不同型砧下列車軸鍛件數值模擬研究
2014-12-16 07:17:38孫瑞環宋建麗杜詩文張亦工趙國棟
鍛壓裝備與制造技術 2014年5期
關鍵詞:有限元
孫瑞環,宋建麗,杜詩文,張亦工,趙國棟
(1.太原科技大學,山西 太原 030024;2.太原重工股份有限公司 技術中心,山西 太原 030024)
0 引言
車軸作為火車行走部分的重要部件,其產量和質量直接影響著鐵路生產力的發展。使用快鍛機鍛造車軸生產過程包括倒棱、滾圓、成形等基本工步,其中倒棱滾圓作為初始鍛造工步,兼有傳統工藝的拔長作用,是改善鍛件性能的重要部分[1]。眾多研究表明,影響鍛件質量的因素包括三個方面:①鍛坯的形狀尺寸;②工藝參數;③砧子的形狀和尺寸。在諸因素中,砧子形狀和尺寸的影響最為明顯,是其他因素所不能替代的[2]。選擇合理的砧子形狀和尺寸不僅能顯著提高拔長效果,而且易于在實際生產中應用掌握。本文利用有限元軟件DEFORM對不同形狀砧子的方坯倒棱滾圓過程進行數值模擬,比較它們在鍛件心部產生的變形和應力,以選擇一種最佳砧型。
1 有限元模型建立
選取列車用RD4型車軸作為模擬對象,初始建立的方形截面毛坯尺寸230mm×230mm,運用四面體單元對其進行離散,模擬材料模型由鐵道車軸生產用50鋼通過實驗測得。上下砧由于變形量很小,在模擬中設置為剛體。方柱網格如圖1所示。
圓弧砧的整形段長度為240mm,即砧寬為240mm;平砧砧寬240mm;單砧壓下率均為20%,圓弧砧的相對送進量為0.6,平砧相對進給量為0.8[3]。模型中型砧材料均為H13,并設置為剛體,鍛造過程中不發生變形。為分析不同型砧對工件倒棱過程中應力應變壓實效果的影響。這兩種砧子的初始有限元模型見圖2。初始有限元模型的主要參數見表1。
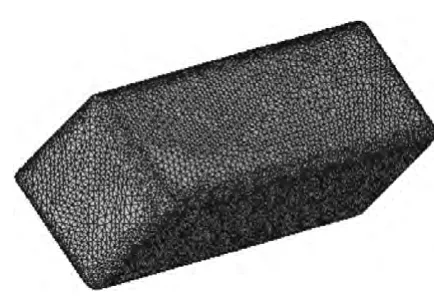
圖1 鍛件坯料網格模型

圖2 不同型砧有限元模型
表1 初始有限元模型主要參數
2 模擬結果分析與比較
2.1 倒棱過程應力應變分析
鍛造過程中鍛件心部的應力應變狀況是決定鍛件質量的重要指標。在鍛造過程中應保證鍛件內部應變盡量大,且在心部不存在拉應力[4]。選取距鍛件端面450mm的一截面,分別對不同型砧壓下過程中該截面中心點的應力應變狀態進行分析和比較。
圖3為倒棱過程截面中心點應力情況比較。其中(a)為初始壓下中心點橫向應力情況,(b)為翻轉90°壓下中心點橫向應力。從圖中可看出,平砧鍛造過程中大于5%壓下率始終存在橫向拉應力,如果較大的壓下率心部可能產生裂紋,而采用圓弧砧當壓下率大于10%,拉應力逐漸減小,轉換成壓應力,并且隨壓下率的增大而增大,心部橫向應力基本全是壓應力,良好的應力狀態,有利于鍛件心部缺陷的愈合。
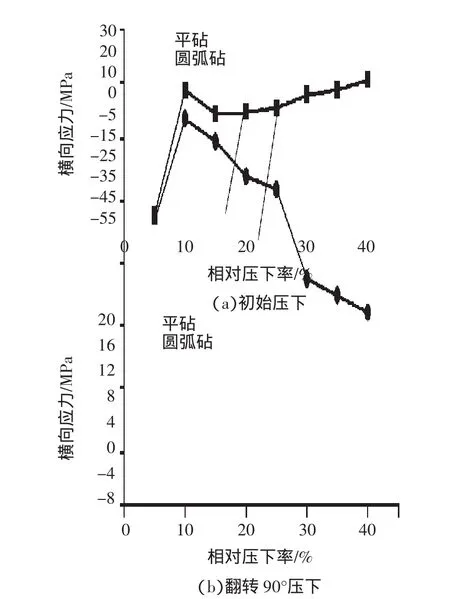
圖3 截面中心點橫向應力比較
綜合鍛件橫縱徑向的應力狀態及生產效率,鍛件取20%的壓下率。采用20%壓下率,相對進給量0.6的工藝。如圖4為鍛件滾圓后的應變狀態分布圖。可看出,平砧滾圓后心部的等效應變較小,但也達到了1.37。而圓弧砧滾圓后心部等效應變達到了1.57,并且較大的等效應變在次表層也比較集中。較大的等效應變有利于鍛件缺陷的愈合。根據應力應變狀態,圓弧砧鍛造車軸倒棱滾圓時,鍛件心部能夠獲得較大等效應變及較好的應力狀態,鍛造效果較平砧更好。圓弧砧心部變形比較大,整體應變量更加均勻,更容易鍛透組織,提高鍛件的鍛透性。鍛件的機械性能隨鍛透性的增加而增加[5-7]。
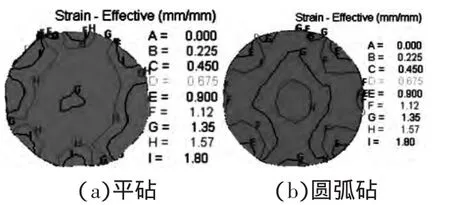
圖4 滾圓結束后鍛件截面等效應變分布圖
2.2 滾圓后尺寸精度分析
圓弧砧與平砧倒棱結束后得到近似八棱柱,滾圓時為了壓遍所有的側棱,需要翻轉4次壓下,翻轉角度為45°。為了比較這兩種砧型滾圓效果與尺寸精度,在鍛件截面圓周上均勻選取12個點,對滾圓后的每一個點處的半徑值進行分析和比較。
從圖5可看出,圓弧砧滾圓后各點的半徑值在理想值106附近浮動,最大值106.7mm,最小值105.6mm,方差為0.3398,而平砧很明顯可見其各點的半徑值均大于理想值106mm,最大值為107.59mm,最小值106.1mm,方差0.5114;平均值直徑為212.3mm,而平砧倒棱滾圓后鍛件的平均直徑與理想直徑相比,平砧的增加了1%,測試點中4個點超出理想值1.42%。超出要求的最大值1.18mm,最大與最小直徑相差2.98mm,圓度不佳,需要增加工序進一步滾圓。總之,從圓度與尺寸精度考慮,圓弧砧倒棱滾圓效果較好。
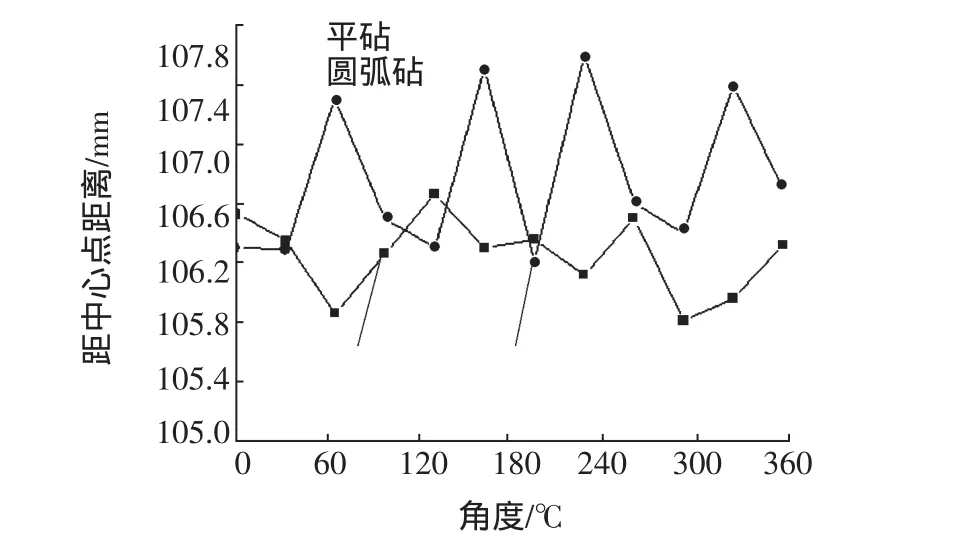
圖5 兩種砧型滾圓后截面各點半徑
3 結論
利用有限元軟件對平砧與圓弧砧的倒棱滾圓工藝進行模擬。通過比較和分析得出以下結論:
(1)采用圓弧砧倒棱壓下率大于10%,鍛件心部拉應力一直減小,拉應力逐漸轉變為壓應力,并且隨著壓下率的增加而增加。而平砧當壓下率達到10%以后,拉應力一直存在,這對鍛件心部的缺陷愈合非常不利,容易產生心部裂紋。
(2)滾圓后的應變結果表明,采用圓弧砧倒棱滾圓后在鍛件內部得到較大的等效應變,而且應變分布比較均勻,能夠提高鍛透性。較大的變形量能更好地愈合內部缺陷。
(3)從圓度與尺寸精度分析,圓弧砧倒棱滾圓得到的鍛件圓周上各點半徑方差小于平砧,半徑值的浮動較小,圓度較好。各個點半徑值也都在理想值106mm附近較小浮動,滿足了精度要求;而平砧得到的鍛件精度圓度方面都不如圓弧砧。
[1] 呂 炎,等.非對稱拔長最佳工藝參數的研究[J].哈爾濱工業大學科學研究報告,1982,11.
[2] 呂 炎,等.大型鍛件非對稱拔長工藝的有限元分析[J].金屬科學與工藝,1985,4(9).
[3] 付 強.大型軸類鍛件鍛造過程的數值模擬研究[D].上海交通大學碩士學位論文,西安:2008.
[4] 王雷剛,劉助柏,黃 瑤.平砧倒棱方柱體的數值模擬研究[J].塑性工程學報,2001,8(4):6-8.
[5] 周旭東,戴曉瓏,王國宜,等.基于剛塑性有限元的GFM精鍛鍛透性仿真[J].河南科技大學學報,2006,27(2):1-3.
[6] Choi S K,Chun M S.Optimizat ion of open dieforging of round shapes using FEM analysis[J].Journal of Mat erial Processing T echnology 2006,172,88-95.
[7]Dr.Leonid Konev.采用四錘頭液壓機制造鐵路列車軸鍛件的成套設備[J].鍛壓裝備與制造技術,2004,39(6).
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
