帶槽的環形鍛件工藝設計
2014-07-27 06:19:30李書旭莊慶福軒少華劉亞旭
創新科技 2014年22期
李書旭 莊慶福 軒少華 孟 獻 劉亞旭
(南陽二機石油裝備(集團)有限公司,河南 南陽 473000)
帶槽的環形鍛件工藝設計
李書旭 莊慶福 軒少華 孟 獻 劉亞旭
(南陽二機石油裝備(集團)有限公司,河南 南陽 473000)
分析了帶槽的環形鍛件的結構特點,通過輾環鍛件工藝設計,生產質量較好、節約材料的環形鍛件。
環形鍛件;輾環;徑向軋制;輾擴比
帶槽的環形鍛件是石油行業常用的鍛焊滑輪組件,鍛焊滑輪有三部分組成,輪緣、輪轂、輻板組焊而成。輪緣為鍛件,帶有繩槽,自由鍛加工余量大,生產效率低。本文通過工藝設計及模具設計生產出帶槽的環形鍛件。
1 零件的結構特點
該零件質量42KG,最大外圓915mm,高70 mm,內孔785 mm屬于典型的薄壁環形鍛件。
2 工藝分析
輾環工藝是徑向軋制切向延伸的鍛造過程,是專門軋制環類鍛件的一種特種成型方法。此類鍛件外圓大,內孔大,厚度薄(相對外圓),帶繩槽,屬于典型異形環件。由于環件在厚度方向有一定斜度,適合采用立式徑向輾環。該產品采用立式輾環工藝流程為:下料-加熱-鐓粗-沖孔-加熱-輾環-加熱-輾槽。該工藝過程采用自由鍛設備制坯。在預制坯過程中環件帶有繩槽需要先輾成矩形截面圓環,然后更換模具輾出繩槽,這樣制坯時間較長,有需要更換模具,此種工藝需要加熱3-4次。經過分析鍛件高度,可以在設備上裝兩組模具,一組輾矩形截面圓環,另一組輾繩槽成形,一次輾出繩槽。改進后工藝流程為下料-加熱-鐓粗(750KG空氣錘)-沖孔-加熱-輾環(1200立式輾環機)。這種輾環方法生產效率高,勞動條件好,加熱成本低,質量穩定。通過實際生產應用,這種生產方式是可行的。
3 工藝編制
根據此鍛件的材質、壁厚、形狀復雜性、余量及公差做出鍛件圖,見圖1。
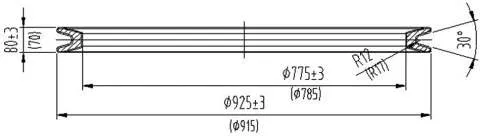
圖1
從鍛件圖可以看出,制坯是關鍵,制坯毛坯體積決定了體積的初始分配,輾環的變形程度和輾環過程中金屬的流動規律,影響到產品合格率。預制毛坯的依據是鍛件圖和金屬流動規律。根據體積不變定律和徑向軋制金屬流動體積分配,確定預制坯的形狀尺寸及變形程度。
3.1 高度確定。此類環類鍛件外形復雜,外形帶斜度,斷面帶凹槽。采用半封閉孔形徑向輾壓成形完全可以滿足產品精度及質量要求。徑向軋制輾環采用小壓下量,連續成形,鍛件總高度基本不發生變化。又因為軋制繩槽時,繩槽在半封閉孔中被模具擠壓成形,高度增加,外圓擴大,內孔擴大,因此制坯時毛坯高度取環件最低尺寸。
3.2 內孔直徑的確定。確定內孔直徑之前先確定輾擴比K,輾擴比K是設計輾壓預制坯尺寸首先要確定的參數。由于輾壓變形的軸向寬展量比周向延伸量小得多,所以在工藝計算中往往忽略周向寬展。輾擴比一般情況下取1.5~5.確定了輾擴比之后就可以按K=dn/dm(dn鍛件內孔,dm毛坯內孔)和體積不變定律確定輾壓預制坯的內外徑尺寸。根據分析,K分別取最小值1.5,最大值5,中間值3.25,如果K取1.5,則dm=516.7mm;如果K取3.25,則dm=238.5mm;如果取最大值5,則dm=155mm。
3.3 選擇輾擴比。輾擴比的影響因素[1]有鍛件的截面形狀、制坯方式、鍛件質量、生產率、輾環溫度、芯軸的剛度和疲勞溫度、制坯設備的能力等因素。經過綜合分析,選取最大輾擴比比較合適,便于制坯和沖孔。因為是自由鍛制坯,內徑取dm=160mm。
3.4 外徑的確定。在確定預制坯毛坯的高度和內孔后,按照鍛件變形前后體積不變定律,可以計算出預制毛坯的外徑,設計出預制毛坯的設計圖。
4 輾環模具設計
環件采用半封閉輾壓方式,且安裝兩套模具,主動輪模具尺寸大,設計成整體式不方便維修更換,且磨損后不能再利用。這里把主動輪模具設計成分體式,從動輪模具設計成整體式。繩槽模具和環件成形模具。分體式模具大幅度降低了模具成本,方便了模具更換,有一定的通用性,提高了模具使用價值。輾壓完成時,主動輾壓輪與被動輾壓輪不能接觸,所以型腔深度尺寸再加上收縮率后要減去5mm。鍛造過程要點:由于鍛件毛坯尺寸較大,所以要對鍛件毛坯質量嚴格控制。鍛件在加熱時要保證加熱均勻性,尤其是輾環時,建議在允許的最高始鍛溫度下開始輾環,這樣有利于輾環成形。輾制間隙期,應注意模具和設備的降溫冷卻,一般直接用水噴冷,或者鹽水噴冷,保持輾壓輪模具的強度。
綜上所述,通過輾環鍛造,生產出了批量產品,質量穩定,生產效率大幅提高,輾環鍛件表面質量較好,比原來節約了60%材料。毛坯成本大量降低,降了50%以上。通過批量生產,我們逐漸減少繩槽加工余量,部分斜面不再加工,取得了很好地效果。在批量生產薄壁帶繩槽此類鍛件時應該注意以下幾點:一是合理的工藝設計可以減少前期試驗次數,加快復雜環型鍛件設計開發。二是預制毛坯的設計很關鍵。三是制坯模和輾壓繩槽模具,采用合理的分體式模具設計,不僅減少加熱成本,更提高了生產效率。
[1]中國機械工程學會鍛壓學會.鍛壓手冊第一卷:鍛造[M].北京:機械工業出版社,1993.
TG4
A
1671-0037(2014)11-77-1
李書旭(1985-),男,助理工程師,研究方向:鍛壓設備及工藝研發。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03