沖模失效分析與增壽措施探討
2014-07-01 09:32:42徐勝利王仙萌周娟利李春玲
鍛壓裝備與制造技術 2014年5期
徐勝利,王仙萌,周娟利,李春玲
(西安航空職業技術學院,陜西 西安710089)
1 引言
在機械、電子、交通運輸、家電等產品制造中,沖模占模具總量的65%~70%,沖模費用占沖壓件成本的10%~25%。而降低模具費用的有效手段是提高模具壽命。實踐表明,模具壽命提高10%,沖壓件成本下降3%~5%。因此,提高沖模壽命對降低生產成本,提高產品質量意義重大。
2 沖模失效形式分析
正常生產中,沖模的失效形式為磨損,而斷裂、變形和疲勞現象出現在沖模工作零件上也必然造成沖模失效。
(1)磨損失效:指模具工作零件與被沖材料之間相對摩擦運動產生損耗過大而失效,占沖模失效90%以上。主要表現為凸、凹模刃口處磨損、變鈍、刃口尖角變圓、局部塌陷及產生凹坑等。
模具工作過程都會出現磨損,如圖1 所示。①初期磨損是在沖裁過程中,被沖材料與模具刃口的沖擊使刃口部位壓力過大,造成卷刃變鈍;②正常磨損是刃口磨損到一定程度后,過大的集中壓應力逐漸減弱,刃口和材料之間以摩擦形式出現的磨損,此區域內磨損較為緩慢(模具壽命區);③過激磨損是在摩擦磨損達到疲勞極限,逐漸產生劇烈磨損的現象。在過激磨損區域,模具工作部位失穩不能正常工作,磨損的極限即沖模壽命。生產實踐表明,模具磨損失效與刃口磨損、沖壓件精度、毛刺高度的關系曲線如圖2、3、4 所示。
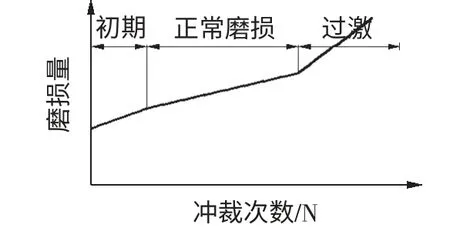
圖1 刃口沖裁次數磨損情況

圖2 模具刃口磨損曲線

圖3 沖壓件尺寸精度曲線
(2)斷裂失效:指模具在使用中突然出現開裂或破損而失效,占沖模失效5%以下。屬模具極端失效形式,易于造成安全事故。斷裂失效表現為刃口碎裂、蹦刃、啃剝,凸模折斷、凹模開裂等。模具設計和制造過程強度和韌性不足,是造成斷裂失效的主要因素。
(3)變形失效:指模具發生永久變形,造成模具失效破壞,占沖模失效3%以下。表現形式為刃口壓塌、壓凹和局部壓堆,凹模微彎下凹變形,模壁壓塌、壓扁等。造成變形失效原因是模具熱處理硬度低,淬火硬度不均勻、有軟點,沖壓力超過材料屈服強度等。
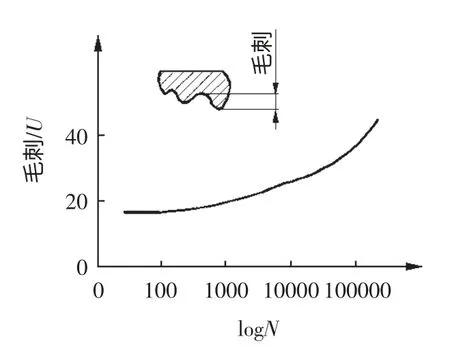
圖4 沖壓件毛刺高度曲線
(4)疲勞失效:指模具工作部位在交變應力作用下,內部微裂紋不斷生成、擴張,造成模具工作表面不能正常工作。如在反復交變應力作用下,模具表面的應力集中部位,工作零件的材料缺陷、加工裂紋、表面損傷都能出現疲勞裂紋。實際工況中,疲勞產生源很多,斷口形狀與脆斷類似,如果這些缺陷不能及時發現并加以解決,就會使模具出現疲勞失效。
3 增壽措施
3.1 合理選擇模具材料及表面強化技術
合理選擇沖模材料、熱處理工藝規范,是模具設計與制造過程中極其重要的內容,也是提高模具壽命的關鍵。優質模具材料必須具有高強度、高硬度、足夠的韌性、良好的耐磨性和抗粘著能力。在選用沖模材料時,只有根據不同的批量和生產方式及加工對象,才能獲得較大的經濟效益。對小件、小批量生產選用T10A、T12A;小件、大批量選用W18Cr4V、硬質合金;截面尺寸大、形狀復雜、中大批量可選用Cr12MoV、CrWMn、Cr12 或硬質合金鑲塊制造模具。
為了滿足沖模工作條件,延長使用壽命,提出采用表面強化新技術,提高沖模工作面及刃口耐磨性,并使模具工作面內部保持足夠強韌性。采用滲金屬或非金屬,氮化處理,使凸凹模表面化學成份發生變化,硬度提高、耐磨性增強,可大幅度提高沖模壽命。據學者G.Edenhofer 對W6Mo5Cr4V2 高速鋼沖孔凸凹模氮化處理經驗,在500℃溫度下進行10min 輝光離子氮化處理,在3mm 厚鍍鋅鋼板上沖?3mm孔,沖模刃磨壽命超過10 萬次。采用熱噴涂、鍍硬鉻、碳化鈦履層工藝,使凸凹模表面涂履耐磨層可有效提高沖模耐磨性。據學者J.Oldewurtel 用TiC 履層沖模經驗,中厚鋼板沖孔模壽命提高5~10 倍。
采用電火花強化技術,是通過火花放電作用,把YT15(或YT30)導電材料涂敷及滲透到模具零件表面,從而改變沖模工作表面物理和化學性能,模具壽命可提高3~5 倍。強化層在使用磨損后,還可重新進行強化。
3.2 合理設計模具結構
據統計,沖模失效原因中,設計和加工因素占到11%~13%,模具設計應保證足夠強度、剛度,保證間隙均勻,并保證精確對中。
3.2.1 沖裁間隙設計
沖裁間隙指凸、凹模刃口橫向尺寸差值。沖裁間隙不僅直接影響沖壓件質量,也是影響沖模壽命的主要因素之一。沖裁過程中,間隙過小,加劇模具磨損,沖裁后工件因彈復而緊箍在模具上,使卸料和推件困難,造成刃口側面磨損比端面磨損大,同時摩擦使凸、凹模溫度升高,金屬碎屑易于被吸附在刃口側面形成屑瘤,使凸、凹模出現蹦刃或脹裂現象。因此,間隙過小對模具壽命不利。而間隙太大,會增加凸、凹模端面邊緣應力集中,使壓應力急劇增加,刃口邊很快磨損。實驗表明,間隙在板厚2%以下時,凸模容易發生損壞,間隙在板厚6%以上時,沖壓件尺寸易超差。間隙在板厚4%~5%時,沖裁效果最佳。因此,沖模間隙必須控制在一個合適范圍內。
根據凸、凹模磨損分析,沖壓過程中凸模越磨越小,凹模越磨越大,沖裁間隙會不斷增大,設計模具時推薦取最小合理間隙。但是,實際生產中,由于模具制造誤差和裝配精度限制,凸、凹模之間的間隙不可能完全均勻分布,導致凸、凹模局部磨損嚴重。因此,在保證沖裁件質量前提下,設計時應采用盡量大的間隙值,一般選用最大和最小間隙之間的某個值作為模具初始間隙值。
3.2.2 凸、凹模結構設計
凸模強度和剛度會對模具壽命產生直接影響,細小凸模往往要通過增加保護套,縮短長度來提高凸模強度。形狀復雜的大型凸模及局部磨損嚴重的凸模可采用鑲拼結構提高模具壽命。沖制高強度、厚度大的材料時可以采用熱沖裁,以減小凸模所受沖擊力,實現保護凸模。對多凸模沖裁,凸模直徑相差較大,相距又很近,尺寸較小的凸模就容易受到材料的擠壓而產生橫向力的作用,造成失穩或折斷,把凸模布置成階梯式,各凸模端面不在同一平面上,小直徑凸模做得短些,以增加其剛度,提高模具壽命。
凹模設計時,對壁厚較薄的凹模,在滿足使用要求的前提下,可通過改變沖壓件結構來提高凹模強度,或用正裝式復合模代替倒裝式復合模來減小對凹模壁厚的限制。對形狀復雜、局部磨損嚴重、極容易產生應力集中開裂的凹模,可以采用鑲拼、組合式、加箍套結構,提高模具使用壽命。
3.2.3 細長凸模設計校核
沖裁過程中,在板料上沖制d≤2.5mm 圓孔,沖孔面積F≤5mm2非圓孔稱為沖小孔;當沖孔直徑小于或等于料厚即d≤t 時稱為沖深孔;當沖制孔距精度高于IT8 級,允差≤±0.01mm 時稱高精度沖孔。無論沖制何孔,沖模結構及尺寸設計都十分重要。通常對細長凸模設計加固結構并采用高精度彈壓卸料板導向模架。為合理選用模具材料,確定適宜的凸模長度,進行抗壓和抗彎強度校核是十分必要的。
由幾何學定理知:沖裁周長相等的孔型中,圓孔面積最大,故沖圓孔時凸、凹模受的平均壓應力最小;與圓孔面積相等的非圓孔,其沖裁周長都比圓孔大,沖模承受的沖裁力就大。最大沖裁力計算公式為:

式中,料厚t 已定,材料抗拉強度σb是常數,沖裁周長L 隨沖孔形狀及大小而變化,沖圓孔時L=πd,則

可見Pmax是沖孔直徑d 的一次方函數。
由沖裁凸模承載壓應力校核公式

有

式中:F——沖孔凸模斷面積,mm2。
從式(3)、(4)、(5)可知,選用許用應力[σ]大的材料凸模直徑d 可取小。而最大沖裁力Pmax是凸模最小直徑d 的二次方函數。
沖孔凸模許用最大自由長度Lmax是按照沖模結構類型及凸模承載受力狀況確定的,依據材料力學中壓桿穩定公式

式中:E——材料彈性模量,常數;
J——凸模截面最小慣性矩,圓形凸模J=πd4/64。
由式(6)可知,圓凸模臨界壓力Pk是沖孔直徑d的四次方函數。當軸向載荷P>Pk臨界壓力時,σ>σp(比例極限)會使壓桿產生縱向彎曲變形而折斷,而模具材料比例極限σp僅為抗拉強度σb的60%左右。分析可知,沖孔凸模產生縱向彎曲的臨界壓力Pk比沖孔實際沖裁力Pmax要小得多。而從式(6)可知Pk值又與凸模長度L 的平方成反比。綜上所述,沖孔凸模長徑比越大,越細長,越易縱彎失穩而折斷。為防止沖孔凸模縱彎折斷,可根據沖孔凸模形狀尺寸、孔的數量和分布等,對沖小孔、深孔和高精度孔設計不同的凸模加固裝置,以改變凸模受力狀態,增強其抗縱彎能力,提高模具壽命。
3.3 模具安裝、調試和保養
模具安裝、調試和使用保養,直接關系到模具壽命和產品質量,為保證沖壓生產正常進行,提高模具壽命和沖件質量,必須正確安裝、使用和維護模具。
沖模裝配要保證上、下模刃口間隙均勻,各零件配合符合設計要求,導向精確。模具閉合和開啟狀態位置正確。保證凸模刃口進入凹模深度控制在合理范圍內,減少模具磨損。
沖模在正常使用過程中,要定期或不定期維護保養,保持模具工作面清潔和潤滑好,及時更換易損件和修磨刃口塌陷,保證模具使用精度和延長使用壽命。
4 結束語
提高沖模使用壽命是一個復雜的綜合問題,是模具設計制造、使用過程中考慮的主要因素,也是模具行業的一個難題。本文從分析沖模失效形式入手,探討模具材料、設計、安裝調試和保養過程中延長沖模壽命的方法,供生產實踐參考借鑒。
[1]王德文,主編.提高模具壽命應用技術實例[M].北京:機械工業出版社,2004.
[2]馮軍偉,等.影響擠壓模具壽命的因素分析[J].鍛壓裝備與制造技術,2010,45(3):64-66.
[3]徐勝利,等.溫擠壓模具壽命影響因素分析及改進措施[J].鍛壓裝備與制造技術,2013,48(5):81-83.
