西門子802D sl自定義界面在數控轉塔沖床上的應用
2014-12-16 07:17:38蔡曉敏劉永寬
鍛壓裝備與制造技術 2014年5期
蔡曉敏,劉永寬,王 亮
(江蘇揚力數控機床有限公司,江蘇 揚州 225009)
0 引言
數控轉塔沖床具有沖壓、滾筋、壓印等功能,在金屬鈑金加工行業占有重要地位。西門子率先在中國市場推出全球領先的創新產品SINUMERIK802D sl(solution line),配備了新一代SINAMICS S120驅動系統,具有強大而豐富的適合沖壓應用的功能,如沖壓圖形仿真、夾鉗保護等功能,使其成為沖壓應用的理想選擇。
1 自定義界面開發的意義
數控沖床的轉塔上有多個模具工位,常用的有24個、30個、32個或40個工位,根據模具尺寸分為4 種類型:A(1.6mm~12.7mm)、B(12.7mm~31.8mm)、C(31.8mm~50.8mm)、D(50.8mm~88.9mm)。此前,同一塊板材、不同模具的預壓點位置、下死點位置、下死點停頓時間和伺服沖頭的速度都是一樣的,這就產生一些問題:①由于C、D工位模具高度(209mm)比A、B工位(208mm)高,如果預壓點位置一樣,可能導致C、D工位模具離板料高度過低,出現壓料、脫料等加工問題;若把預壓點位置加高,會影響整體加工速度,降低加工效率。②下死點停頓時間用于壓型等復雜加工,在加工子程序中修改下死點停頓時間很不方便,容易出錯。
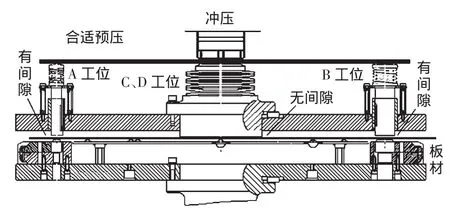
圖1 機床預壓狀態
因此,開發模具參數界面,根據不同的模具來選用不同的預壓點位置、下死點位置等參數,使機床操作更加直觀、方便,保證機床可靠性,提高加工效率。
2 自定義界面開發基礎
802D sl系統沒有用于設置預壓點位置、下死點位置等模具參數的界面,但它提供了基于XML的腳本語言用于創建用戶對話框。該腳本語言可以在HMI上的操作區<CUSTOM>中顯示機床專用菜單和對話框窗口。已定義的XML指令可以顯示對話框并提供軟鍵、讀取/寫入NC變量、PLC變量、用戶變量等功能。
另外802D sl系統提供了可保持的PLC數據區V14000000~V14000323,可將預壓點位置、下死點位置等模具參數保存在此PLC變量中,也方便PLC程序使用這些參數。
為進行自定義界面設計,需配置“制造商驅動器”目錄內的下列文件,如表1所示。
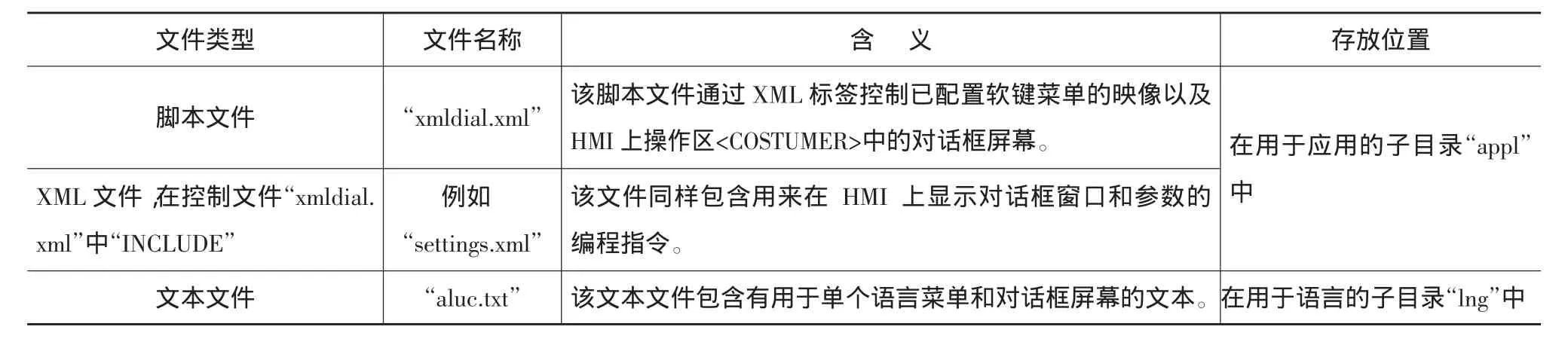
表1 文件配置目錄
3 操作界面設計
總體設計方案:構建兩級界面,當按下機床操作面板上的<CUSTOM>鍵時,登入界面顯示當前沖頭的實際參數,按水平軟鍵2,就進入模具參數設定界面;按水平軟鍵3,進入速度參數設定界面。
“xmldial.xml”文件是二次開發界面的入口,一旦制造商驅動器子目錄中有了用于應用的腳本文件“xmldial.xml”,用戶就可以在操作區<CUSTOM>中啟動用戶對話框,名稱“main”用來定義登入界面,softkey定義軟鍵的特性與反應。
<DialogGui>
<menu name="MAIN"> <!—定義登入菜單-->
<OPEN_FORM name="Actval"/> <!—登入畫面的名稱-->
<softkey POSITION="2"> <!—切換畫面的水平軟鍵2-->
<navigation>Page_1</navigation> <! —切換畫面的名稱 -->
</softkey>
</menu>
<?include src="f:applPage_1.xml"?> <! —切換畫面的配置文件 -->
</DialogGui>
3.1 沖頭實際參數顯示界面設計
界面實現的功能:實時顯示加工運行過程中正在使用的沖頭實際工藝參數,如模具號、預壓點位置、下死點位置等。
CONTROL(控制)標簽用來創建控制單元,其用法如:
<control name="edit"xpos="300"ypos="70"width="100"fieldtype="readonly"refvar="plc/VD25002000"/>
xpos、ypos 定義顯示的位置;fidetype="readonly"定義只讀屬性,只顯示參考變量的值,不可修改;refvar連接參考變量PLC VD25002000的值,此PLC變量存放使用的模具號。要想實時顯示,就要在定時器中不斷刷新,設update_controls type="true",不斷從參考變量讀取數據并復制到控制單元中。同樣,將換模位置、預壓點位置等參數存放在PLC中,用CONTROL標簽顯示,界面效果如圖2所示。
3.2 模具參數設定和速度參數設定界面設計
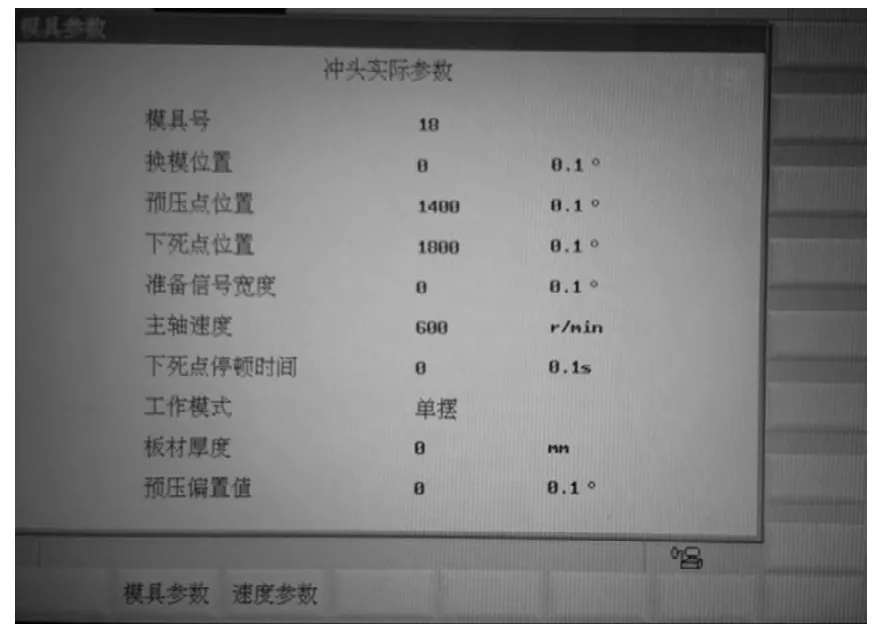
圖2 沖頭實際參數界面
模具參數用于設定模具預壓點位置、下死點位置、下死點停頓時間、模具形狀與尺寸并實時保存,速度參數用于根據不同類型的工位設定主軸速度并實時保存。將數據存于PLC變量中,文字存于文本文檔中,仍使用CONTROL標簽用來創建控制單元,但要把 hotlink(熱連接)設為“TRUE(真)”,這樣參考變量修改后會自動更新到PLC變量和文本文檔中。界面效果如圖3、4所示。
設置后,數控加工程序運行過程中,PLC會根據使用的模具號把相應的預壓點位置、下死點位置、下死點停頓時間和速度參數傳給伺服驅動,實現差異化沖壓,加快沖壓速度,減小沖壓噪聲。
3.3 語言文本
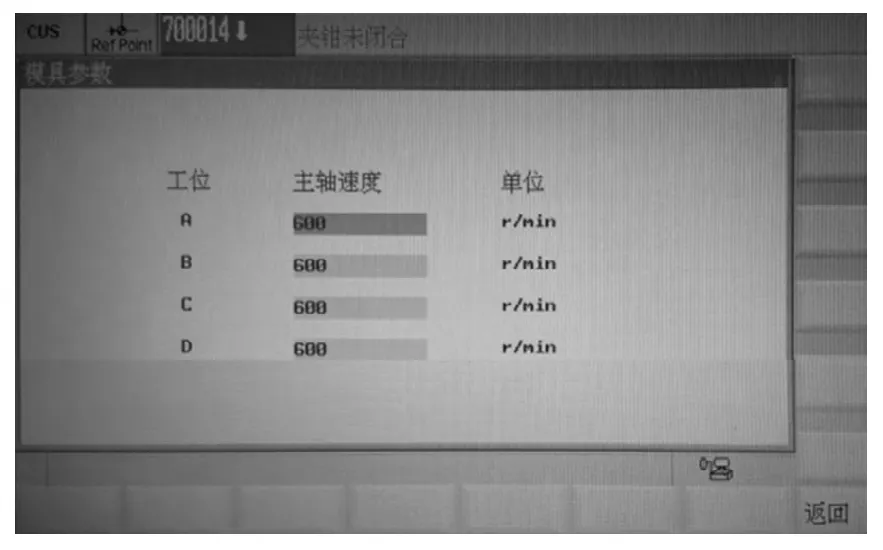
圖4 速度參數設定界面
使用和語言相關的文本,軟鍵標記、標題、輔助文本及其他任意文本保存在文本文件aluc.txt中,文本定義格式跟報警文本類似,但地址從85000開始。
85000 0 0 "模具參數"
85001 0 0 "沖頭實際參數"
85002 0 0 "模具號"
所有對話框窗口的構成都與語言無關,系統會從語言數據庫中讀取待顯示的文本。
4 界面應用效果
經過兩個月的反復調試使用,自定義界面已成功應用于我公司數控轉塔沖床,用戶普遍反映機床操作上更方便、快捷,簡化了編程,整體加工效率得到提高。
[1] 西門子公司.車削、銑削、磨削和步沖操作說明.2009-06.
[2] 西門子公司.SINUMERIK 802D solution line簡明調試手冊.2008-02.
[3]高 峰.西門子OEM軟件在數控凸輪軸磨床上的開發與應用[J].制造技術與機床,2006,(10).
[4] 劉永寬,陳 東,等.C軸同步控制在數控轉塔沖床上的應用[J].鍛壓裝備與制造技術,2011,(5).
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
甘肅教育(2020年8期)2020-06-11 06:10:02
制造技術與機床(2019年10期)2019-10-26 02:48:08
電子制作(2018年18期)2018-11-14 01:48:06
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
小學教學參考(2015年20期)2016-01-15 08:44:38
人間(2015年20期)2016-01-04 12:47:10
