液硫罐頂廢氣處理技術
2014-07-10 11:48:57崔文鵬劉亞龍尹滌非于紅麗孟令華
河南化工 2014年12期
徐 曼,崔文鵬,劉亞龍,尹滌非,于紅麗,孟令華,付 崗
(1.中原油田分公司,河南濮陽 457001;2.中原油田天然氣處理廠,河南濮陽 457162)
液硫罐頂廢氣處理技術
徐 曼1,崔文鵬2,劉亞龍2,尹滌非2,于紅麗2,孟令華2,付 崗2
(1.中原油田分公司,河南濮陽 457001;2.中原油田天然氣處理廠,河南濮陽 457162)
采用堿液吸收法處理凈化液硫罐頂逸散廢氣,使廢氣中硫化氫平均濃度由2000 mg/m3降至10 mg/m3以下,排放速率<0.33 kg/h,符合國家《惡臭污染物排放標準》,消除了危害職工身體健康因素。
堿液吸收法;廢氣處理;液硫罐區;硫化氫
0 引言
國內某天然氣凈化廠有10臺罐頂配備4個DN150對空排氣口的5 000 m3液硫儲罐。液硫儲存溫度110~140℃,儲罐液硫進料量175~250 t/ h,體積約為97~140 m3/h。日常生產時罐頂排氣口有含硫化氫和硫蒸氣的廢氣逸出,其中硫化氫濃度高達2 000mg/m3。多次造成控制室電腦卡件、攝像頭等設備腐蝕損壞,嚴重影響職工的身體健康。同時,該廠地處大巴山區,空氣濕度較大,逸散的罐頂廢氣對生產運行設備外表面造成腐蝕。
針對現場情況,結合國內含硫廢氣處理工藝技術方法,選取堿液吸收技術路線。該技術將逸散廢氣中的硫化氫與堿液進行化學反應脫除硫化氫,具有吸收效率高,操作簡便等優勢。經改造后,現場檢測到硫化氫濃度為0.5 mg/m3,符合國家標準。
1 堿液吸收法工藝原理
液硫儲罐頂逸散廢氣主要組分為硫化氫、硫蒸氣和氮氣。其中硫化氫的排放濃度2 000mg/m3,硫蒸氣的濃度以其飽和蒸氣壓計算,逸散廢氣的組成如表1所示。硫蒸氣具有凝華性質,可采用水洗塔方式進行脫除,硫化氫與堿液化學反應直接吸收脫除。反應式如下:
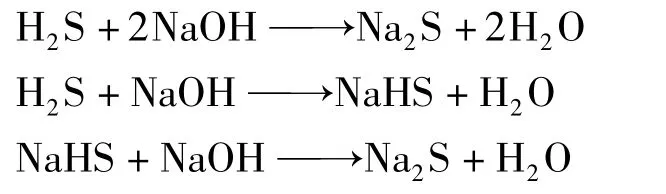

表1 液硫罐頂排放廢氣污染物組成 mg/m3
2 堿液吸收法工藝流程
2.1 廢氣引出流程
液硫儲罐均為常壓罐,罐頂設有4個DN150通大氣的排放口。采用液環真空泵將廢氣引出,因此選擇其中一個作為廢氣的引出口,一個作為補氮口(以防罐內癟罐),其它2個排氣管用盲板封死,確保罐內操作壓力1.2 kPa。廢氣為150℃,采用0.4 MPa、180℃的蒸汽夾套伴熱,以防廢氣中的硫蒸氣堵塞管道。
在廢氣引出匯管上設液流收集罐,以收集廢氣抽出夾帶的液硫,避免液硫在后續工藝中堵塞管道。同時為了避免大罐體內超壓,設硫封罐2座(1用1備),當液硫儲罐超壓后破封使廢氣逸出,起到保護液硫儲罐的作用,硫封壓力設為1.3 kPa,見圖1。
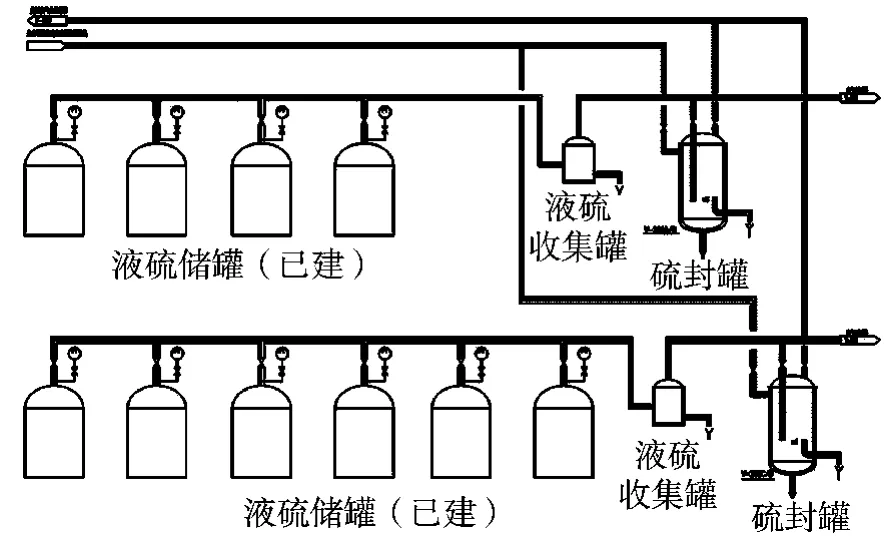
圖1 堿液吸收方案廢氣收集工藝流程圖
2.2 硫蒸氣處理流程
硫蒸氣處理采用水洗冷卻法。引出的廢氣經水洗塔中部斜插45°進入,塔頂設三段噴淋,噴淋液主要為水。廢氣在塔內與35℃的水接觸后迅速形成絮狀的硫晶體后懸浮在塔下部的溶液中,處理完的廢氣溫度控制在40℃左右從塔的頂部逸出,塔內操作壓力控制在0.5 kPa。
水洗塔底部含有硫粉的酸性溶液經硫粉過濾器進行捕集溶液中的硫粉。捕集完硫粉的酸性水溶液通過泵循環至水冷塔頂部作為噴淋液,實現噴淋液的循環利用。同時根據需要,間歇向噴淋液加注定量的堿液以中和水中溶解的微量H2S,生成的堿渣與硫粉一同排出。
捕集的硫粉大部分沉積在濾芯的表面,一定時間后需對過濾器中的硫粉進行收集。收集過程中切換至備用的過濾器,以保證裝置的不停產。同時采用離心泵將過濾器中的酸性水溶液打入水洗塔,關閉所有閥門,采用備用的液環真空泵進行抽真空,抽干水分。后打開放空閥,用壓縮空氣吹洗濾芯,將硫粉從濾芯表面吹落下來,后打開底部的快開盲板采用人工收集硫粉。
此外,為了避免水溫的升高,造成后續堿液吸收中水的蒸發,在塔的下部設冷卻盤管,控制塔內溫度在40℃左右。同時對塔的下部設液位控制,與進入塔內的新鮮水聯鎖,確保冷卻盤管浸沒在液體中。
2.3 硫化氫吸收流程
經處理硫蒸氣后的廢氣主要含硫化氫,在脫硫反應器中采用過量的10%堿液吸收。廢氣經脫硫反應器底部引入,反應后由液環真空泵經反應器頂部抽出,引至放散管排放。10%的堿液由槽車經脫硫劑泵打入堿液儲罐內。在反應器中生成的堿渣(主要含Na2S)經泵送至堿渣儲罐儲存,一定時間采用氮氣壓送至槽車拉運集中處理。硫蒸汽處理和硫化氫吸收部分流程如圖2所示。
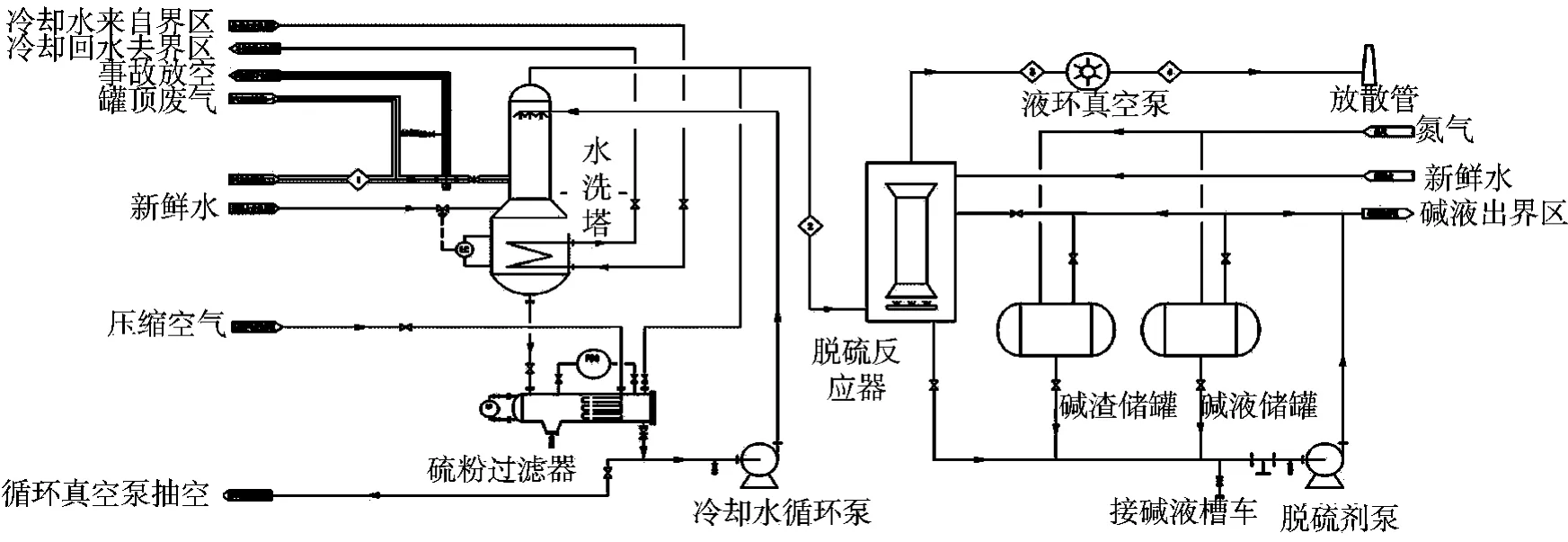
圖2 硫蒸汽處理和硫化氫吸收部分流程
3 現場運行情況及結論
現場改造后,裝置運行良好,放散氣中硫化氫平均濃度<10 mg/m3,排放速率<0.33 kg/h,符合國家《惡臭污染物排放標準》,具體監測數值見圖3。
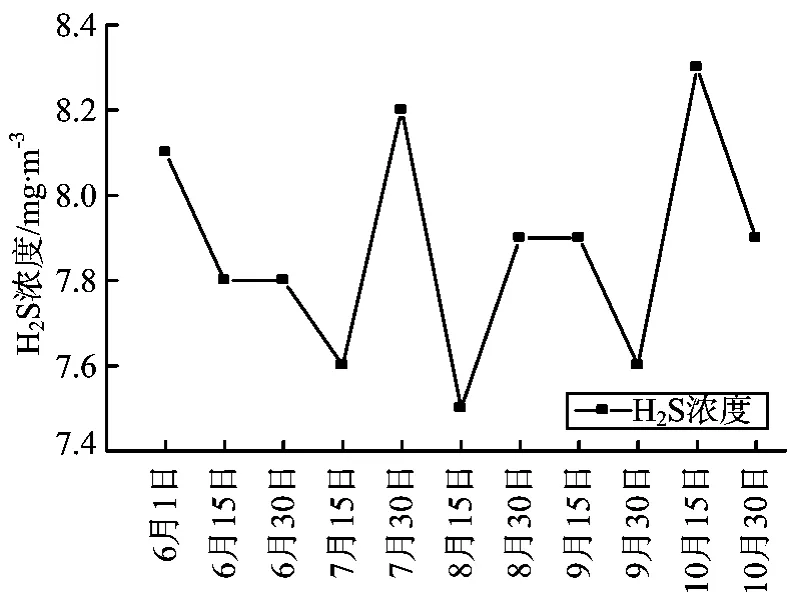
圖3 放散氣中硫化氫濃度
液硫罐頂逸散廢氣采用堿液吸收法處理凈化,消除了影響職工的身體健康因素,減少了污染氣體排放,降低了設備腐蝕。
[1] 郭兵兵,劉 璐,劉忠生,等.煉油企業儲罐排放氣綜合治理及回收技術[J].安全、健康和環境,2012,25 (8):31-33.
[2] 劉忠生,方向晨,戴文軍.煉油廠惡臭污染及其控制技術[J].當代化工,2005(4):217-220.
[3] 王 剛.煉油惡臭污染治理技術在中國石化天津分公司的應用實例[J].化工環保,2014(3):8-12.
[4] 郭兵兵,劉 璐,劉忠生,等.低溫油品吸收法儲罐呼吸氣綜合治理及回收技術[J].當代化工,2012(7): 725-727.
X701
B
1003-3467(2014)12-0053-02
2014-10-17
徐 曼(1977-),女,工程師,從事煉油化工技術管理,電話:(0393)4817785。