壓力容器定期檢驗中TOFD的應用
2014-07-27 06:19:30張海營薛永盛
創新科技 2014年22期
張海營 薛永盛 秦 峰
(河南省鍋爐壓力容器安全檢測研究院,河南 鄭州 450000)
壓力容器定期檢驗中TOFD的應用
張海營 薛永盛 秦 峰
(河南省鍋爐壓力容器安全檢測研究院,河南 鄭州 450000)
為了更好地監測鍋爐壓力容器定期檢驗中焊縫質量,在現場無損檢測過程中針對壁厚大于12mm的鍋爐壓力容器,采用超聲波衍射時差法(TOFD)與射線(RT)檢測焊縫,并分析對比各類缺陷的特征,總結用TOFD檢測技術在鍋爐壓力容器定期檢驗中對缺陷定性定量的方法。
超聲波衍射時差法;缺陷;定性;定量
特種設備壓力容器定期檢驗中,無損檢測往往采用超聲波檢測(UT)和射線檢測法(RT)來確定焊縫中埋藏缺陷的長度和位置。在壓力容器定期檢驗規則評級要求里缺陷自身高度是評級關鍵項目之一。實際檢測中若采用常規無損檢測方法來確定缺陷的自身高度一直存在較大的爭議。為了能夠準確的檢測出埋藏缺陷的自身高度和長度,檢測過程中針對壁厚大于12mm的壓力容器,我們進行了超聲波衍射時差法(TOFD)。并于常規超聲波(UT)、射線(RT)檢測對比檢測,分析各類缺陷的特征。
1 技術原理
TOFD技術原理如下圖:

TOFD技術,是在不連續缺陷的尖端產生波型的轉換,并產生衍射波。這個衍射波覆蓋了較大的角度范圍,從而衍射波就可以檢測出該范圍內所存在的缺陷。側向波的相位與底面回波的相位是相反的,缺陷上尖端以及下尖端的相位是相反的。最先到達接收探頭的聲波叫側向波(LW),側向波是在被檢試件內表面傳播的波,在沒有缺陷的試件中,第二個到達接收探頭的聲波叫底波(BWE),底波是從試件另一面反射的聲波。從上圖中可以看到,側向波和底波具有相反的相位,缺陷的上下端點的衍射波也同樣具有相反相位。側向波與缺陷上端點產生的衍射波的傳播時間差與缺陷的位置有關,缺陷上下端點產生的衍射波的傳播時間差與缺陷的高度有關,這些特性是缺陷判定的主要依據。因此,關于缺陷高度和缺陷位置的測量,都由接收到的聲波信號的傳播時間決定,與信號的波幅無關。
2 定期檢驗規則的要求
見TSG R7001《壓力容器定期檢驗規則》第四十五條。
3 檢測方案
使用設備為以色列ISONIC2006型,焊縫類別:手工焊和自動焊均有,坡口類型為對稱X型,單V型。
3.1 探頭角度的選擇
針對不同厚度的工件,應該據板厚來合理選擇探頭。探頭角度的選擇要盡量使探頭聲束中心對準被檢區域,使盲區盡量減少。如果所選擇的探頭角度過大,頻率太低時,會引起直通波強度增大,使近表面缺陷難以識別。實際檢測中TOFD并不要求精測聲束角度。聲速偏離標準值±5°不會明顯影響檢測結果。現據實際情況筆者準備了以下探頭:

備注角度°根據實際情況來進行探頭的選擇探頭頻率(MHz)7.5晶片尺寸(mm)φ3 45、60、70探頭類型RUSSELL NDE CX-17S RUSSELL CX-386 RUSSELL CX-386 5 5 φ6 45、60、70 φ3 45、60、70
3.2 探頭間距設定
理論上,TOFD最大衍射效率所包含的角度大約是120°。實際設定時,應使聲束對準試件厚度2/3的部位,同時采用-12dB聲束半擴散角計算,來精確的計算出每種探頭對所形成的聲束擴散角。主要是計算出聲束的覆蓋范圍,來保證所檢測的焊縫覆蓋。實際檢測中,必須將其他因素作適當修正,以適應檢測要求。假如單次掃查不能完全覆蓋被檢區域,可以適當改變探頭間距或改變探頭角度來進行多次掃查。
4 圖譜對比
針對壓力容器定期檢驗,我們對以下常見缺陷進行了對比分析:裂紋,未焊透,未熔合,氣孔,夾渣等。現對現場所采集的圖譜,進行如下分析:
備注:L缺陷長度 H上端點至檢測面高度 h自身高度
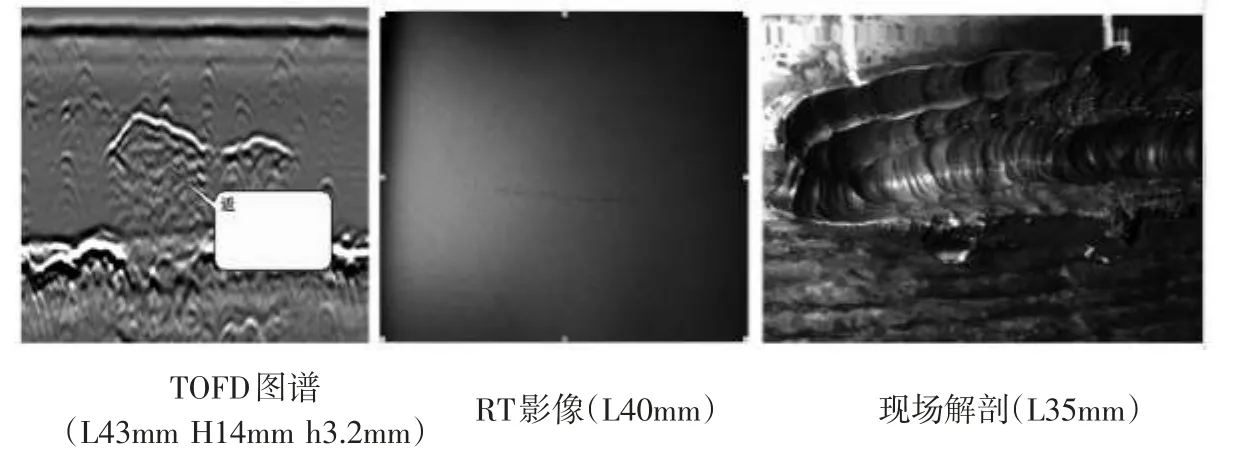
圖1 裂紋(某一般容器,實測壁厚30mm)
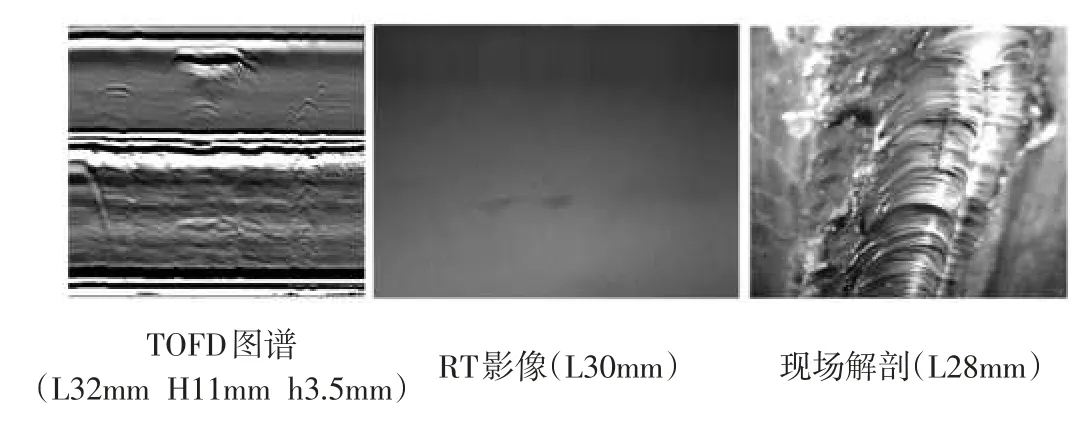
圖2 未熔合(某一般容器環縫實測壁厚25mm)
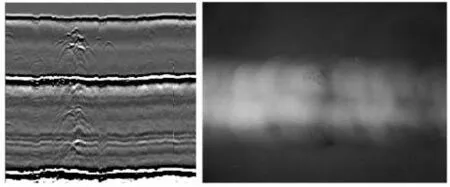
圖3 密集氣孔 壁厚18mm 15點

圖4 某水晶釜(實測壁厚90mm)底面開口型

圖5 某容器(復合板內腐蝕坑)
5 安全狀況等級評定
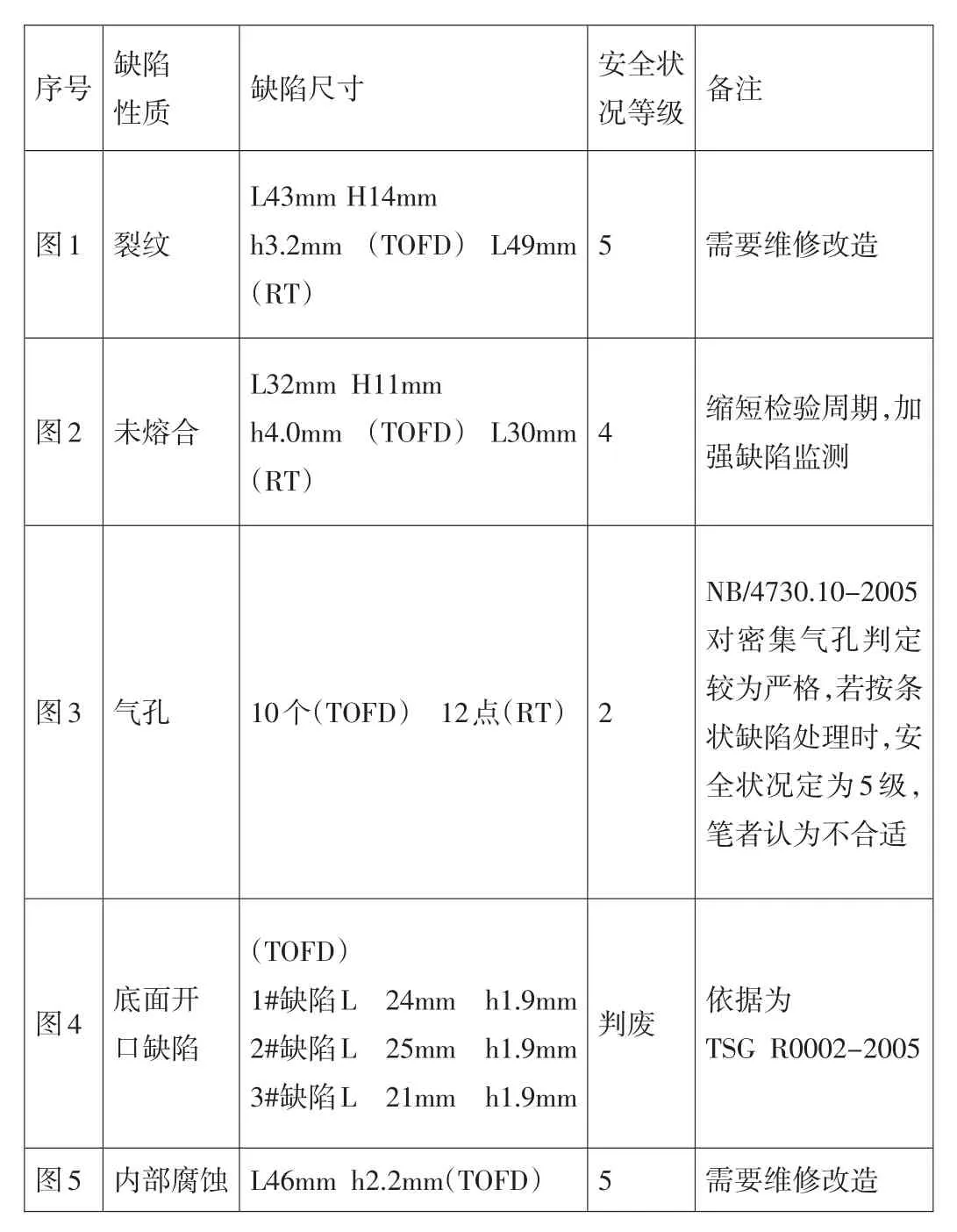
序號 缺陷性質缺陷尺寸備注裂紋圖1 L43mm H14mm h3.2mm(TOFD) L49mm(RT)需要維修改造縮短檢驗周期,加強缺陷監測未熔合圖2 L32mm H11mm h4.0mm(TOFD) L30mm(RT)4 10個(TOFD) 12點(RT)NB/4730.10-2005對密集氣孔判定較為嚴格,若按條狀缺陷處理時,安全狀況定為5級,筆者認為不合適氣孔圖3 2圖4依據為TSG R0002-2005(TOFD)1#缺陷L 24mm h1.9mm 2#缺陷L 25mm h1.9mm 3#缺陷L 21mm h1.9mm 5底面開口缺陷 判廢圖5內部腐蝕L46mm h2.2mm(TOFD)安全狀況等級5需要維修改造
6 結語
特種設備定期檢驗中TOFD的成功應用,集合TOFD檢測檢測效率高、精度高、圖像便于分析儲存,可以更加準確的應用壓力容器定期檢驗規則對埋藏性缺陷精確定級。隨著我國特種設備行業的發展,對安全環保的強調、對檢測質量及成本的重視,TOFD技術將越來越廣泛的應用。
[1]李衍.ASME法規對超聲TOFD法的新規定[J].無損檢測,2007(5):294-300.
[2]遲大釗,等.面狀缺陷超聲TOFD法信號和圖像的特征與識別[J].焊接學報,2005(11):1-5.
[3]壓力容器定期檢驗規則[S].TSGR7001.
[4]薛永盛,等.TOFD檢測中典型缺陷定性圖譜分析[J].云南水力發電,2008(4):76-78.
[5]吳紅偉,薛永盛.TOFD檢測非超標缺陷的夸大[J].無損探傷,2013.37:(2).
TH49
A
1671-0037(2014)11-70-2
張海營(1967.12-),男,工程師,大專,研究方向:無損檢測。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13