車(chē)廂邊板冷彎成形生產(chǎn)線(xiàn)中點(diǎn)焊機(jī)的PLC程序控制
2014-06-29 02:31:56張紹芳薛麗菲程書(shū)仁
鍛壓裝備與制造技術(shù) 2014年1期
張紹芳,莊 峰,薛麗菲,程書(shū)仁
(濟(jì)南鑄造鍛壓機(jī)械研究所有限公司,山東 濟(jì)南 250022)
0 前言
冷彎成形是通過(guò)順序配置的多道次成形軋輥,把卷材、帶材等金屬板帶不斷地進(jìn)行橫向彎曲,以制成特定斷面的型材。近年來(lái),冷彎成形產(chǎn)品在汽車(chē)工業(yè)中得到了廣泛的應(yīng)用,而卡車(chē)的車(chē)廂邊板正是采用該工藝生產(chǎn)的。根據(jù)工藝要求,需要將型腔閉合處點(diǎn)焊,以加強(qiáng)牢固度。這條生產(chǎn)線(xiàn)由于特殊要求,需要PLC 配合編碼器以及光電開(kāi)關(guān)對(duì)點(diǎn)焊機(jī)進(jìn)行控制。
1 要求
點(diǎn)焊機(jī)采用兩端閉口處雙側(cè)雙點(diǎn)點(diǎn)焊焊接,即4臺(tái)焊機(jī)位于型材兩側(cè),相對(duì)的兩臺(tái)焊機(jī)同時(shí)動(dòng)作。要求焊接點(diǎn)距在 60mm~90mm 之間可設(shè)定,誤差在±5mm 之內(nèi),端部焊點(diǎn)距離端部約 30mm~35mm。該生產(chǎn)線(xiàn)采用在線(xiàn)預(yù)沖孔,即在帶料進(jìn)入成形機(jī)之前,根據(jù)工件的長(zhǎng)度用液壓機(jī)沖孔,作為剪切的工藝孔,這個(gè)工藝孔也確定了工件的端部。
點(diǎn)焊機(jī)由焊接小車(chē)、焊機(jī)、焊頭組成。焊接小車(chē)采用滾輪傳動(dòng),速度快,阻力小,被動(dòng)隨動(dòng),彈簧回程。焊機(jī)焊接時(shí),焊槍夾緊型材,焊機(jī)隨著型材運(yùn)動(dòng),焊完之后,焊槍抬起,焊機(jī)由彈簧拉回原位。
要求相鄰焊點(diǎn)間隙均勻、美觀;因工件長(zhǎng)度有多種不同規(guī)格,要求程序有通用性,不能僅僅適用于某些長(zhǎng)度規(guī)格。
2 問(wèn)題分析
對(duì)于點(diǎn)焊機(jī)的控制方式,主要有兩點(diǎn)要求:①需要對(duì)兩組焊機(jī)分別給出焊接命令,即如圖1 所示 A 焊槍、B 焊槍。在工件上,A 焊點(diǎn)和 B 焊點(diǎn)交替,以提高工作效率,相鄰兩個(gè) A 焊點(diǎn)間距為 2 倍點(diǎn)距 2L1如圖 2所示。A 焊機(jī)焊接的第一個(gè)點(diǎn)為a1,以此類(lèi)推第n 個(gè)點(diǎn)為an。②不同于以往單一步距的控制,這里要求端部焊點(diǎn)距離端部約30mm,找到端部之后,其余焊點(diǎn)按照單一的間距L1分布。
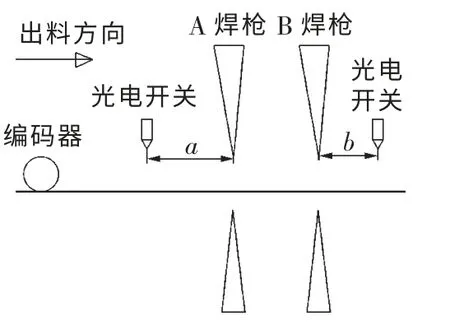
圖1 位置示意圖
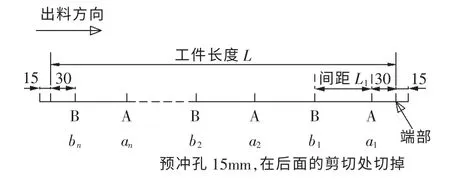
圖2 焊點(diǎn)分布圖
需要用到的傳感器是編碼器和光電開(kāi)關(guān)。如圖1 所示,在料上安裝檢測(cè)輪,檢測(cè)輪連接編碼器,用于采集料長(zhǎng)信號(hào)。在焊槍附近安裝光電開(kāi)關(guān),利用光電開(kāi)關(guān)尋找工藝孔,以此確定工件的端部。
3 解決方案
核心思想是分別找出A 組、B 組焊機(jī)的動(dòng)作條件,分別控制,互不影響。
程序分別為A 組、B 組焊機(jī)配置一個(gè)計(jì)數(shù)器,計(jì)數(shù)器信號(hào)來(lái)自編碼器,由各自光電開(kāi)關(guān)檢測(cè)到工藝孔后復(fù)位。A 焊槍的光電開(kāi)關(guān)安裝在A 之前距離為a(圖 1),當(dāng)工藝孔走到 A 焊槍位置,計(jì)數(shù)器記錄長(zhǎng)度為a;B 焊槍的光電開(kāi)關(guān)安裝在B 之后,距離為b。a、b 在實(shí)際測(cè)量后,在觸摸屏上寫(xiě)入,如圖3 所示。
圖3 為此處相關(guān)數(shù)據(jù)輸入和監(jiān)控的觸摸屏畫(huà)面,輸入工件長(zhǎng)度L 并設(shè)定間距,程序以此為依據(jù)計(jì)算出焊點(diǎn)總數(shù)2n 和實(shí)際間距L1。則a1的位置為30+a,b1的位置為 L1+30-b;a2=a1+2L1,b2=b1+2L1;an=a1+(n-1)×2L1,bn=b1+(n-1)×2L1。
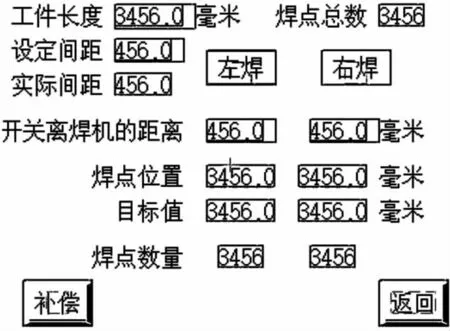
圖3 觸摸屏畫(huà)面
如此計(jì)算出每個(gè)焊點(diǎn)對(duì)應(yīng)的計(jì)數(shù)器的值,以此作為目標(biāo)值。當(dāng)計(jì)數(shù)器的值達(dá)到目標(biāo)值,就發(fā)出一個(gè)焊接指令,同時(shí),焊點(diǎn)數(shù)量加一,生成下一個(gè)目標(biāo)值。程序里的焊點(diǎn)數(shù)量是已焊接數(shù)量,在檢測(cè)到工藝孔時(shí)清零,即D298=0 時(shí),得到 a1的目標(biāo)值;a1焊點(diǎn)完成后,D298=1,得到 a2的目標(biāo)值;D298=n-1,得到 an的目標(biāo)值。
程序里用目標(biāo)值減去提前量得到一個(gè)提前目標(biāo)值,作為最終啟動(dòng)焊接的數(shù)據(jù)。這是因?yàn)楹笜尵嚯x型材有一段距離,焊機(jī)啟動(dòng)至焊槍夾住型材需要一段時(shí)間,而型材在運(yùn)動(dòng),焊點(diǎn)實(shí)際位置比啟動(dòng)焊接時(shí)的位置滯后,所以焊機(jī)要提前啟動(dòng)。
4 結(jié)束語(yǔ)
該程序具有很強(qiáng)的適應(yīng)性,對(duì)于工件長(zhǎng)度和間距的設(shè)定不作限制,依據(jù)檢測(cè)開(kāi)關(guān)和程序計(jì)算,完全實(shí)現(xiàn)了生產(chǎn)的自動(dòng)化。工件上的焊點(diǎn)間隙均勻、美觀,達(dá)到甚至超過(guò)合同要求。生產(chǎn)線(xiàn)實(shí)現(xiàn)了高效可靠的生產(chǎn),投入生產(chǎn)兩年多,用戶(hù)給予很高評(píng)價(jià)。
[1]楊毅勇,徐濟(jì)聲,等.包裝箱鋼條冷彎成形技術(shù)及設(shè)備[J].鍛壓裝備與制造技術(shù),2006,41(3).
[2]曲 杰,等.汽車(chē)縱梁冷彎成形設(shè)備電氣控制的設(shè)計(jì)與實(shí)現(xiàn)[J].鍛壓裝備與制造技術(shù),2008,43(1).
[3]羅 偉,鄧木生,編.PLC 與電氣控制[M].北京:中國(guó)電力出版社,2009.
