2000鋁箔軋機工作輥推力軸承的失效分析
2014-07-21 09:35:18李雪飛徐芳張闐
軸承 2014年12期
李雪飛,徐芳,張闐
(1.河南科技大學 a.車輛與交通工程學院;b.機電工程學院,河南 洛陽 471003;2.洛陽軸承研究所有限公司,河南 洛陽 471039)
國內某鋁箔廠近期頻繁發生鋁箔軋機工作輥推力軸承過早失效事故。該軋機設計速度為1 200 m/min,但當軋制速度達到800 m/min后,工作輥推力軸承(四點接觸球軸承)發熱,出現振動和異常聲,檢修發現推力軸承內圈、鋼球出現麻點、剝落,甚至有的鋼球出現嚴重磨損變形。通過檢查軋機潤滑系統、調整軸承安裝軸向間隙、更換軸承等多種手段均未能解決問題,多數軸承壽命維持在5~10天,個別軸承僅為1~2天,頻繁停產檢修對廠家造成了很大的經濟損失。
由于鋁箔加工時軋制力相對軋鋼要小得多,工作輥直徑較小,軸承空間受限,同時鋁箔軋機軋制速度和精度要求較高,因此與軋鋼的板帶軋機相比,鋁箔軋機工作輥軸承過早失效的問題更加突出,已成為鋁加工行業普遍問題。因此急需分析工作輥軸承損壞的原因,從而找到解決問題的辦法。
1 工作輥軸承的配置形式
該鋁箔軋機工作輥軸承配置形式如圖1所示,采用四列圓柱滾子軸承和四點接觸球軸承組合的配置形式。其中四列圓柱滾子軸承承受徑向力;四點接觸球軸承作為推力軸承承受軸向力,其外圈與軸承座內孔有0.5 mm左右的間隙,保證不承受徑向力。與采用四列圓錐滾子軸承的配置形式相比,這種軸承配置形式具有軋制速度高、成品精度高、易控制等優點,是目前鋁箔軋機工作輥常用的軸承配置形式。也有將四點接觸球軸承換為配對角接觸球軸承及雙列角接觸球軸承的情況。
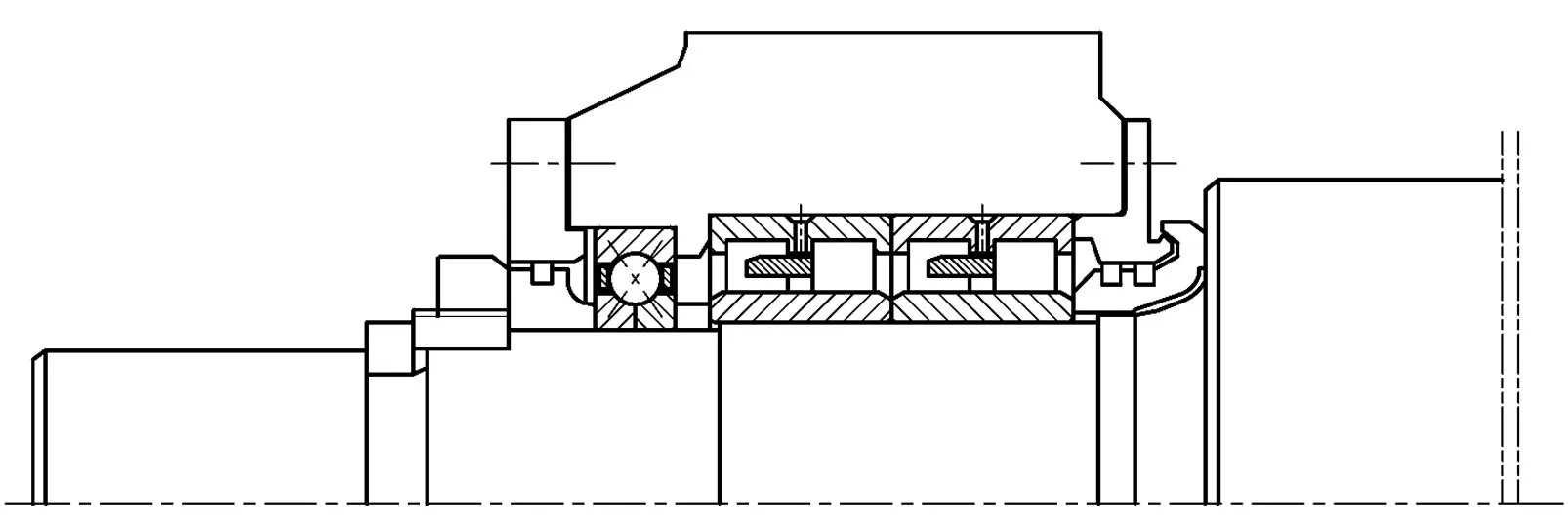
圖1 軸承配置形式
2 軸承失效特點
軸承異常后拆機發現軸承的失效形式如圖2所示。從圖中可以看出,內圈溝道和鋼球表面磨損嚴重,且都已經變色。更換其他軸承廠家的同型號軸承,壽命和破壞形式也基本相同。
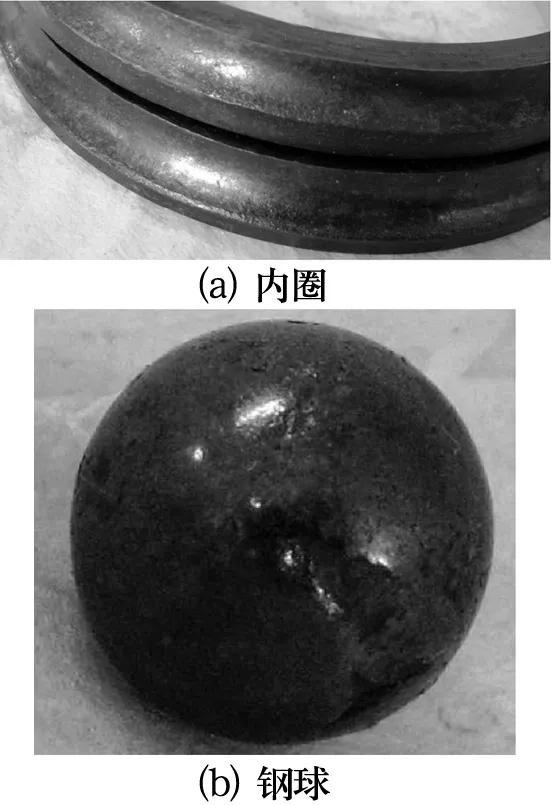
圖2 內圈與鋼球失效形式
圖2中軸承損壞較為嚴重,難以對失效的原因進行分析。圖3為軸承工作2天后拆機的失效形式。從圖中可以看到,鋼球只有輕微的壓痕,沒有剝落,而內圈靠近擋邊的位置多處出現壓痕和凹坑,表面發生剝落。檢查軋輥和軸承座與軸承相關的安裝位置,沒有發現異常;檢查軋機的油氣潤滑系統,一切正常,軸承潤滑充分,且無異物進入。

圖3 軸承初期失效形式
3 軸承失效原因分析
3.1 經驗分析
首先校核軸承理論壽命。軸承工況條件為:軸向力30 kN(最大軋制力3 000 kN的1%),轉速為1 136 r/min(最高軋制速度 1 000 m/min,工作輥直徑280 mm)。軸承徑向額定動載荷為148 kN,當量載荷系數Y為1.07,因而得軸承的計算壽命為1 438 h,理論壽命與實際壽命相差很大。
文獻[1-2]所描述的情況與2000鋁箔軋機工作輥推力軸承損壞情況十分相似,認為軸向力過大是造成該軸承損壞的主要原因,并指出軸向力產生的主要原因是輥系間的軸線交叉(即2支承輥軸線及2工作輥軸線不平行)。文獻[2]通過試驗的方法測試了軋機軋制過程中軸向力的變化過程,可知軸向力隨軋輥轉動而波動,隨軋制速度的增大而增大,且存在較大的偏載。
由圖3可知,軸承最初發生剝落的位置均靠近內圈擋邊,說明實際工作過程中該處應力最大,因此懷疑軸承實際工作中的軸向力超過了其極限軸向力,從而在擋邊位置產生了應力集中,加速了軸承的失效。鋁箔軋機軋制過程中的軸向力無法通過理論精確計算,軸承選型時按照經驗系數(即軋制力的1%~5%)確定。但實際工作過程中,由于設備制造、安裝和使用過程中的累積誤差以及軋制工藝的改變等諸多原因都會導致軋輥軸向力過大,一旦超過軸承的軸向承載能力就會加速軸承損壞。
3.2 軸向承載能力校核
對于四點接觸球軸承,若軸向力過大,套圈擋邊與溝道的交線將進入彈性接觸區域。極限接觸狀態如圖 4所示,此時鋼球與溝道間的接觸橢圓剛好到達擋邊邊緣。通常依據此極限狀態計算軸承的極限軸向力。圖中,αl為極限位置的接觸角;θ為擋邊邊緣與溝道中心線的夾角;φ為接觸橢圓長軸與鋼球中心所對應的中心角;F,E分別為內、外溝道直徑;d2,D2分別為內、外圈擋邊直徑;Dw為鋼球直徑;a,b分別為接觸橢圓長、短半軸。

圖4 軸承極限接觸狀態
由圖中幾何關系可得
對于外圈,
φ=θe-αl,
對于內圈,
φ=θi-αl,
由文獻[1]可知,極限軸向力Fa為
(1)
式中:Z為鋼球數;Σρ為曲率和;na為與接觸點主曲率差函數F(ρ)有關的系數。
αl可由(2)式迭代求出

(2)
式中:B為總曲率半徑系數;Kn為載荷-變形常數;α0為原始接觸角。
由于軸承存在軸向游隙Ga,α0不等于公稱接觸角,α0可根據文獻[4]求得
(3)
式中:Xi,Xe分別為內、外圈溝曲率中心偏移量;ri,re分別為內、外圈溝曲率半徑。
對于四點接觸球軸承QJ1024,鋼球直徑Dw=18.256 mm;鋼球數Z=20;公稱接觸角α=35°;軸向游隙Ga=0.15 mm;球組節圓直徑Dpw=150 mm;內、外圈擋邊直徑d2=140 mm,D2=160 mm;內、外圈溝曲率半徑系數fi=0.525,fe=0.54;內、外圈溝曲率中心偏移量Xi=0.259 mm,Xe=0.42 mm;內、外圈溝道直徑F=131.588 mm,E=168.503 mm。
通過(1)~(3)式,可以對四點接觸球軸承的極限軸向力進行求解,由于內圈的極限軸向力小于外圈的極限軸向力,故只需對內圈進行計算,可得軸承受載前接觸角α0=39.555°;極限接觸角αl=41.770°;極限軸向力Fa=42 kN。
即使當軋機輥系各軸線調整平行時,軸向力一般也能夠達到軋制力的0.8%~2%[1]。對于該2000鋁箔軋機,軸向力為(24~60) kN,最大值已經超出四點接觸球軸承的極限軸向力(42 kN);同時由于軋制過程中存在較大的軸向偏載[2],軋輥實際軸向力極易超出軸承的極限軸向力,從而導致軸承提早失效。
4 改進措施
針對此問題,為提高軸承的軸向承載能力,軋機設計單位聯合軸承廠家采取了以下改進方案,但效果不甚理想。
(1)軸承配置形式改為四列圓錐滾子軸承。但由于內圈與軋輥為松配合,高速軋制時內圈經常與軋輥發生相對滑動,刮傷軋輥,同時降低了軋制精度,軸承壽命提高也不明顯。
(2)加大承受軸向載荷的球軸承的鋼球直徑、擋邊直徑和軸向游隙,并增加鋼球數。但最終試驗證明,軸承壽命提高并不明顯。
(3)將承受軸向載荷的球軸承換成雙列圓錐滾子軸承。但軋制速度較低,軸承易發熱、抱死。
因此,只能從軋機入手,通過減小輥系軸線夾角以降低輥系的軸向力。目前,還沒有其他更好的解決方法,軸承使用壽命多在2~3個月。
5 結束語
工作輥推力軸承損壞是鋁箔軋機經常遇到的故障。由于鋁箔軋機軋制力不大,軋制速度高,其推力軸承多選用四點接觸球軸承、配對角接觸球軸承以及雙列角接觸球軸承的結構形式。而軋機工作時,輥系不可避免地會出現軸線交叉,產生的軸向力極易超出球軸承的極限軸向力,從而導致應力集中,加速軸承失效。因此對于主機設計而言,在該類軸承的選型時,除了考慮軸承的轉速、壽命外,還應考慮軸承的軸向承載能力。
