一步造成套管更嚴重的破損[5]。
為了解決長城齒銑鞋和鋸齒銑鞋對修復套管的局限性,筆者選用波浪齒銑鞋或平底銑鞋,將銑鞋的切削齒更換為研磨差,這樣可以將已經內凹陷的條狀破裂套管從破裂根部切斷,達到修復的目的;然后再利用磨鞋等修理剩余毛刺。由于銑鞋不具有外齒,在修理套管過程中可以最大程度地避免對套管不必要的磨削等損傷,專門處理變形的部分。同時,銑鞋修套過程中一定要控制好鉆壓、扭矩等參數不至過大,才能取得較好的效果。
2.3 脹管器修理縮徑變形套管技術
脹管器是用來修理縮徑變形套管的專用工具。在套管縮徑但并未破裂的變形,采用脹管器有很好的效果。脹管器一般采用向下沖擊脹管的方法對套管進行修復,必要時結合旋轉下壓通井的方法。同銑鞋一樣,脹管器不具備外齒,在修復過程中不會對套管產生磨削損傷,可以保證在修復套管變形的前提下不造成套管破裂,做到真正的“無傷修套”。必要時,脹管器搭配錐形磨鞋通井能取得較好的效果。另外,脹管器的操作必須格外注意鉆壓的變化,密切關注同時分析套管的修復情況。

圖4 條狀破裂變形套管打印圖
3 QK18-2-P1井套管損壞修理實例
QK18-2-P1井是一口定向生產井,位于渤海西部海域,于2004年4月中旬完鉆投產,完井套管程序為:?20in×205.3m(K55)+?13 3/8 in×1245.21m(N80)+?9 5/8 in×2834.03m(13Cr L80)+?7in×3966m(13Cr L80),射孔段3520.4~3548.3m,3701.7~3863.9m。
2013年10月2日,P1井進行補孔前刮管作業時,下鉆至2489m遇阻,多次上下活動管柱無法通過,最大下壓4t未果。開泵反循環,排量25m3/h,泵壓2MPa,返出為清水,嘗試開泵狀態下多次上下活動管柱,最大下壓6t,每次上提均有最大2t的過提顯示,仍無法通過遇阻點。起鉆檢查刮管器本體及牙板有明顯磕痕。現場分析認為井下套管存在變形。
3.1 ?8 1/8 8 in錐形磨鞋修理套管
1)錐形磨鞋(見圖5)修理套管鉆具組合:?8 1/8 8 in錐形磨鞋+變扣(411×310)+?4 3/4 in震擊器+?3 1/8 2 in加重鉆桿9根+?3 1/8 2 in鉆桿。
2)緩慢下鉆至2487.64m遇阻,測上提/下放懸重:66t/30t。開泵正循環,排量25m3/h,泵壓1MPa,測正空轉扭矩3.5k N·m,下放管柱至遇阻位置啟動轉盤開始磨銑通井:排量25m3/h,泵壓1MPa,鉆壓0.5~3t,轉速60r/min,扭矩7.5~9.5k N·m,返出口放至強磁吸附較多鐵屑。
磨銑至井深2487.71m時,扭矩突然上漲至11k N·m,懸重恢復至66t;停轉盤,下放鉆具暢通,上提鉆具至2487.7m時管柱遇卡,最大過提20t無法解卡,下放鉆具遇阻3t后鉆具自由;繼續上提鉆具,震擊多次后解卡;重新下放鉆具,在2487.64m遇阻,最大下壓13t無法通過遇阻點。
調整磨銑參數,繼續磨銑,現象與上述情況相同,起鉆,錐形磨鞋兩側被磨平(見圖6)。

圖5 普通錐形磨鞋入井前
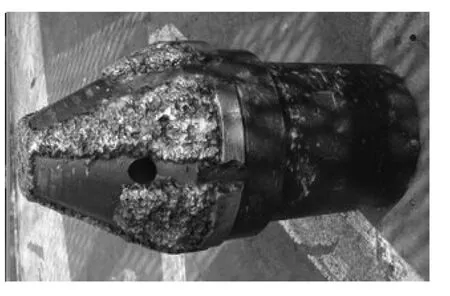
圖6 錐形磨鞋修套后
3.2 ?8 1/8 2 in改進型錐形磨鞋修理套管
1)?8 1/8 2 in改進型錐形磨鞋(見圖7)修理套管鉆具組合:?8 1/8 2 in改進型錐形磨鞋+變扣(411× 310)+?4 3/4 in震擊器+?3 1/8 2 in加重鉆桿9根+?3 1/8 2 in鉆桿。
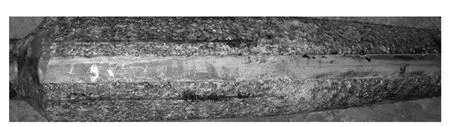
圖7 改進型錐形磨鞋磨銑后
2)下鉆至2487.64m遇阻,上下活動管柱無法通過,測上提/下放懸重:66t/30t。開泵正循環,排量25m3/h,泵壓1MPa,測正空轉扭矩3.5k N·m,下放管柱至遇阻位置啟動轉盤開始磨銑通井:排量25m3/h,泵壓1MPa,鉆壓0.5~3t,轉速60r/min,扭矩7.5~9.5k N·m,返出口放強磁吸附較多鐵屑。磨銑至2479.02m順利通過遇阻點,多次劃眼無遇阻現象。
3)下鉆至2480.50m遇阻,上下活動管柱無法通過,啟動轉盤緩慢下放管柱磨銑通井:排量25m3/h,泵壓1MPa,鉆壓0.5~1t,轉速55r/min,扭矩扭矩7.5~9.5k N·m,磨銑至2480.52m順利通過遇阻點,多次劃眼無遇阻現象。
4)下鉆至2486.43m遇阻,上下活動管柱無法通過,啟動轉盤緩慢下放管柱磨銑通井:排量25m3/h,泵壓1MPa,鉆壓0.5~1t,轉速55r/min,扭矩扭矩7.5~9.5k N·m;磨銑至井深2486.48m順利通過遇阻點,多次劃眼無遇阻現象。
5)下鉆通井至2490.61m遇阻,多次上下活動管柱無法通過,啟動轉盤緩慢下放管柱磨銑通井:排量25m3/h,泵壓1MPa,鉆壓0.5~1t,轉速57r/min,扭矩扭矩7.5~9.5k N·m,套銑至2490.63m順利通過遇阻點,多次劃眼無遇阻現象。
3.3 QK18-2-P1井套管修復結果
QK18-2-P1井進行機械整形后,對套管進行試壓2000psi×10min,合格(注:1psi=6894.757Pa)。套管修復成功,后續封隔器成功座封,井筒正常,作業順利開展。
4 結論
1)渤海油田套管損壞主要原因是完井質量差、作業施工損壞及生產過程損壞等,因結合具體情況,采取相應的預防措施。
2)針對不同套損情況應采取不同的修理工藝,在施工過程中要嚴格控制施工參數,根據不同井段、不同井深優化參數,可得到較好的效果。
[1]《海上油氣田完井手冊》編委會.海上油氣田完井手冊[M].北京:石油工業出版社,1998.
[2]張春軼,鄧洪軍.塔河油田油井套損現狀及主要影響因素[J].油氣田地面工程,2011,30(7):68-69.
[3]艾軍.淺析油水井管套損壞的原因與對策[J].江漢石油職工大學學報,2007,20(2):47-49.
[4]聶海光,王新河.油氣井井下作業修井工程[M].北京:石油工業出版社,2003.
[5]孫克濱.油田套損井治理配套技術探討[J].經營管理者,2013(6):364.
[編輯] 洪云飛
TE973
A
1673-1409(2014)22-0077-04
2014-04-13
李繼勇(1987-),男,助理工程師,現主要從事海上修井方面的研究工作。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36